Aluminum grades for bending
However, radial bending of an aluminum sheet cannot be carried out for all types.
It all depends on the characteristics of the alloy and its constituent components. Grades 1105 and VD1, alloys containing aluminum and manganese, food alloys A5 and AD are considered to be the most malleable and do not pose any problems during deformation. The AMC alloy has unsurpassed bending capabilities: sheets based on it can be used to produce products of complex shapes. In contrast to these materials, duralumin, the main feature of which is considered to be strength, is not suitable for bending: parts of the required shapes can be made from it only by stamping technology. Grade B alloys used in aircraft construction are also classified as difficult to machine. Even bending a 2 mm aluminum sheet—rolled material of small thickness—is extremely difficult in this case. Such rolled products can only be processed using stamping equipment or a press.
Bending methods
You can change the shape of an aluminum sheet using different types of equipment. It is important to talk about the main bending methods used in metalworking.
Manual methods
In small workshops and private production, manual devices for bending aluminum sheets are often used. They are a tool consisting of a stable base, pressure plates, and a lever system. The limitation of manual equipment lies in the depth of bending of the sheet and the width of the workpiece being processed. It is impossible to bend thick metal parts using manual equipment.
Using electrically powered devices
To achieve high efficiency when bending metal sheets, electrically driven equipment is used. Machine tools are used in mass production because they facilitate human labor and allow you to quickly produce many parts of various shapes. Electrically driven equipment allows you to bend sheets up to 8 mm thick. The moving elements are launched after pressing the pedals.
Use of electromagnetic equipment
This method of bending aluminum products uses equipment with electromagnets. The workpiece is installed between the work elements. Voltage is applied to them. The current powers the magnets. They begin to move towards each other, bending the part.
Corrugated aluminum bending
As you know, there are two technologies for bending aluminum - free (air) and calibrated. In the first case, an air gap is maintained between the punch and the walls of the mold and the sheet bends almost by weight. In the second, there is no such gap and the sheet fits tightly into the mold. “Air” technology is more common, but is not suitable for all types of sheets. If the grade of aluminum is soft or you need to process a product of complex shape - for example, bending corrugated sheet aluminum - use the calibration method.
How to bend an aluminum sheet?
#1 vasilev161
- Main crew
- 2 messages
- From: Rostov-on-Don
- Vessel:
m/v Omsky - Name:
m/v “ONIX”
Post edited by vasilev161: May 26, 2012 - 11:38
#2 metals
- From: Rostov-on-Don
- Vessel:
tx OMSKY - Name:
ONYX
Post edited by metalls: May 26, 2012 - 11:40
#3 Merc
Small steps, but forward!
- From: Volzhsky
- Vessel:
Motorboat - Name:
Akhtuba
It’s not that complicated! First you need to decide on the aluminum alloy. 1105 is one of the cheapest alloys (it will burst, we refuse right away) AMG2R, AMG2NR, AMG2N2R, AMG3NR, AMG3N2R - these alloys are suitable for us. They are corrosion resistant. AMG2 is an alloy, AMG3 is a little tougher. P - designation corrugated. H - cold-worked condition (hard) There is also an imported corrugated sheet, which is distinguished by its shine, shine and surface quality. Its price is two hundred rubles more expensive than domestic ones. Now we take an aluminum sheet. Place laundry soap in warm water in advance. and keep it there until it becomes limp. Then, in the place where the bend arises, apply soap. We take a gasoline or gas burner and heat the bend. Then we bend against the corner. Here it is as convenient for you. For example, I pressed it with two planks. And he bent it with a gas wrench. That's all. Source here
#4 Oleg from Nsk
The first navigation is over.
- From: Novosibirsk
- Vessel:
KiYa14 “Dolphin” - Name:
Gorynych
Soap, burners, on the corner To prevent the sheet from breaking, it is necessary to bend it with a radius of at least 5 mm. Aluminum bends perfectly on press brakes with a wide die, at least 35mm. In general, experienced benders know everything. https://forum.katera. ost__p__1107383
And who pays the difference between a press brake and a gas wrench?
#5 Merc
Small steps, but forward!
- From: Volzhsky
- Vessel:
Motorboat - Name:
Akhtuba
And who pays the difference between a press brake and a gas wrench?
#6 metals
Specifics of bending aluminum sheet
To set up a machine for serial bending of sheet aluminum in Moscow, a specialist usually needs two or three “training” workpieces.
