One of the most frequently encountered problems for a CNC machine operator is how to fix a part on a CNC machine. Modern machines and CNC machining centers for processing wood-based materials, including MDF facades, have a sufficient arsenal of parts fixing devices to efficiently and safely perform one or another processing of a workpiece, regardless of its shape, size, or density. However, not always and not all of them are available for use: due to high cost, design features of the work table of a CNC machine, the presence of additional equipment for supplying vacuum or compressed air, the characteristic properties of the workpiece material, or for other reasons.
Methods of fixing (locking) parts on CNC machines, depending on the design of the equipment, can be divided into three types: mechanical, using vacuum and using pneumatic equipment.
Mechanical methods of blocking a part on a CNC machine
These methods may look a little handicraft, but even when working on high-tech and expensive equipment, sometimes you have to resort to them. In addition, the use of mechanical methods for locking parts allows you to avoid using vacuum or pneumatic locking systems and, accordingly, not to consume electricity.
Clamps
Used on T-shaped work tables of CNC machines. The simplest design of a clamp consists of a bolt, a nut and a metal plate with a hole. The bolt head is inserted into the T-shaped groove, the part is fixed with a plate by tightening the nut. To lock one workpiece, two or more clamps are used.
Advantages . Availability, reliability, simplicity. Clamps are the most appropriate way to lock workpieces on CNC engraving machines when the processing program can run for several hours.
Flaws . Long and inaccurate part positioning. Inaccessibility for processing of the surface area at the workpiece attachment point. High probability of tool collision with clamping elements.
Hinged type quick release clamps
A type of clamp for quickly fixing a workpiece on a T-shaped work table of a CNC machine. It is a hinge-lever mechanism, which, with a fairly low force, creates a relatively large clamping force.
Advantages . Quick fixation of the part (with one movement of the hand). Availability, reliability, simplicity.
Flaws . The design is bulky and, as a consequence, there is a risk of collision with the tool. Relatively weak pressure.
Side clamps
Used to block the sides of timber parts or panel panels with sufficient thickness. The use of these clamps is advisable if processing of the entire area of the upper surface of the workpiece is required.
Side clamps can be used in conjunction with fixed rack stops. This combination allows for more precise positioning of the part and the use of a minimum number of clamps.
Based on the design features, we can distinguish three types of side clamps for CNC machines: screw, lever, eccentric.
Screw and lever side clamps
Their design is similar to clamps and quick-release clamps. However, fastening into the T-shaped groove here must be done more rigidly, since the low coefficient of friction between the planes of the workpiece and the work table does not ensure reliable retention of the part.
Advantages . Availability, relative safety. Possibility of blocking parts with variable height.
Flaws . Difficult to install. The holding force largely depends on the reliability of the clamp itself.
Eccentric Side Clamps for CNC Machines
They have gained great popularity among folk craftsmen. Their design is a round washer with a pin and lever offset from the center of the circle. On the desktop of a CNC machine, such a clamp is installed in special holes corresponding to the diameter of the pin.
Advantages . Simplicity, reliability, safety. Possibility to make clamping elements yourself.
Flaws . Can only be used on a specially prepared desktop. When brittle or loose materials are blocked, indentations may appear.
Horizontal mechanical clamps
Used for fixing narrow and block parts. The clamp is a vice with two parallel plates between which the part is clamped. One plate is in a stationary position, the second, with the help of a screw, presses the part. The design of the vice is located on a special platform, convenient for attaching it to the work table of a CNC machine.
Advantages . Simplicity, reliability.
Flaws . Inaccurate positioning, long preparation time, limited use only on small parts.
Self-tapping screws
This method is most relevant when it is necessary to process small workpieces or parts with complex geometry. Using self-tapping screws, the workpiece is attached to a substrate (counter template), which, in turn, can be fixed on the work table of a CNC machine in any other way. Seizing the workpiece with self-tapping screws can be done in areas of technological allowances of the workpiece, or through holes in the substrate, on the non-front side of the part.
If you need to mill a complex geometric contour in order to avoid future collisions between the cutter and the screws, you can first simulate the processing using only the substrate and, in accordance with the milled contour, make holes for the fasteners.
