Definition of thin wall pipe
As mentioned earlier, thin-walled metal pipes include products whose wall thickness meets the following requirements:
- reaches a value of no more than 1.5 mm;
- the coefficient, determined by dividing the outer diameter of the pipe by the wall thickness, ranges from 12.5 to 40.
All other products, regardless of the subjective assessment of wall thickness, cannot be called thin-walled.
Areas of product use
The use of thin-walled pipes - black, from any other type of steel or metal - although limited due to the lower mechanical stability of the product, is nevertheless widespread in many areas of industry.
Areas of application of products:
- hydraulic or pneumatic drive units for automotive, aviation and shipping products;
- construction of residential buildings and industrial buildings;
- servicing residents, arrangement of communication systems;
- production of furniture and other household items;
- energy enterprises that have working boilers;
- in everyday life, for example, for electrical wiring.
Production of thin-walled pipes
The above-mentioned products can be classified according to several criteria, in particular, according to the method of manufacturing the products.
According to this principle, thin-walled pipes are divided into:
- Seamless cold-formed products.
- Seamless hot-formed products.
- Electric welded pipes.
Each of these types of production is characterized by the production of products with different features, on which the mechanical strength of the finished pipes and, accordingly, the possibility of their use in a particular industry or household directly depend.
Aluminum thin-walled products
The dimensions of thin-walled aluminum pipes according to GOST allow a metal thickness of up to five millimeters. Aluminum, as a material, has excellent quality characteristics: it is resistant to temperature changes, has good strength, is resistant to corrosion, and has good thermal conductivity. Products made from this metal are used in a wide variety of areas: used in ventilation systems, when connecting gas equipment, used in the creation of roofing, sewerage, and water supply systems.
Aluminum systems can be round, rectangular or square in cross-section type. Products of these types are classified as standard, but the profile pipe made of aluminum has an arbitrary cross-section, so most often this type of design is produced to order.
Also, aluminum thin-walled pipes differ in the processing method. They can be hot-pressed, cold-worked, hardened and other types. Each type has its own marking.
Aluminum pipes are made in three ways - by deformation, pressing or welding.
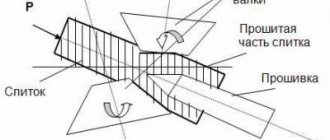
Seamless hot-formed pipe production process
These products on the territory of the Russian Federation must meet the requirements of GOST 8732-78. Of course, you can purchase not only products made in accordance with GOST, but also foreign ones, which are subject to the standards of the manufacturing country.
Product production algorithm:
- The pre-fabricated rod (cylinder-shaped blank) is fed into the furnace. There it is heated to a temperature at which recrystallization of the alloy or metal begins.
- Next, the workpiece is moved to a piercing press, where it is shaped into a hollow cylinder - the so-called sleeve.
- The resulting workpiece is gradually passed through a series of rollers (rollers). During the process, the liner acquires uniform thickness of the material and the diameter required by the assortment. When rolling, there must be a mandrel inside the sleeve.
- After the calibration process is completed, the finished product is cut into pieces of the required length, after which they are packaged and sent to the warehouse.
All about thin-walled pipes: characteristics and application
Modern industrial enterprises produce pipes of various types and shapes. The main gradation of products is based on wall thickness - there is a distinction between thick-walled products and thin-walled products.
Let's talk about the latest type of pipe products in more detail: find out the thickness and diameter of thin-walled pipes according to GOSTs, characteristics, consider the existing varieties, areas of application, advantages and disadvantages.
What products are called thin-walled
A pipe is considered thin-walled with a certain balance of wall thickness and product diameter—an indicator from twelve and a half to forty units is allowed.
This class of products also includes systems with a diameter of 20 millimeters or less, but the thickness of their walls should not exceed one and a half millimeters.
The specified parametric values are regulated by GOST.
Thin-walled products and their main characteristics.
Pipe products with a thin wall, made from profiles, are most often used in the field of construction.
With the help of these systems, all kinds of fences, stopping pavilions, fence structures, and billboard structures for advertising are erected.
It is believed that electric-welded products are ideal for use in structures with low weight. Thin-wall profile systems have the following quality characteristics:
- tolerate temperature changes well, resistant to low temperatures;
- withstand mechanical damage and do not lose useful qualities when aggressive substances come into contact with the surface.
The same steel product is actively used in the automotive and furniture industries, in the production of forged products.
Profile steel systems are classified according to the cross-sectional configuration, length, and thickness of the steel sheet from which the product is made. Products may also differ in production methods. They can be seamless or welded profile (square or rectangular). Products are also graded according to the type of deformation.
Profile thin-walled systems include square, rectangular, flat-oval and oval pipes. For any type of the listed there is its own GOST.
Metal products also differ in the material they are made of: aluminum, duralumin, and stainless steel pipes are in greatest demand among consumers. Each type is worth talking about in detail.
Aluminum thin-walled products
The dimensions of thin-walled aluminum pipes according to GOST allow a metal thickness of up to five millimeters.