The maximum possible radius is determined by the thickness of the sheet and other geometric features, the type of alloy and even the time that has passed from the moment the rolled product is produced to its processing. Before bending, sheets of metal are thoroughly cleaned, otherwise scratches and scuffing may occur on their surface when passing through the rollers. For the same reason, the master monitors the timely cleaning of the rollers themselves. Indicators of correctly completed work are the parallelism of the sides of the bent sheet and a straight fold line.
Equipment classification
For different methods of bending aluminum sheets, special equipment is used. To facilitate the deformation of the metal, it can be preheated. All sheet benders are divided into two large groups, which need to be discussed in more detail.
Hand tools
Stationary equipment
This group includes industrial machines that are installed in enterprises. Used for serial production of parts from metal sheets. They have a stable base and are electrically or hydraulically driven.
The disadvantage of stationary mechanisms is that they take up a lot of space and require additional effort during transportation. However, industrial machines allow you to work with metal sheets of large thickness.
Portable equipment
Compact designs that can be used in a variety of conditions. Do not require additional skills when working. The disadvantage of portable devices is the inability to work with thick sheets of metal.
Features of aluminum bending
The custom aluminum bending process can be divided into four stages:
- Preliminary work. At this stage, specialists evaluate the features of the aluminum sheet alloy, the dimensions of the sheets, get acquainted with the project, determine how many bends of the material need to be made;
- Cut the sheets if they came to work undivided;
- Fixing the workpiece in the machine. In this case, the role of clamps is performed by hydraulic cylinders;
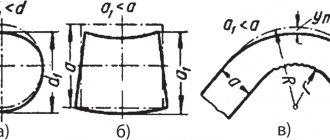
- Actually flexible. When bending a sheet along a radius, a rounding is formed on it instead of a corner.
Tags: aluminum, trunk, fastenings.
Comments 106
I would mill it and boil it afterwards. Judging by the thickness, the force on them will be great, in this case I would rather replace it with metal. In my opinion, in any case, aluminum that is then heated at the point of bending and heating will weaken and fail sooner or later. .
according to the USSR textbook. All bending radii for basic materials and thicknesses are specified there.
Find where you have a metal shop. Surely there is a bending machine there and that’s the whole problem. And do it yourself such a machine with corners and simple hinges like those used on garage doors.
I read all the advice and realized that in practice, few people have worked with flexible aluminum and its alloys. In fact, such plates bend very easily, but they must first be hardened. Just like copper, by the way. And now in more detail: 1. Heat the aluminum part until it glows very lightly. It’s better to heat in a dimly lit room (it’s easier to see the glow), because, as someone here already said, aluminum is easy to overheat and melt. To see this boundary (light glow - melt), first practice on any unnecessary aluminum part. 2. As soon as the aluminum warms up, throw it into water and cool completely. 3. You take it out of the water and bend it as you need, either in a yew through soft spacers (wood, textolite, etc.), or in any other device. When hardened, aluminum and materials based on it become very plastic and bend much easier than without heat treatment. But there is one nuance here. Aluminum (like copper) self-tempers very quickly. And after about 2-3 hours it will become noticeably stiffer, and to deform it you will have to harden it again. Good luck!
I read all the advice and realized that in practice, few people have worked with flexible aluminum and its alloys. In fact, such plates bend very easily, but they must first be hardened. Just like copper, by the way. And now in more detail: 1. Heat the aluminum part until it glows very lightly. It’s better to heat in a dimly lit room (it’s easier to see the glow), because, as someone here already said, aluminum is easy to overheat and melt. To see this boundary (light glow - melt), first practice on any unnecessary aluminum part. 2. As soon as the aluminum warms up, throw it into water and cool completely. 3. You take it out of the water and bend it as you need, either in a yew through soft spacers (wood, textolite, etc.), or in any other device. When hardened, aluminum and materials based on it become very plastic and bend much easier than without heat treatment. But there is one nuance here. Aluminum (like copper) self-tempers very quickly. And after about 2-3 hours it will become noticeably stiffer, and to deform it you will have to harden it again. Good luck!
Thanks, I've already turned it down. But I remembered it for the future.
heat and bend with a cutter
Cut at the bend, lengthwise and bend
If, as in the photo, then just cut, bend and cook with argon, in any other variants you will get a larger radius, which is precisely what you need to avoid
look for such a machine
I think in many enterprises you have jobs like this for 5 minutes maximum. They also do the insertion from the corners into the hydraulic press themselves.
You need a vice at a minimum, or better yet a special device for bending sheets, only a powerful one
Don’t have a vice or are you afraid to leave the vice?
Go to the guys who do the tides on the windows and ask politely
Have you tried telekinesis?