In mass production, to speed up the process of changing workpieces, it is possible to use several counter-patterns: while one part is in the processing stage, another is being prepared.
Advantages . Availability, simplicity. The ability to process parts along the contour, make through holes and recesses.
Flaws . Long preparation time. Relatively weak fixation, slight displacement possible. There are holes left on the parts from the self-tapping screws. The need to store a large number of counter-templates for various types of parts.
Double sided tape
The method of fixing a workpiece on a CNC machine using double-sided tape is controversial from the point of view of rationality and reliability. It is at its best when processing thin sheet materials and small parts. To securely fasten the workpiece, its surface, like the surface of the work table, must be smooth and dense.
Advantages . Security and accessibility. Through processing is possible due to the loose fit.
Flaws . High price. Instability due to the plasticity of the material. Limited application.
Hot glue
Hot thermoplastic glue is used for spot gripping of particularly small parts. Its practicality is achieved when gluing soft and porous materials with an uneven surface.
When placed on the workbench, the part is tacked along the contour at several points using a hot glue gun. Rapid hardening upon cooling helps lock the part in a short time. In this way, the workpiece is firmly held and can withstand even strong lateral loads.
Advantages . Availability, simplicity, safety. The ability to process the horizontal surface of the part over the entire area.
Flaws .
Relatively long preparation and positioning time. There is a high probability of weak adhesion of the glue to the material of the surface of the part or desktop.
When it's needed
The concept of binding contains two parts. The first is related to the coordinate system of the part. The second is with the machine coordinate system.
If you have a simple CNC, in which the equipment is changed manually, and there is only one mandrel, then you will have to set zero every time you change a cutter or drill.
But when you have several mandrels or even have the ability to automatically change tools, it will be more convenient to enter all the correction data before processing.
This way the milling process will not be interrupted. Information about tool dimensions and overhang must be set once. After this, it will be necessary to associate the position of the new workpieces with only one of the tools.
Vacuum devices for fixing parts on CNC machines
In the production of cabinet furniture and MDF facades on CNC machines, the most widespread method of blocking parts on the work table is using a vacuum. The feasibility of using vacuum fixation devices is explained by the speed of preparing the work table, placing and changing parts on it, the simplicity, accuracy and reliability of positioning of workpieces and the ability to process parts from the end sides.
Matrix (lattice) vacuum table
Installed on milling and engraving machines and CNC machining centers with a portal type design. Serves for fixing large-format flat panels (chipboard, MDF, plywood, plastic) using vacuum energy. Suitable for non-through processing of the upper surface of parts with milling and drilling tools. More information about the design and features of the matrix table can be read in the article “Work tables of CNC machines for the production of MDF facades.”
Advantages . Reliable and even fixation over the entire area of the part. Quick change of workpieces. Possibility of installing additional holding devices.
Flaws . Inadmissibility of through processing. Relatively long preparation time for the work area.
Vacuum table with “sacrificial” substrate
This is the same matrix vacuum table, only a substrate made of a material with sufficient rigidity and good air conductivity (vacuum conductivity) is placed between the part and the work table. As a rule, the most accessible rough materials in furniture production are used as a “sacrificial” substrate: sanded chipboard, MDF, HDF.
The principle of operation of the “sacrificial” table is the same as that of a vacuum table, the only difference being that there is much more vacuum loss and a higher performance of the vacuum pump is required.
The main achievement of the “sacrificial” substrate is the ability to perform through processing of parts without the danger of damaging the main table.
Advantages . Smooth surface, suitable for thin sheet materials. Quick preparation by connecting and disconnecting vacuum supply zones. Allows for straight-through processing, including using Nesting technology.
Flaws . Periodic leveling of the substrate surface is required. Relatively weak clamping force on workpieces due to large vacuum losses.
Vacuum suction cups
Vacuum suction cups are the main method of fastening parts on CNC machines for the production of furniture and MDF facades equipped with cantilever work tables. However, both matrix work tables and smooth aluminum tables of CNC machines can also be freely equipped with similar parts fixing devices.
The base of the vacuum suction cup block structure is made of reinforced polymer material and serves as a rigid support. The upper part of the block has a vacuum supply hole and a uniquely profiled surface on which a rubber suction cup-plate is mounted or a sealing cord is laid. The hole in the top of the suction cup block can be equipped with a valve mechanism that activates the vacuum when laying the workpiece.