Aluminum, as a material, has excellent quality characteristics: it is resistant to temperature changes, has good strength, is resistant to corrosion, and has good thermal conductivity.
Products made from this metal are used in a wide variety of areas: used in ventilation systems, when connecting gas equipment, used in the creation of roofing, sewerage, and water supply systems.
Aluminum systems can be round, rectangular or square in cross-section type. Products of these types are classified as standard, but the profile pipe made of aluminum has an arbitrary cross-section, so most often this type of design is produced to order.
Also, aluminum thin-walled pipes differ in the processing method. They can be hot-pressed, cold-worked, hardened and other types. Each type has its own marking.
Aluminum pipes are made in three ways - by deformation, pressing or welding.
Aluminum thin-walled pipe systems
Dural is not pure metal, but an alloy of aluminum with manganese, magnesium and copper. Aluminum pipes are considered the most durable type of thin-walled pipes. Products made from this alloy are not deformed, do not corrode, are easily bent and their installation is simple and easy.
However, the duralumin product also has significant disadvantages, including the high price and the inability to connect pipes of this type directly with analogues made of cast iron or ordinary steel.
Thin-walled stainless steel pipe products
It should be noted right away that stainless steel is not a cheap material, it is quite difficult to work with it, and therefore stainless steel pipe products are most often used in quite specific areas.
For example, they are actively used in the furniture industry; frames, cornices, and fences are made from stainless steel.
In these areas, electric welding systems are most often used because they are affordable and their strength characteristics are impeccable.
Electric-welded pipes with a thin wall made of stainless steel have also found their application in aircraft construction. But in the chemical industry, preference is given to a seamless type product.
Features of working with thin-wall pipes: product bending
Sometimes, to give the desired shape, you need to bend a thin-walled tube in a certain way. Bending of thin-walled pipes is mainly carried out with a special tool - a pipe bender, which comes in different types:
- Crossbow pipe bender. This tool is used when you need to bend a product of a specific diameter;
- Spring device. Ideal for round pipes - the product bends without damage or deformation;
- Segmental pipe bender. The use of this type of tool is justified when working with small diameter pipes.
Also suitable for products with a small radius is a mandrel pipe bender, which can be easily used at home. To bend systems with a thin wall, you can use other tools: a Valov machine, a special machine or a bending spring.
Specifics of welding pipes with a thin wall
Welding thin-walled pipes is not an easy task; it is advisable not to carry out the welding work yourself, but to invite a specialist to carry it out, since the joint seams on thin-walled pipes must strictly comply with building codes and GOSTs. If the diameter of the product is over forty millimeters, welding work is carried out in two stages.
Welding of products with a thin wall can be carried out with gas or using an electric arc. With a high-quality connection of the system, the strength of the seam will not be inferior to the strength of the pipe system itself.
Source: https://TrubyGid.ru/tonkostennye-truby-harakteristiki
Production of thin-walled pipes
The above-mentioned products can be classified according to several criteria, in particular, according to the method of manufacturing the products.
According to this principle, thin-walled pipes are divided into:
- Seamless cold-formed products.
- Seamless hot-formed products.
- Electric welded pipes.
Each of these types of production is characterized by the production of products with different features, on which the mechanical strength of the finished pipes and, accordingly, the possibility of their use in a particular industry or household directly depend.
Seamless hot-formed pipe production process
These products on the territory of the Russian Federation must meet the requirements of GOST 8732-78. Of course, you can purchase not only products made in accordance with GOST, but also foreign ones, which are subject to the standards of the manufacturing country.
Product production algorithm:
- The pre-fabricated rod (cylinder-shaped blank) is fed into the furnace. There it is heated to a temperature at which recrystallization of the alloy or metal begins.
- Next, the workpiece is moved to a piercing press, where it is shaped into a hollow cylinder - the so-called sleeve.
- The resulting workpiece is gradually passed through a series of rollers (rollers). During the process, the liner acquires uniform thickness of the material and the diameter required by the assortment. When rolling, there must be a mandrel inside the sleeve.
- After the calibration process is completed, the finished product is cut into pieces of the required length, after which they are packaged and sent to the warehouse.
Seamless cold-formed pipe production process
These products must comply with the requirements of GOST 8734-75.
In general, the manufacturing process of such pipes is identical to that described above, however, two important technological features are provided:
- The sleeve obtained by piercing is pre-cooled before passing through the rollers, after which, at a reduced temperature, it is fed to the rollers. As a result of this requirement, stresses are generated in the metal.
- To relieve stress, additional heat treatment of the metal is performed at the end of all stages of the process. As a result of this, the steel again becomes sufficiently ductile and tough. After completion of the heat treatment, another calibration is carried out on the rollers.
Electric welded pipe production process
The manufacturing process of thin-walled electric-welded pipes is regulated by GOST 10704-91.
Production stages:
- A sheet of the required dimensions is unwound from rolled steel, then cut into narrow strips.
- The resulting products are welded into one continuous strip, which is then fed to an automatic welding machine.