I’ll take this opportunity) I need to bend an aluminum tube with a diameter of about 12 millimeters so that it doesn’t crumple at the bend... Any suggestions?
In summer, pour sand into the tube. In winter you can freeze water in it. and so and so good. verified!
Thanks, I'll try it with sand...
I’ll take this opportunity) I need to bend an aluminum tube with a diameter of about 12 millimeters so that it doesn’t crumple at the bend... Any suggestions?
Only lead poured inside can give an even bend;) See blog.
Which brands can be bent and which cannot?
The production produces aluminum billets of various grades. They differ in characteristics and material features. Types of aluminum:
- Tempered - a material with high strength and hardness. When bending, it is necessary to preheat the working surface. Without heating, the sheet cracks. Low flexibility requires compliance with the rules of working with the material.
- Annealed - considered a soft type of metal, which is most often used for bending. Does not withstand stretching.
- Cold-worked is sheet metal that has undergone a cold compaction process. Withstands heavy loads, bends without cracks.
- Semi-hardened - metal with a high rigidity index. Withstands bending up to 90 degrees. Increased rigidity prevents the surface from denting during impacts.
Aluminum grades for bending:
- Duralumin - this material is designated by the beech “D”. It is considered a durable material with high wear resistance. It is used for stamping because it bends poorly.
- Brands VD1 and 1105. Materials with low specific gravity and good strength properties. Often used for bending.
- AMC alloys. Materials that are used during the manufacture of parts of complex shapes. They have a high ductility index.
- AMG alloys. The components of such materials are magnesium, manganese, aluminum. They bend well, are resistant to acids and alkalis. The sheets are used to make containers for storing chemicals and fuel.
- Aviation alloys, designated by the letter “B”. Used in mechanical engineering. To bend them, stamping and pressing processes are used.
- Alloys A5, AD. Metals are used in the food industry.
Any of the produced aluminum grades is manufactured in accordance with GOST.
Aluminum grades
Advantages of industrial sheet bending
Bending galvanized stainless steel sheet
, bending non-ferrous sheet metal is the most important and widespread type of processing. Knowledge of the technology and the ability to customize equipment allow us to perform bending in the extreme mode - at the minimum radius for each metal and its certain thickness.
Bending on professional equipment guarantees the highest quality and preservation of galvanization and other coatings. All its parameters are preserved during serial production of parts and products bent from sheet metal. The transition from one mode to another is carried out quickly.
The technology of bending metal sheets is associated with bending pipes along a radius - the processes of metal deformation are similar here. However, the complexity of bending pipes is higher, and it increases with increasing diameter. For pipes made of each metal, starting from a certain diameter, bending becomes difficult or even impossible without the formation of defects, so large pipes are not bent.
Before bending (if the workpiece allows, after it), holes can be punched in the metal, the features of which can be found here. This is a much more efficient operation than drilling.
Sheet bending devices
Automated bending of metal sheets is carried out on special equipment - sheet benders, or press brakes. There are pressing machines equipped with a matrix and a punch, rotary machines, in which the main force for bending the sheet is performed by a bending beam, and rotary machines, where the load for deforming the sheets falls on the rolls.
Depending on the equipment used to bend the sheet, the price for this service varies. Presses can be:
- stationary or capable of movement,
- manual or mechanical,
- pneumatic or hydraulic.
Today, automatic presses are more in demand, since automation makes the operation less labor-intensive, and therefore inexpensive. And if you need machine-made sheet bending, without the effort of human hands, the price for such a service will be quite acceptable. Manual presses are usually used for small batches or for one-piece items.
| Bending length, mm | Metal sheet thickness, mm | Cost of one bend, rub. |
| up to 1500 mm | 1,5 | from 12.0 |
| from 1500 mm to 3100 mm | from 27.0 | |
| up to 1500 mm | 2,0 | from 15.0 |
| from 1500 mm to 3100 mm | from 32.0 | |
| up to 1500 mm | 3,0 | from 25.0 |
| from 1500 mm to 3100 mm | from 38.0 | |
| up to 1500 mm | 4,0 | from 29.0 |
| from 1500 mm to 3100 mm | from 43.0 | |
| up to 1500 mm | 5,0 | from 45.0 |
| from 1500 mm to 3100 mm | from 67.0 | |
| up to 1500 mm | 6,0 | from 61.0 |
| from 1500 mm to 3100 mm | from 92.0 | |
| up to 1500 mm | 8,0 | from 79.0 |
| from 1500 mm to 3100 mm | from 119.0 |