Typical vacuum suction cup blocks for woodworking equipment are available in heights of 29 and 48 mm for 3- and 4-axis CNC machines and 74 mm for 5-axis CNC machines, as well as rectangular rubber cup sizes of 140 x 115, 125 x 75, 120 x 50 and 130 x 30 mm. For ease of positioning of parts with complex geometric shapes, the block design can rotate around a vertical axis by 360°.
The suction cup unit is connected to the vacuum system of the CNC machine either through the worktable console or through hoses and fitting adapters.
Advantages. Ease and flexibility of desktop preparation, including using software. Quick fixation and change of workpieces. Ability to process parts with complex contour geometry from any side. Safety for fragile and delicate parts.
Flaws . High price. Weak clamping force on small parts and porous materials. To block workpieces of different sizes, an additional supply of suction cups of different widths is required.
Quick release vacuum tables
They have a similar design to matrix (lattice) work tables, but are smaller in size and have the ability to be separately connected to vacuum generation devices. They are used for cutting and milling sheet and slab materials on those CNC machines where the work table equipment does not allow the required types of processing to be carried out using the existing equipment (for example, CNC machines with cantilever or smooth work tables).
For console machines, quick-release vacuum tables are available as an additional option. They are rigidly mounted on carriages or suction cups and have an independent connection to the vacuum system of the CNC machine.
For other types of CNC machines, it is possible to mount it in a T-slot or in any other way. Due to the small dimensions of the quick-release vacuum table, vacuum generators powered by compressed air using the Venturi principle can be used as a source of vacuum.
Advantages . In terms of their characteristics, quick-release vacuum tables are no different from stationary matrix samples. In addition, to increase the working area, it is possible to connect several tables at the same time.
Flaws . High price.
Vertical clamps
Vacuum-powered vertical clamping devices are used to lock small, narrow parts that are difficult or impossible to secure well with suction cups alone. As a rule, console CNC machines are equipped with such devices, but some manufacturers offer samples of vacuum clamps modified for matrix work tables.
Advantages . Quick change of clamping blocks. Possibility of blocking straight and curved narrow parts of large thickness.
Flaws . Difficult positioning of the workpiece. High risk of collision with the tool.
Counterpatterns
A counter-template is an auxiliary locking device that is positioned on the CNC machine table using other locking methods. Used when machining parts with special geometric shapes that cannot be locked using standard holding devices.
The counter-template is made from any available material that is safe for the tool. It should have a relief that follows the profile of the workpiece, a groove for the sealing cord and holes with fittings for inserting vacuum supply tubes.
Advantages . Allows you to safely process uniquely shaped parts.
Flaws . It takes a long time and is difficult to manufacture a counter-pattern. Highly specialized application.
Devices for fast and high-quality milling of grooves on narrow surfaces
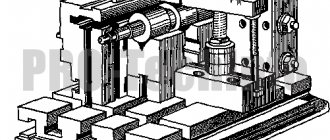
Any home craftsman can answer the question of how to make grooves for door hinges or a lock. For these purposes, as a rule, a drill and an ordinary chisel are used. Meanwhile, you can perform this procedure much faster and with less labor if you take a milling cutter equipped with a special device for this purpose. The design of such a device, with the help of which grooves of various widths can be created on narrow surfaces, is a flat base fixed to the base of the router. On the base, which can have either a round or rectangular shape, two pins are installed, the task of which is to ensure the straight movement of the router during processing.
The main requirement that the attachment to a milling cutter of the design described above must meet is that the axes of the guide pins must be in line with the center of the cutter used for processing wood. If this condition is met, then the groove made at the end of the workpiece will be located strictly in its center. To move the groove to one side, just put a sleeve of the appropriate size on one of the guide pins. When using a similar attachment on a hand router, you need to ensure that the guide pins are pressed against the side surfaces of the workpiece during processing.
Grooving tool (click to enlarge)
It is possible to ensure the stability of the router when processing narrow surfaces without special devices. This problem is solved using two boards, which are attached to both sides of the workpiece in such a way as to form one plane with the surface on which the groove is made. When using this technological technique, the router itself is positioned using a parallel stop.