Plasma cutting and its features
The plasma cutting process is a unique technology for cutting sheet metal, which is applicable for structural, alloy steels, cast iron and non-ferrous metals (copper, aluminum, their alloys). It consists in compressing the plasma arc as it passes through the nozzle.
There are several cutting schemes:
- Plasma arc cutting is a more efficient technology that is used for processing electrically conductive materials. Here, a direct arc is formed when an electric current flows from the electrode to the metal being processed.
Figure 1. Direct arc
- Plasma jet cutting is used for cutting materials that are not electrically conductive. An indirect arc occurs between the cathode and the nozzle - i.e. The workpiece being cut is not included in the electrical circuit.
Figure 2. Indirect arc
Plasma arc cutting is considered one of the most economically effective methods for cutting sheet metal of small and medium thicknesses (up to 50 mm). When working with such material, a CNC plasma machine provides the highest quality and cutting accuracy. However, the error is small even when cutting thicker metal (up to 100 mm or more, depending on the type of equipment).
Plasma gases in the arc are partially dissociated and ionized, and therefore become electrically conductive. The increased energy density and temperature ensure the expansion of the plasma and its movement towards the workpiece at a speed exceeding almost 3 times the speed of sound. The high temperature of the plasma arc (up to 30 thousand K) in combination with high kinetic energy provides an increased cutting speed of metals.
The cutting process begins with the ignition of a pilot arc between the nozzle and the cathode, which causes partial ionization necessary to prepare the space between the plasmatron and the workpiece. It is ignited by supplying increased voltage. When it comes into contact with the material, the power automatically increases and the cutting arc ignites. The thermal energy of the arc melts and partially evaporates the metal. Under the influence of kinetic energy, the molten material is removed from the cutting zone.
Photo 3. Plasma arc cutting process
Features of the cutting process
When using plasma machines, you need to take into account their technical characteristics, the chemical composition of the mixtures used and the dimensions of the products.
If the metal sheets have a small thickness of up to one centimeter, then the temperature of a low-power plasma arc is sufficient. Sheets with greater thickness can be cut and further stabilized into an arc. When the sheet thickness is above ten centimeters, plasma devices that are capable of forming an arc with a more powerful effect will be required.
The type of source is also of great importance. For thin sheets of steel up to six millimeters, a small current is enough. To process sheets that are twice as thick, a high current source will be required.
Design and principle of operation of the equipment
For plasma cutting, a machine is used consisting of the following structural elements:
- Power supply - serves to supply current and voltage to ignite the pilot and cutting arc.
Photo 4. Appearance of the power supply
- Plasma torch is a device that generates plasma. In it, electric current is converted into a plasma arc. Its main structural elements are an electrode (aka cathode) with an insert made of refractory metal, a nozzle and a swirler. Typically, plasma torches are water-cooled. The cathode and nozzle are consumables, the frequency of replacement of which depends on the intensity of work, the type and thickness of the rolled metal being cut.
Photo 5. Appearance of the plasma torch
- Portal system - consists of a portal with longitudinal guides, a mechanism for the transverse movement of the plasma cutter. Movement is ensured by a rack and pinion drive; the portal is also equipped with a dynamic vibration protection system to increase the operational life of the complex and increase the quality of the cut.
Photo 6. Portal design without a desktop
- The coordinate table is a stable basis for laying the processed metal. Depending on the type of equipment, they can have different sizes - the standard width is from 1.5 to 8 m.
Photo 7. Automatic cutting complex with cutting table
- Numerical control system is a computerized system for automatic control of equipment drives. Includes a working console (for entering playback programs and controlling operating modes), an operator console (for visual monitoring of the work process) and a controller (for controlling moving equipment).
Photo 8. Appearance of the CNC system
The main operating parameters of the process are current strength, cutting speed, gap between the cutter nozzle and the workpiece, and the type of gas used. Air is considered the most accessible and simple plasma-forming gas, but it is optimal only for cutting carbon and stainless steels. Also, when using it, slight discoloration and nitriding of the edge is observed, which somewhat complicates subsequent machining due to an increase in hardness.
An equally important parameter is gas pressure. Choosing the optimal value ensures a long service life of the plasma torch consumables and high cut quality. However, when operating at elevated pressure, the service life of the cathode is reduced, and problems are observed at the beginning of the cutting process. Lower values lead to insufficient cooling of the plasma cutter, which can cause double arcing and even destruction of the nozzle.
