Electrical discharge characteristics
Much depends on how the electrical discharge is applied. Electric spark machining can be characterized by the following points:
- The first stage consisted of electrical breakdown. This causes a spark discharge to occur.
- The next stage is the occurrence of an arc discharge, which has a more serious impact.
The above points determine that many generators are capable of producing a multi-stage discharge. This approach can significantly improve the quality of the results obtained.
The duration and frequency of the pulse is determined by the impact that should be exerted on the surface. The duration of one pulse can be in the range of 0.1 ... 10−7 seconds. Also an important indicator are frequencies in the range from 5 kHz to 0.5 MHz. It should be noted that electrical erosion makes it possible to obtain surface quality with the lowest roughness: the shorter the pulse duration, the lower the indicator. The area of the workpiece determines how much current is used. For example, with an area of 3,600 square millimeters, the current rating is 100 A.
Advantages of the method under consideration
The advantages of the method under consideration include the following points:
The tool used, which acts as an electrode, can have any shape. This point determines that the formation of closed channels can be carried out. Mechanical metal removal has many limitations in terms of what shapes can be produced. The workpiece can be represented by any conductive material. However, we note that materials with high resistance cannot be used. A high resistance value leads to heating of the surface. The process in question is fully automated. This point determines that the likelihood of a human factor leading to marriage is excluded. The accuracy of the resulting dimensions and degree of roughness is very high
It is important to note that it is possible to obtain high accuracy of shape, size, roughness and other indicators.
Electrical discharge machining is a modern production method that is becoming increasingly popular every year. Recently, quite a lot of equipment has been created that can produce the effect of an electric discharge.
Flaws
There are certain disadvantages that determine the impossibility of widespread use of electrical discharge machining. What are the main disadvantages?
- Low performance. To change the shape or size or quality of the surface, a fairly prolonged exposure to an electric discharge is required. Most equipment has the following performance indicator: 10 millimeters in one minute.
- High energy consumption means that the cost of obtaining parts is very high. Electricity is the most expensive source of energy and is used in many industries.
- The complexity of the process determines that only a professional can operate the equipment.
- There are certain requirements for where the equipment is installed. It is worth considering that the technology provides for the supply of current with high current strength and voltage.
In conclusion, we note that electrical discharge machining has recently been used in various industries to change the performance properties of a material. With certain exposure, you can increase the surface's resistance to scratches, fingerprints, and so on.
Types of electrical discharge machines
According to the method of producing an electrical discharge, machines are divided into:
- Spark. They have the lowest power and provide the most accurate cutting. Used for fine processing of parts.
- Pulse. Increased discharge energy reduces accuracy and expands the heat treatment zone. Used when processing large surfaces without precision requirements.
- Electric arc. Provides the highest productivity and workpiece hardening. Used for working with large workpieces. Requires final sanding or polishing.
According to their purpose, machines are divided into several types:
- Stitching and copying-stitching machines. They are used for punching and marking products, making holes, including deep ones. Copying and piercing machines are capable of creating three-dimensional parts - reproducing the projection of a drawing on metal with a submicron level of repeatability. Used in the aerospace, medical and telecommunications industries.
- Wire cutting machines. Work with complex shaped parts made of hard materials. They are capable of performing operations that are inaccessible to milling machines - cutting a small workpiece where it is not possible to place a cutter. They are used in the manufacture of tools for instrument making and the automotive industry. For example, a submersible CNC wire-cutting machine e-Nova 2S produced by our Indian partner Electronica Machine Tools Ltd is designed for performing electrical discharge cutting with a non-profiled electrode (wire) of workpieces up to 350 mm high, weighing up to 1000 kg, and dimensions up to 900x580 mm , while forming a taper of up to ±35º per 50 mm and providing a surface finish of 0.39 µ Ra. The machine can successfully perform both roughing operations and finishing machining of surfaces that require high precision execution, products made of various electrically conductive materials, including hard alloys.
- Electroerosive super drills. In essence, this is an electroerosive drilling machine - instead of the usual equipment in the form of taps and countersinks, a tubular electrode is used to produce deep holes. Allows you to obtain super-thin holes of any depth in super-strong materials.
- High speed sawing machines. A soft steel strip is used as an electrode. They can cut any electrically conductive material, regardless of its hardness and strength, without deforming the workpiece. They are used in aircraft manufacturing, the metallurgical industry, and research laboratories.