- Further welding can be carried out in two main ways: when exposed to high frequency induction currents (HF technology) or with an electric arc in inert environments (TIG method).
- After completion of welding and cooling of the workpiece, flaw detection (detection of defects) is carried out, in which special attention is paid to checking the quality of the weld.
- At the end of the inspection, the product passes through a series of rollers, is inspected again and cut into pieces of the required length.
Source: https://trubaspec.com/vidy-trub/vidy-kruglykh-tonkostennykh-trub-kharakteristiki-sposoby-proizvodstva-i-ispolzovaniya.html
Seamless cold-formed pipe production process
These products must comply with the requirements of GOST 8734-75.
In general, the manufacturing process of such pipes is identical to that described above, however, two important technological features are provided:
- The sleeve obtained by piercing is pre-cooled before passing through the rollers, after which, at a reduced temperature, it is fed to the rollers. As a result of this requirement, stresses are generated in the metal.
- To relieve stress, additional heat treatment of the metal is performed at the end of all stages of the process. As a result of this, the steel again becomes sufficiently ductile and tough. After completion of the heat treatment, another calibration is carried out on the rollers.
Electric welded pipe production process
The manufacturing process of thin-walled electric-welded pipes is regulated by GOST 10704-91.
Production stages:
- A sheet of the required dimensions is unwound from rolled steel, then cut into narrow strips.
- The resulting products are welded into one continuous strip, which is then fed to an automatic welding machine.
- Further welding can be carried out in two main ways: when exposed to high frequency induction currents (HF technology) or with an electric arc in inert environments (TIG method).
- After completion of welding and cooling of the workpiece, flaw detection (detection of defects) is carried out, in which special attention is paid to checking the quality of the weld.
- At the end of the inspection, the product passes through a series of rollers, is inspected again and cut into pieces of the required length.
It should be noted that if you choose between welded thin-walled pipes, preference should be given to TIG technology. If you need more durable products, you should opt for seamless products.
Dimensions of electric welded pipes according to GOST 10704-91
Straight-seam electric welded pipes come in the following outer diameters (in millimeters): 10; 12; 13; 14; 16; 17; 17.5; 18; 19; 20; 21.3; 22; 24; 25; 26; 28; thirty; 32; 33; 33.7; 36; 38; 40; 42; 43; 45; 48; 51. For diameters up to 57 mm, a VGP pipe of the appropriate size is used. The most popular are straight-seam pipes in accordance with GOST 10704-91 with sizes of 57 mm and above. Their main diameters: 57; 60; 63.5; 76; 89; 102; 108; 114; 127; 133; 140; 146; 159; 168; 178; 193; 219; 245; 273; 325; 377; 426; 530.
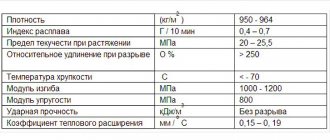
Characteristics of thin-walled pipes
The main dimensions of thin-walled metal pipes are diameter and wall thickness. In addition, GOST standards provide for the relationship between the cross-section of the product, wall thickness and weight per linear meter.
For example, with an outer diameter of 35 mm for seamless cold-deformed pipes, a mass per 1 m is provided: for a wall thickness of 1.5 mm - 1.24 kg, 1.4 mm - 1.16 kg, 1.0 mm - 0.838 kg, etc. .d.
As in all other cases, the diameter of the pipes and the dimensions of the walls should be selected based on the intended purpose of the product, without allowing the required parameters to be significantly exceeded, or even less than the required values.
Steel pipe diameter
The diameter of the steel pipe is determined by:
- — external diameter for electric-welded and seamless pipes;
- — nominal diameter for VGP pipes.
- — Nominal diameter (DN or Dу) — internal diameter of pipes .
- — Conditional bore is a conditional value representing the value of the actual internal diatreme, rounded to the nearest standard range, and serves as a reference point for selecting the dimensions of other parts and equipment. Its value is standardized according to GOST 28338-89. Measured in inches or mm.
- — Internal diameter - the actual value of the parameter obtained by direct measurement, as a rule, indicated in mm;
- - Outer diameter of pipes (Dn or Dn) - the actual diameter of the pipe taking into account the wall thickness, indicated in mm;.
- — Thread diameter (G).
Pipe sizes are indicated in millimeters, but for VGP pipes they are often indicated in inches (“”).
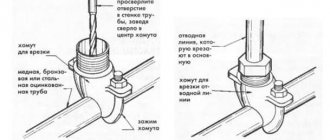
Thin-walled products for electrical wiring
When choosing electrical thin-walled steel pipes, first of all you need to be aware of whether the cross-section of the product will ensure the laying of all the necessary wires and cables without damaging the electrical insulation. For such purposes, electrical corrugated pipes remain popular because they are reliable in operation.
In addition, it is extremely important that the inner surface is as smooth as possible, without any defects (welding seams, burrs, foreign inclusions, etc.), otherwise the threat of damage to the wire insulation and, as a result, short circuit and harm also increases health of residents.