The controller is responsible for moving the technological equipment of the portal system. But first, you need to load the control program developed by the technologist into the CNC system. The use of numerical control provides the ability to reproduce contours of any complexity.
The development of control programs is carried out for cutting both single workpieces and entire sets of parts of different sizes and shapes. Cutting cards are developed on a PC using special software. Initially, each part is drawn taking into account all allowances, then the blanks are laid out on a virtual sheet of metal of certain dimensions in special software. Thanks to this, rolled metal is used as rationally as possible and the amount of waste is minimized.
The best CNC plasma cutters
CNC plasma models are divided according to different parameters. There are two groups:
- Small mobile models have special wheels for moving around the workshop.
- Stationary devices. Large with a lot of mass.
Plasma equipment is also divided according to the permissible number of metal sheets to be cut due to the products being processed. Some devices are used for cutting sheet material, while others are used for separating pipes.
Some organizations assemble plasma equipment to their own specifications, but many consumers use ready-made devices. The choice of equipment is represented by models of both Russian and foreign manufacture.
PlasmaCut
Equipment from Russian manufacturers, intended for use in medium and small enterprises. The model has a compact surface and a powerful Focut mechanism that controls the cutting height.
PresCut 1530
The model is a portal type device. Thanks to its special design, high precision when cutting metal is ensured. Next to the portal there are the main elements of equipment: a plasma source, channels, and a height control system.
PlasmaBox
It differs from previous models in greater power, which is provided by 4-step engines. The general electronics package for the equipment includes sensors, network cables and a disk with settings for the equipment. The device can be controlled from a rack via a network or USB portal.
IGNIS
The device has different sizes, power of the plasma source and load capacity. It is designed for the use of metal whose thickness is twenty-eight millimeters, is in high demand and is used in the technical equipment of small workshops.
In many models of machine tools used in industry, the plasma torch is cooled forcibly under the influence of liquid, while others are naturally cooled using air.
It is also worth noting that the weak point of such machines is their vulnerability to electromagnetic radiation. This makes CNC models demanding in terms of the method of igniting the electric arc. The safest option is pneumatic ignition, which is designated in the names of devices as PN.
Its distinctive feature is a movable electrode, which moves towards the nozzle at the required moment. Due to the reduced distance, high-frequency pulses are not needed to move the arc.
Advantages of the device
Plasma cutters or CNC plasma machines have the following advantages:
- High quality of cut - due to the use of high-quality plasma torches and the correct choice of plasma-forming gas, a small cut width, minimal angular deviation and clean edges without sagging and scale are ensured.
- Technological flexibility - suitable for straight and shaped cutting of various metals and alloys.
- Increased cutting speed - depending on the metal grade and thickness, it can reach up to 6 m/min.
- The minimal heat-affected zone, the directional effect of the plasma arc, makes it possible to cut blanks from thin sheet metal without thermal deformation.
- The low cost of the process is relevant when working with rolled sheets up to 50 mm thick.
- Short burn time, unlike air-oxygen cutting, which requires long preheating.
Photo 9. Automated cutting of sheet metal
Classification and purpose
Plasma cutters are used to work with electrically conductive materials. The main purpose of plasma cutters is the production of metal parts. In some cases, the equipment is used for CNC plasma cutting of wood and plastic workpieces.
The main differences among plasma machines are in the method of arc ignition and the power with which the cooling system operates.
Depending on the method of application, machine tools are divided into devices that work with:
- protective reducing gases;
- oxidizing gases saturated with oxygen;
- mixtures;
- gas-liquid stabilizers;
- water and magnetic stabilization.
Depending on the type of equipment, plasma machines are:
- inverter;
- transformer.
Inverter equipment includes budget devices designed for plasma cutting of metal with a maximum thickness of 3 centimeters. The equipment is characterized by its low weight and stable arc burning. The efficiency of inverter plasma cutters exceeds that of transformer analogues. But such devices can only be used by private workshops and small enterprises.
Transformer devices are more expensive, but are capable of processing metal workpieces up to 8 centimeters thick. They consume more electricity than inverter devices, but have a reliable signal that is resistant to voltage surges in the network.
Based on the type of contact, machine tools are also divided into two categories:
- contact;
- contactless.