Key Benefits of Buying an Erosion Machine from:
- Highly productive and reliable electrical discharge machines from a leading manufacturer on the global market.
- Fast delivery of equipment, availability of machines in stock.
- The price of the machine includes: delivery to the buyer’s door, installation supervision and two-stage training.
- Best service - all engineers are certified by the manufacturer.
- User support on technical and technological issues.
- An integrated approach to sales with the development of technology and equipment.
- Availability of all major spare parts in our warehouse.
- Availability of high-quality consumables in stock.
- Possibility to use the services of a leasing company and Trade-in.;
Purpose of electroerosive machines
Electroerosive machines are used to cut various workpieces of various shapes and sizes. Processing occurs either at a right angle or at an angle from 1 to 30 degrees. The angle at which workpieces are processed depends primarily on the configuration of the machine. The beginning of the cut can occur from the edge of the workpiece, as well as from the inside through a hole that is pre-drilled. Electroerosive machines are designed to produce parts with an accuracy of up to 0.015 millimeters.
The main purpose of electroerosive machines is considered to be the replacement of stamping. Machines of this type can cut several workpieces at once, thanks to the possibility of batch processing. In this case, subsequent milling of the part is not required, since during processing there is no surface deformation of the workpiece being processed.
The machine also allows you to produce various matrices and templates. One of its big advantages is that it can be easily and quickly reconfigured. In principle, the entire reconfiguration of an electroerosive machine consists of performing several operations: first you need to download the required drawing from AUTOCAD, then perform several actions on the computer, then set up the generator and after that you can begin processing the next workpiece. Experienced operators spend an average of only 15 minutes setting up the device.
Preface by the author
This article was written solely to describe the electrical discharge method of metal processing. A description of the design as a whole and any of its parts cannot be a guide to creating an electrical discharge machine. The electrical circuit and devices of the machine violate all electrical safety rules and pose a real threat to your life, electrical network and equipment. The author does not bear any responsibility for damage caused to your health and property if you try to implement the design described here. No part of this article may be printed or transmitted to anyone without this warning. The author made this machine for one specific task with limited time and parts. After solving this problem, the machine was disassembled, since it is absolutely unsafe.
CNC EDM machines
History of development
Pioneers pave new paths, build bridges, clear obstacles and believe in themselves. This is how Swiss mechanical engineer GF AgieCharmilles answered a question about innovation. A company that can look back with pride on a long series of technical explorations and achievements and continue its journey into the future.
50s. Ignition. Start
Production of Eleroda D1
In 1952, convinced of the prospect of industrial use, a team of enthusiastic engineers from the Ateliers des Charmilles began developing an electrical discharge machine. In 1954, the Geneva company presented the Eleroda D1 broaching machine to a surprised audience at the EMO exhibition in Milan.
In the same year, Agie (Joint Stock Company for Industrial Electronics) was founded in Basel to develop and assemble EDM machines in a laboratory in Muralto in the canton of Ticino. The company soon introduced a piercing EDM machine with a Z-axis pneumatic servo drive.
Using new technical solutions in development, Charmilles released its first all-transistor electrical pulse generator (ELP) in 1959.
This is how the success story began
The firmware gets a sibling in the 60s.
Agiecut DEM 15
An important event in the 60s was the appearance of the Isopulse generator. This is the first step towards reducing electrode wear and thus reducing production costs. Absolutely the first in the world in this decade was a CNC wire-cutting EDM machine.
In 1969, AGIE introduced the Agiecut DEM 15 to the market. The initial axis travel was 150x150 mm; at this stage, no one imagined that anyone would want to process large parts on such a machine[6].
Although AGIE had accumulated sufficient experience in the development of the generator by that time, the control system was a significant problem for it. AGIE had neither experience nor developers in this area.
Numerical control was in its infancy and there were no ready-made solutions that could be used. The NC block was developed with the support of the Technical University of Hannover (Germany). The team of Herbert Russbült and Volker Suhr succeeded in creating a controller that laid the foundation for the programmable control of wire cutting machines.
The first operator was Gottlieb Wettstein, a service engineer invited to conduct the first tests.
The introduction of the CNC wire cutter to the market was a revolution, forcing other manufacturers to rethink how to use EDM machines. AGIE's lead was so significant that it took years for competitors to release a CNC wire cutting machine.
Together, copy-piercing and wire-cutting erosion machines began their triumphant advance into production shops.
Constant improvements characterize the 70s
AgieCUT corner machining without wire bending
In 1973, second generation generators allowed Agie and Charmilles to add 3D to wire cut machining.
It became possible to obtain not only cylindrical but also conical shapes, and this is thanks to coaxial washing, which followed the direction and inclination of the wire, thus ensuring optimal material removal.
Angular processing occurred due to tilting the head. The wire did not bend on the guides and rigid wire could be used over an angle range of ±30°.
Coaxial flushing allowed the wire to be threaded into inclined starting holes. This design required filigree execution. It's time to remember the quality of Swiss mechanics.
Piercing electroerosion also had a world premiere in 1974 - planetary-circular movements that formed sharp internal edges and undercuts.
Improvements that were revolutionary at the time are now found on every EDM machine.
Progress doesn't stop in the 80s
Almost standard nowadays, used by most manufacturers, the thermal wire trimming method was introduced by Charmilles in 1985.
Copper prices were rising, so it was only a matter of time until a different electrode material was used for broaching machines. The solution was found in 1987 through the creation of new technologies that made it possible to use graphite electrodes. At the same time, productivity has increased and surface quality has improved.
The installation of automatic electrode changers on piercing machines paved the way for automation in the 1980s.
In 1983, Charmilles became part of the Georg Fischer (GF) industrial group. In 1989, GF acquired a majority stake in AGIE and the two companies formed the GF AgieCharmilles Group (GFAC) within the GF Machining Solutions industrial group, a world leader in the manufacture of electrical discharge machines.
The 90s are all about productivity
In 1993, artificial intelligence with fuzzy logic came to control the erosion process of piercing machines. The system applied flexible rules and thus optimized processing modes.
Charmilles introduces the world's first industrial EDM machining center, the QCR. Automatic loading and unloading of workpieces and electrodes dramatically increases the productivity of the machine.
The new millennium begins with many new products
In 2001, new top models were released. The Charmilles Robofil 2050 TW and 6050 TW wire cutting machines are equipped with a double wire path, which allows automatic processing of two types of wire in one program. Agie has introduced similar technology in its Vertex machines.
In 2003, the Progress wire cutting machine sets a world productivity record of 500 mm2/min.
The new models of FORM 2000 and Hyperspark copying and piercing machines are equipped with iQ technologies that virtually eliminate electrode wear.
Pioneering achievements continue to this day
The new orbital machining strategy of broaching machines achieves surface roughness as low as 26 nanometers (Ra 0.026 µm).
Back in 2010, AgieCharmilles demonstrated its Integrated Vision Unit (IVU), an optical measurement module built into a wire cutting machine that measures parts directly on the machine. He can not only measure the processed profile and compare it with the model, but also make changes to the control program to obtain better results.
The pioneering achievements that permeate the entire history of GF Agie-Charmilles are more in keeping with the motto.
Physical and chemical basis of electrical erosion
Electrical discharge machining (EDM) is a technology that destroys the surface of metal products using electrical discharges. The phenomenon of electrical erosion is based on the destruction of electrodes under the influence of electric current passed through the electrodes. The technology was invented by Soviet engineers and scientists B. Lazarenko and N. Lazarenko in 1943.
Electroerosion technology allows you to change the size and shape of metal parts - it can be used to create holes, for grinding, for processing shaped cavities, for creating recesses, and so on. The technology is very accurate and reliable, which allows it to be used for high-precision metal processing.
At the physical level, EEE looks like this:
- For electrical erosion, machines are used that have approximately the same design. Their main element is the processing tool-electrode, which acts as a cutter. The second important element is the workpiece itself. The third element is a direct current source to which the electrode and the workpiece are connected.
- To avoid overheating of parts, processing is performed in a liquid environment. The liquids are dielectrics that conduct current poorly (kerosene, mineral oil). For ease of operation, the machine can be equipped with additional parts (rheostats, capacitors, etc.). Most modern machines are also equipped with an electronic control panel.
- The installation can operate in two modes - electric spark and electric pulse. In the case of the electric spark mode, the current is supplied in such a way that the electrode acts as a minus cathode, and the part itself acts as a plus anode. During operation, the electrode generates an electric arc, which ionizes the surface of the metal workpiece. The ions have a very high temperature, which causes the metal to melt and form a small crater. To avoid melting the cathode electrode, electricity is supplied in short pulses. The duration of electricity supply to generate 1 pulse is 0.001 seconds. During electric spark machining, a small amount of metal is cut off, so this technology is used for final processing of the workpiece.