Plasma cutters with contact-type numerical control require contact of the plasma with the metal surface, and are not capable of cutting to a depth of more than 1.8 centimeters. Devices of the second type can process parts with the maximum permissible depth.
A plasma cutter used for domestic purposes requires an electrical network with a voltage of 220 Volts. Industrial analogues require a three-phase power supply with a voltage of 380 Volts. But even household plasma cutters place a large load on the electrical wiring, since the cooling system works together with the plasma cutter. Therefore, before using the device, you must ensure that the electrical wiring is in good condition and can withstand heavy loads. For this purpose, there is special equipment that gives a signal in case of overload.
Plasma cutting techniques
CNC plasma cutting machines can be equipped with various additional functionality and systems. One of the most useful is automatic height control, since the gap between the nozzle and the material being processed affects the bevel of the edges. As the distance increases, the bevel angle also increases, and as the distance decreases, the service life of the electrode and nozzle decreases. Cutting while maintaining a constant height has a positive effect on the quality of edges and the service life of consumables.
The speed of movement of the plasma torch during operation should ensure that the cutting angle of the lower edge from the upper edge is no more than 3-5°.
When developing control programs, the technologist is recommended to adhere to the following requirements to ensure minimal deformations:
- The holes are cut first.
- Cutting blanks starts from one edge, sequentially moving from one part to another in the direction of the opposite edge.
- When developing cards for cutting a set of workpieces, combined cuts are used, in which the cutting line cuts 2 parts at once.
- Long blanks are located closer to the edge of the sheet, from which cutting will begin, and short ones - closer to the middle and the opposite edge.
- Cutting workpieces more than 3 m long and more than 0.5 m wide is performed from the corner, and starts from the long edge.
- The parts that occupy most of the sheet are cut out first.
Photo 10. The process of cutting out a part
Application of settings
Due to high technological flexibility and productivity, CNC machines for plasma cutting are used mainly by large and medium-sized factories for the production of industrial equipment, metal structures, etc.
Plasma equipment with numerical control is used for cutting the following metals:
- Carbon steels - usually when cutting sheets up to 40-50 mm, compressed air is used, as well as nitrogen, mixtures based on nitrogen and oxygen.
- Low-carbon - for thicknesses up to 40 mm, compressed air is most effective, but when cutting rolled metal with a thickness of more than 20 mm, nitrogen and nitrogen-hydrogen mixtures can be used.
- Stainless steel - nitrogen is used (up to 20 mm), mixtures of nitrogen and hydrogen (up to 50 mm). Compressed air may be used.
- Steels with a high content of alloying elements - for thicknesses of 50-60 mm, air plasma cutting is used; for thicker sheets, nitrogen-oxygen mixtures are recommended.
- Copper and its alloys – compressed air is suitable for processing rolled metal of small and medium thicknesses. When used, a burr is formed on the edges, but excess metal is easily removed from the surface. Nitrogen is suitable for cutting workpieces with a thickness of 5 to 15 mm. Brass is cut with the same gases, but at higher speeds (up to 20-25%). It should also be taken into account that copper has high thermal conductivity and heat capacity, so work requires a more powerful arc than for processing steel.
- Aluminum and alloys based on it - compressed air is usually used exclusively for separation cutting with the obligatory subsequent machining of parts. At the same time, high-quality cuts are possible only when cutting products up to 30 mm thick at an operating current of up to 200 A. Also, for cutting sheets up to 20 mm, nitrogen can be used, from 20 to 100 mm mixtures of nitrogen and hydrogen, more than 100 mm - argon-hydrogen mixtures .
Photo 11. Cutting blanks from aluminum sheet
Types of plasma cutting of metal with CNC
Manufacturers call plasma cutting the processing of metal sheets using equipment that uses plasma as a cutter.
What is plasma? This is an ionized gas that carries positive and negative charges and has a temperature of several thousand degrees at the exit of the nozzle. It has quasi-neutral properties - this means that an infinitesimal volume of gas has no charge, it is balanced and equal to zero.
Plasma cutting of metals can be performed in several ways.
The plasma-arc method includes:
- air-plasma technology for processing metal products;
- gas plasma cutting;
- laser-plasma method.
The first and second cutting methods work in the same way - they use an electric arc and a hot ionized gas flow. Only the working environment differs: one technology uses a jet of air, while other equipment cuts using gas or water vapor.