- In the case of electric pulse operation, the electrical polarity changes. A positive current is supplied to the electrode, and a negative current is supplied to the part. This also results in the formation of ionized plasma, which burns through the metal to form a crater. However, due to the characteristics of the crystal lattice of metals, a more powerful flow of ions is generated, therefore the electric pulse mode is 10-11 times more powerful than the electric spark mode. To protect the electrode from melting, current is supplied in small portions, where the duration of 1 pulse is 0.001 seconds. Due to its increased power, the electric pulse mode is used for roughing, as well as for cutting heavy-duty metal alloys.
Metal particles that are cut off by the ion flow fall into the dielectric liquid. They do not dissolve, but are present in the dielectric in the form of a fine suspension. At first the particles have a very high temperature, but upon contact with liquid they quickly cool down, reaching ambient temperature. After carrying out the work, it is not recommended to use the “solution” for its intended purpose, since the metal suspension can deteriorate the technical properties of the device in use.
Necessary equipment
The electroerosive special processing method is applied to all metal alloys due to their electrical conductivity. Under the influence of an electric discharge, many types of work are performed:
- electrical discharge cutting;
- drilling;
- grinding;
- engraving;
- doping;
- creation of template parts with high precision;
- restoration of shape;
- adding a surface layer.
Modern equipment uses short-term and long-term impulses. Only direct current is required for power supply. Voltage and current are adjusted depending on the characteristics of the metal. There are mainly two types of devices common in industry:
- wire electroerosive machine;
- electroerosive piercing machine.
A wire cutting machine is used for processing metal parts with a large thickness. Stitching machines are necessary to create many elements with identical parameters.
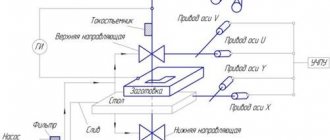
Wire cutting machine
Diagram of a wire cutting machine
An industrial wire-cutting machine processes workpieces using electrically conductive wire without its direct contact with the surface being processed. The wire is made of refractory metals - tungsten or molybdenum, with a diameter of 0.01–0.02 cm.
The element being processed acts as an anode, and the wire acts as a cathode. The wire rod moves simultaneously towards the workpiece and vertically. As the cathode moves, an electric discharge is created, which cuts the metal along the required contour. And the wire machine performs the function of a milling cutter. But mechanical processing does not allow preparing a workpiece with high surface quality.
Metal processing accuracy ranges from 12 to 110 microns.
Types of work performed on this equipment:
- creating ultra-small angles;
- production of radius cuts with micro-sizes;
- performing precise parallel cuts;
- formation of high-precision edges.
Electroerosive piercing machine
An electroerosive piercing machine acts on the workpiece with a thin wire electrode using a contact method. The cross section of the electrode determines the shape of the cutout in the part. Piercing machines are used to process several types of alloys:
Electroerosive piercing machine
- high-strength alloys for making tools;
- titanium;
- hardened steel;
- stainless steel.
On piercing machines it is possible to process any electrically conductive surfaces to make high-precision holes, recesses of very small diameters with great depth, and recesses with complex shapes.
Electrical discharge machine, which electrical erosion machine should I buy?
12/24/2019 admin 0 Comments
If you are thinking about buying an EDM, then most likely you have already identified the tasks that it will solve. There are three main types of EDM machines .
A wire-cut electrical discharge machine is worth buying for contour processing of parts using a wire electrode. Can carry out both external and internal processing of parts. It is used for the manufacture of dies, punches, dies, gears, gears, splines, splined couplings, templates, collets, dies and other parts with complex processing contours. Some models of EDM machines have the ability to taper, in which the wire can be inclined up to 45 degrees in each direction.
copy-piercing electroerosive machine mainly in tool production. The tool is a graphite or brass electrode installed in the machine spindle. The spindle supplies the electrode to the workpiece and the electrode burns through the metal. Ultimately, the processed cavity of the workpiece mirrors the shape of the electrode. Widely used for the production of molds. Additional application: burning blind holes of complex shapes, such as hexagons.
Superdrill - drilling electroerosive machine . The tools are special brass or copper tubes with a channel for coolant supply. The electrode rotates, supplies coolant and, with electric shocks, punches a hole up to 300 mm thick. Restriction on electrode diameters from 0.5 to 3 mm. It is used for making entry holes for wire-cutting machines, holes for oil channels, filters, and locking holes in hardware.
Let's take a closer look at buying a wire-cut electrical erosion machine , which can be used for the widest application of all erosion machines. The wire-cutting machine, in turn, is divided into two main classes.
The traditional (classical) type of machine is a machine on brass wire with the part immersed in a bath of dielectric. Well-known manufacturers in Switzerland, Japan, and Taiwan produce machines of this type. As a rule, machines have high accuracy, about 5 microns, allow obtaining good roughness and are used for the production of tools, stamping equipment and other high-precision parts. The cost of the machines themselves starts from $80,000, and the cost of consumables from $1,500 (for a month of operation of the machine in one shift). Such machines are popular in enterprises that can afford to choose equipment without regard to price.
Another type of electrical discharge machines is machines using reusable molybdenum wire. Distinctive features of the design of such a wire-cutting machine are the absence of a dielectric bath (coolant is supplied as a jet), and reusable wire. We have already written on our website about reusable wire and its advantages, here we will only say that the price of an electroerosive machine using molybdenum wire is an order of magnitude cheaper than traditional machines and starts at $14,000, and the cost of consumables is $100-150 (for a month of work machine in one shift). At the same time, the accuracy of the machine, depending on the drive used, ranges from 5 to 15 microns. Due to the low price of the machine and low costs for consumables, the machine can be used not only in tool production, but also for the production of gears, splines, milling replacement, and complex contour processing of metal with high precision.
Machines using molybdenum wire are presented only by Chinese manufacturers. Chinese manufacturing has its own traditions, which make it possible to produce machines of varying quality, from very accurate and high-quality to completely unsuitable for work. To avoid problems when purchasing an electroerosive wire-cutting machine, we recommend contacting Russian companies that have experience in supplying such equipment, and best of all, those that specifically specialize in electroerosion. The supplier must have the availability of machines, spare parts, and its own service department, which carries out the launch and subsequent warranty service of the machines. We recommend visiting the supplier to familiarize yourself with its competencies and capabilities. Pay attention to the terms of the contract, where the supplier’s responsibility ends and how delivery and warranty service are carried out. Otherwise, you risk purchasing a low-quality machine that does not meet the stated characteristics, and being left without commissioning and warranty service.
Commercial Director of the company Dominic
Shaldin S.Yu.
Share:
Chapter:
- Blog
Machine feed drives
Only recently has the production of electric spark machines begun, namely with completely new linear motors. In this release, work was done and corrected on speed control and acceleration, uniform movement, reverse, ease of maintenance, etc.
The linear motor in this release of machine tools has a motor containing only a few elements: an electromagnetic stator and a flat rotor, which contain only a gap of air between them. There is also another important element and this is an optical measuring ruler with high resolution (0.1 microns). Without this measuring device, the control system will not be able to recognize the coordinates.
But we will also take a closer look at the stator and rotor. Both are designed as flat, easily removable blocks. But the stator is attached to the frame or column of the machine, and the rotor is attached to the working element.
The design of the rotor is completely simple. It consists of rectangular strong permanent magnets. And the magnets are on a thin plate made of special high-strength ceramics, the coefficient of thermal expansion of which is half that of granite.
Many problems of the linear drive were solved, as they began to use ceramics simultaneously with the cooling system. Accordingly, problems with temperature factors, structural rigidity, the presence of strong magnetic fields, etc. “went away.”