Combined plasma torches are used for cutting metal products up to 20 cm thick. Modern industrial complexes can combine gas jet heat treatment technologies and plasma cutting equipment. Also today, machines in most cases are equipped with a CNC (computer numerical control) system. You can cut metal sheets along trajectories of any complexity (straight, curved, etc.).
We recommend articles on metalworking
- Steel grades: classification and interpretation
- Aluminum grades and areas of their application
- Defects in metal products: causes and search methods
In small enterprises or to perform certain types of plasma cutting, hand-held portable equipment using the classic plasma-arc method is used. These household units, designed for cutting ferrous metal, use a jet of air. CNC models, which can use different gases, belong to a higher class and, accordingly, their cost is much higher.
- Laser-plasma method of cutting metals.
The equipment used in this case allows you to perform different cutting methods: laser is used to cut sheets smaller than 6 mm, metal sheets of greater thickness are cut using the plasma-arc method.
CNC equipment for plasma and laser cutting of metal has higher productivity. It has many cutting options and even has the ability to cut holes.
CNC machines that combine laser and plasma metal cutting methods are ultimately more profitable for the manufacturer. Firstly, there is a saving in production space. Secondly, plasma arc cutting is used when processing large workpieces, and laser cutting is used when high-precision processing of small products is required.
Laser and plasma cutting use different high-temperature heating sources. The first is carried out using a focused light beam that passes exactly along the contour of the part. A small area of metal is heated, so there is less waste during cutting, and the quality indicators are higher than with plasma cutting.
This leads to the fact that the plasma method is used less frequently in situations where high demands are placed on dimensional accuracy and edge quality of products.
- Cutting titanium blanks.
Enterprises in the aviation, space, medical and other industrial sectors today give preference to titanium and its alloys. Its obvious advantages are low density and strength. However, engineers have to take into account the chemical reactivity and refractoriness of this metal.
Taking into account the set of properties of titanium, mechanical and thermal treatments are not suitable for it. Gas equipment should also not be used - titanium will melt. Only laser or plasma cutting methods remain.
On a CNC plasma metal cutting machine with an additional laser processing function, you can produce parts of complex geometric shapes, for example, cut out several holes mated together in it.
Types of machines
Plasma equipment with numerical control is produced in several types:
- Portable – installations of relatively small size, on which you can cut rolled metal of limited dimensions. Typically, the width of their working area is 1.5-3 m. If desired, such devices can be moved within the workshop or to another production site or facility.
Photo 12. Portable plasma cutting device
- Stationary – powerful automated lines with a coordinate table width of up to 8 m. They are installed permanently, movement is possible only with prior dismantling using special lifting equipment.
Photo 13. Stationary machine
Manufacturers of plasma cutting equipment
In Russia there are many large manufacturing enterprises that produce equipment for plasma cutting. Almost all of them produce serial models and also work to order.
The Togliatti company PLAZMAKROY produces relatively inexpensive, but functional and high-quality plasma cutting machines, equipped with innovative control systems, many of which are our own developments. Distinctive features:
- compatibility with any plasma cutting sources;
- additional motion controllers with a buffer for loading drawings;
- simple but functional software with a Russian-language interface;
- multi-function THC controller;
- “Smart Burning” system designed to protect the cutter and increase the service life of the main components.
Russian ]PLASMAKROY[/anchor] produces plasma cutting machines, milling machines, as well as additional equipment, including controllers and microcircuits.
The plasma equipment market is constantly growing, displacing many other technologies. It’s easy to choose the right option thanks to the abundance of offers. It is much more difficult to use it in the future with maximum efficiency, which may require additional qualifications of maintenance personnel.
Order a plasma machine
Cost of CNC machines
Prices for CNC plasma machines vary widely. It all depends on the type and technical characteristics of the equipment, functionality, and overall dimensions of the working area.
The cost of a full-fledged automatic line starts from 1.5 million rubles. However, for most machines, the price is determined upon request, taking into account the individual needs of the customer, the expected types of work, installation configuration and other parameters.
Additionally, the total price may include costs for auxiliary equipment (compressors, ventilation system), as well as services such as installation, commissioning, personnel training, maintenance, etc.
How to choose a metal cutting machine
The choice of the required plasma cutting machine is based on the needs of production, taking into account the possibility of expansion. The following technical characteristics are taken into account:
Processing area.