Ultra Precision Wire Cutting Machines
CNC electroerosive machines from the Swiss company AgieCharmilles are designed for the automatic production of precision parts in the instrument-making, watchmaking, and medical industries. This involves the operation of a wire-cutting machine as part of robotic lines 24/7 and everything necessary for this is provided in the design of the machines. The design of these wire-cut EDM machines, in addition to the technical solutions implemented in Progress VP, is based on a number of unique features: The IWC module adds a second wire path and an automatic changer. You can choose to use different types of wire in one processing program, or two 25 kg spools will allow the machine to operate autonomously for more than 170 hours. The scope of application imposes additional requirements on the accuracy of the processed parts. The integrated optical measuring system IVU is responsible for the result of 1 µm. In addition to controlling dimensions and binding cycles, she is given the right to make changes to the control program so that the profile of the resulting parts is as close as possible to the specified one. Electroerosive wire cutting machines AgieCharmilles OilTEch series use not traditional water as a working medium, but a hydrocarbon dielectric, as in piercing machines. This decision is dictated by the area of application for which they are designed. The use of hydrocarbons provides both undeniable advantages and imposes certain restrictions on wire-cut technologies. There are three main groups of tasks in which machines of this type are unrivaled:
- processing of highly corrosive materials;
- the surface roughness requirement is higher than Ra 0.05 µm;
- production of carbide tools;
If everything is more or less clear with the first two points, then the last point requires decoding. Manufacturers of wire-cutting EDM machines are silent about the fact that when processing a hard alloy in an aqueous dielectric, the cobalt binder is washed out. Progress in this area is significant, but the durability of a carbide tool processed on a traditional wire-cut machine is lower than the durability of the same tool processed, for example, by grinding. The use of a hydrocarbon (oil) dielectric solves this problem and the durability of a tool processed on a wire-cutting machine is not inferior to a tool produced using other technologies. In this case, the surface roughness reaches Ra 0.3 µm.
| Features and Specifications | Workpiece dimensions (L x D x H) | Stroke dimensions X, Y, Z | Price in rubles: on request | Availability of equipment |
| CUT 1000 | 300 x 200 x 80 mm | 220 x 160 x 100 mm | Buy a machine | To order |
| CUT 1000 OilTech | 300 x 200 x 80 mm | 220 x 160 x 100 mm | Buy a machine | To order |
| CUT 2000 | 750 x 550 x 250 mm | 350 x 250 x 256 mm | Buy a machine | To order |
| CUT 2000 OilTech | 750 x 550 x 250 mm | 350 x 250 x 256 mm | Buy a machine | To order |
| CUT 3000 | 1050 x 650 x 250 mm | 500 x 350 x 256 mm | Buy a machine | To order |
| On video: AgieCharmilles CUT 2000 X, CUT 3000 X |
High-performance wire cutting machines
Electrical discharge machines CUT P from AgieCharmilles were announced in April 2021. This flagship series has no equal on the market in its capabilities and number of unique technical solutions. The combination of the IPG-DPS digital generator with the Quadrax mechanical design, together with additional automation modules, has once again raised the bar for wire EDM machines to new heights. This series includes four models with strokes along the X-axis from 350 mm to 1250 mm, while the weight of the workpiece is practically unlimited. Quadrax designs are capable of angular machining up to 45˚ over the entire height of the workpiece. No other line of wire-cutting machines in the world has such capabilities. The use of a new version of the IPG-DPS generator made it possible to increase the processing speed by 15-20%, while the accuracy of manufacturing small contour elements increased significantly. The surface roughness has also improved. The thermal stabilization system, which maintains the temperature of the dielectric, the machine bed and all axes within a given range, guarantees high precision characteristics even when working in non-temperature-controlled rooms. The OMS optical measuring system facilitates workpiece alignment, finding the center of starting holes and controls the dimensions of finished parts - this makes the operator’s work easier and saves working time. A similar function is performed by the Renishaw probe, which is integrated into the design of the wire cutting machine. Its use is especially important in combination with a pallet changer - in automatic mode it will control the position of the workpiece, including the inclination of the upper surface, and make the necessary corrections to the program. Also, AWS and AMS modules are aimed at increasing the efficiency of the wire-cutting EDM machine in offline mode. Which fix and automatically remove falling parts of the workpiece. When looking at the Progress VP wire-cutting EDM machine, the words about “incorruptible classics” come to mind - outwardly, these wire-cutting machines remain unchanged for 20 years. This impression is deceptive - the element base of the generator has changed several times, new modules have appeared, and the control system has been completely rewritten. The level of technical solutions used in the design of the machines commands respect. A commensurate level of thermal stability, which Progress VP demonstrates during operation, is achieved by modern EDM machines through additional radiators, cooling circuits and tracking sensors. Here everything is decided due to the cabinet-type design and carefully thought-out placement of heat-generating elements. A whole bunch of unique possibilities are provided by the use of patented prismatic wire guides:
- service life - 100 thousand hours
- ability to work with wire diameters ranging from 0.05 mm to 0.33 mm
- use of wire of different diameters and/or types in one program.
A wire cutter and a 25 kg reel as standard, together with the LOTO and AVTORESTART generator modules, are capable of ensuring autonomous operation of the machine for 85 hours.
| Features and Specifications | Workpiece dimensions (L x D x H) | Stroke dimensions X, Y, Z | Price in rubles: on request | Availability of equipment |
| AC Progress VP2 | 750 x 550 x 250 mm | 350 x 250 x 256 mm | Buy a machine | To order |
| AC Progress VP3 | 1050 x 650 x 420 mm | 500 x 350 x 426 mm | Buy a machine | To order |
| AC Progress VP4 | 1300 x 1000 x 510 mm | 800 x 550 x 525 mm | Buy a machine | To order |
| CUT P 350 | 1000 x 550 x 220 mm | 350 x 220 x 220 mm | Buy a machine | To order |
| CUT P 550 | 1200 x 700 x 400 mm | 550 x 350 x 400 mm | Buy a machine | To order |
| CUT P 800 | 1300 x 1000 x 510 mm | 800 x 550 x 510 mm | Buy a machine | To order |
| CUT 200 Dedicated | Ø150…Ø500 mm | 350 x 220 x 220 mm | Buy a machine | To order |
Development of a horizontal electrical discharge machine
The installation diagram includes the main components and parts:
- 1 – electrode;
- 2 – screw for fixing the electrode in the guide sleeve;
- 3 – terminal for fixing the positive wire from the voltage converter;
- 4 – guide sleeve;
- 5 – fluoroplastic body;
- 6 – hole for lubricant supply;
- 7 – bed.
The unit is small in size and can be placed on a table. In the housing 5, the guide sleeve 4 can move in both directions. To drive it you need a special mechanism or device.
Electrode 1 is attached to sleeve 4, the positive wire is also connected using terminal 3. All that remains is to assemble the proposed circuit into a real installation at home. It uses the simplest equipment.
§2 Electrical erosion
The principle of electrical discharge machining of metals is based on the evaporation of metal by a spark discharge. If you have seen a short circuit of a capacitor on a metal plate, then remember that a hole remains at the discharge site. The metal in this place evaporates from the high temperature of the spark discharge. Electrical discharge machines have been used in industry for processing high-strength alloys for more than 50 years.
§5 Implementation of the machine
Parts for a spark generator are not in short supply; they can be bought at a specialized store or taken from the nearest trash heap. You will find capacitors in any discarded TV or monitor or in a computer power supply. You will also find a diode bridge there. The voltage indicated on the capacitor must be at least 320 V. The capacitance of the capacitor can be any, the sum of all capacitances of the capacitors must be at least 1000 μF (all capacitors are connected in parallel). The larger the capacity, the more powerful the blow. All this must be assembled in a durable insulating housing. As I already said, for installation you need to use thick copper wires (6..10mm2), which should go from the capacitors to the electrodes. The wires from the capacitors to the diode bridges and to the lamp can be 0.5 mm2. Install the lamp in a porcelain socket and firmly secure it to the stand so that the lamp does not fall and break; it is advisable to install a 2..6 A circuit breaker here. With its help, you can turn on the circuit. For the electrodes you need to make reliable clamps. For the negative wire, a large alligator clip or screw clamp. On the positive wire you need to make a clamp for the copper electrode and a tripod with a guide for the electrode.
Fig.2 Machine structure
- Description:
- electrode;
- electrode clamp screw;
- positive wire clamp screw;
- guide bushing;
- fluoroplastic body;
- oil supply hole;
- tripod;
Body 6 is machined from fluoroplastic. The grounding pin of a 3-phase Euro socket is used as a guide sleeve 4 for electrode 1. It was drilled along the axis to install an electrode into it, and two threaded holes were made to secure the electrode and wire. As the electrode evaporates, it is moved forward by loosening screw 2. The entire structure is mounted on a reliable tripod, which allows you to change the height. A tube with oil is inserted into hole 6. Guide sleeve 4 supplies oil along the electrode like a syringe.
Fig.3 Photo of the machine
To drive the electrode, a domestic starter with a 220V coil was used, the rod of which has a stroke of 10 mm (it determines the maximum depth of the hole). The starter winding is connected in parallel with lamp H1, so while the capacitors are charging (the lamp is on), the starter rod is retracted. After charging the capacitors, the lamp goes out because the current in the system stops flowing and the rod is released. When the rod is released, it touches the part, a spark discharge occurs, lamp H1 lights up and the rod retracts again. The cycle repeats again, with a frequency of approximately 1 Hz. If you need to increase the frequency, then you need to increase the power of lamp H1. A file is used as a detail in the photo.
Fig.4 Photos of a drill with a hole made by this machine.
Models of modern machines
A modern machine for electrical discharge machining of metals consists of the following components:
- electric motors operating independently of each other;
- device for feeding wire into the erosion zone;
- working bath with coolant;
- work table for positioning the workpiece during processing;
- machine control unit.
Manufacturers of machines of this type are both Asian and European countries. Having the same purpose, machines from different manufacturers differ greatly in their functionality and price. If Chinese and South Korean equipment costs much less than European equipment, then the latter is performed by manufacturers at a higher level with a greater degree of automation of work processes.
Russian manufacturers produce precision ARTA equipment for electrical discharge machining of metals.
Scientific and industrial corporation "Delta-Test" is today the leader in Russia in the manufacture of equipment of this type. While manufacturing new machines, the company is also modernizing equipment from earlier production periods.
Sodick
The Sodick company, which produces wire-cut electrical discharge machines, is well known on the modern equipment market.
Read also: How to properly dilute paint for a spray gun
Possessing high technological parameters, the equipment of this company is used for processing refractory metals and single crystals. Using these machines, perforated plates and pipes, working elements of copying machines, dies with profiles of three coordinate dimensions, and metal-ceramic dies are produced. Specialists using such equipment can easily produce cams and their prototypes, electrodes-tools for machines of the copying-broaching group.
Mitsubishi
The Mitsubishi MV1200S wire-cutting machine, at a cost of about 7 million rubles, allows you to perform complex operations on electrical discharge machining of parts of any shape, made of a wide variety of conductive materials.
With intensive use of this machine equipment in modern production, the costs of its purchase pay off in a short time.
Agie EDM equipment is manufactured in Switzerland and successfully competes with other models of this machine group.
With its small overall dimensions, the Agie machine can automatically perform the most complex work on processing carbide products for a wide range of purposes.
As can be seen from the article, there is plenty of equipment for electrical discharge machining of parts on the modern market. It is produced by almost all the leading industrial countries of the world under different brands and at different prices. It is not easy to choose from this offer exactly what our domestic manufacturer needs. However, by weighing your financial capabilities and conducting substantive negotiations with managers of companies represented on Internet sites on this topic, you can draw the right conclusions and then make the purchase itself.
High-precision processing of metal objects is carried out using non-traditional technologies and techniques. These include grinding, cutting, and fastening through electrical erosion. Electroerosive machines appeared quite a long time ago, however, they have gained widespread popularity only in the last 10-20 years.
Universal CNC wire cutting machines
CNC EDM machines CUT E presented in 2021, the first family of AgieCharmilles wire cutting machines based on a new innovative platform. Main innovations:
- digital generator IPG-DPS;
- motor control controllers and industrial computer from BECKHOFF;
- AC HMI 2 control system.
First of all, wire-cutting machines of this series are intended for use in tool production for the manufacture of stamps and molds. These machines have the largest working baths in their class, which expands their functionality. It is worth noting that in comparison with the previous series of wire-cutting EDM machines, the designers managed to reduce the dimensions. The front width of the machines in this series is 200-300 mm less than that of its main competitors. Much attention is paid to improving convenience and safety, as well as ease of use. It is impossible not to mention the legendary electromechanical collision protection, which was first used in the world on Charmilles erosion machines. When hitting an obstacle at a speed of up to 3000 mm/min, it protects machine elements and the workpiece from damage and/or shifting, and also saves: time since it does not require re-binding the workpiece and money for the purchase of new nozzles or wire guides. The control system has also improved. AC HMI 2 has received new functionality while maintaining ease of use, and the vertical screen offers more space for additional information.
| AgieCharmilles CUT E 350 | 940 x 680 x 250 mm | 350 x 250 x 250 mm | Buy a machine | In stock |
| AgieCharmilles CUT E 600 | 1030 x 800 x 350 mm | 600 x 400 x 350 mm | Buy a machine | In stock |
| Wire cutting machine AgieCharmilles CUT E 350 | Wire cutting machine AgieCharmilles CUT E 600 | |
| Workpiece dimensions (LxDxH): 940 x 680 x 250 mm | Workpiece dimensions (LxDxH): 1030 x 800 x 350 mm | |
| Available in stock. Price on request. Buy a machine | Available in stock. Price on request. Buy a machine | |