It depends mainly on the size of the portal and the parameters of the rack beam moving the plasmatron. The most common plasma metal cutting machines are 1.5x3 meters in size. There are models on sale with portals 2.5 m wide and 12 m long. Larger sizes are made exclusively to order. In this case, the height of the beam above the portal is also taken into account.
Cutting thickness.
Depends on the power of the source, as well as the features of the model. It is customary to distinguish several parameters: quality cut - cut thickness with the highest quality characteristics without defects; separation cut - thickness after which various deviations may be observed; minimum cutting thickness.
Accuracy.
One of the main parameters affecting the final cost of the machine. On inexpensive models, the accuracy varies between 1–1.5 mm, and 0.3–0.6 mm are considered the best results.
In addition, before purchasing a plasma cutting machine, additional functionality is taken into account:
- the ability to work with complex alloys or certain types of steels;
- plasma marking and marking of products;
- oxy-fuel cutting;
- cutting of uneven surfaces, rolled pipes, corner cutting;
- capabilities of CNC and automation systems;
- coordinate system binding, etc.
Each manufacturer equips its own machines with original additions to improve cut quality, increase convenience and safety. As an example, we can cite the PlasmaCroy equipment (Tolyatti). In addition to the main components, the machine may have:
- automatic height controllers;
- stepper motors;
- industrial computer (analogue of CNC);
- remote control and many other options.
Equipment Manufacturers
Today, plasma CNCs are produced by both foreign and domestic manufacturers. There are cars on sale in different price categories, but what costs more is not always of higher quality.
The domestic manufacturer PURM develops and produces CNC plasma machines taking into account the harsh Russian operating conditions. Equipment of this brand is successfully used by enterprises in central Russia and even in the Far North.
Photo 14. Equipment of the domestic manufacturer PURM
The company is engaged not only in the manufacture of installations, but also in the supply of spare parts, consumables, and components. If desired, you can order installation supervision, commissioning, and post-warranty service.
DIY making
It is possible to make a CNC plasma cutter with your own hands only if you have special education and skills. To assemble a homemade machine, a partial purchase of ready-made components is required. A diagram or drawing is first created. The production of a plasma machine is carried out by the following units:
- production of the frame;
- cooling system assembly;
- installation of protective devices.
It is impossible to make the remaining parts yourself. A self-assembled CNC plasma cutter, taking into account the purchase of ready-made elements, will cost half the price of a factory-made analogue. But at the same time, a homemade machine has limited capabilities, and connecting a CNC circuit will be accompanied by a set of difficulties. Do-it-yourself plasma is less predictable and safe than using original plasma cutters.
The cost of a homemade machine will cost up to 800 thousand rubles. You can buy a ready-made plasma cutter with numerical control for up to 1.5 million rubles.
How to choose a CNC machine?
To choose the right CNC plasma machine, you need to decide on the following points:
- Types of work - only straight cutting or with the possibility of cutting out parts of complex configurations.
- Maximum dimensions of sheet metal - the dimensions of the working area of the coordinate table depend on this.
- Maximum Material Thickness – Determines the wattage rating of the power source and the type of cutting gas used.
Photo 15. Cutting out a single part
One of the main characteristics of the equipment is the on-time (or duty cycle). This parameter determines the intensity of operation, namely the time period during which the machine can operate without interruptions for cooling.
PV is indicated as a percentage - if the on-time is 80%, this means that during a 10-minute operating cycle the installation can operate for 8 minutes at maximum loads. If this norm is exceeded, it may overheat and fail. However, most industrial CNC plasma cutters have a 100% duty cycle and are therefore designed for continuous operation throughout the entire work shift.
An equally important characteristic of the installations is the current supplied by the power source - it is this that determines the maximum thickness of the processed metal.
Let's say a word about pipe cutters
Pipe cutting machines, which can be classified as portal machines, are also very popular. For example, Autom-3 with a plasma cutter is used for cutting pipes. Its speed is several times higher than that of a gas cutter. The most in demand are plasma cutting machines designed for cutting steel pipes with a wall thickness of 38-40 mm. They are able to cut the pipe quickly enough, and its sections will have smooth edges.
If you need to cut pipes with a diameter from 100 to 315 mm made of stainless steel or low-carbon steel (with a thickness of up to 2 mm), which will be used in the installation of industrial ventilation systems, the TV-30 pipe cutter is the most effective. It is capable of operating in manual or automatic mode, having a CNC system. Plasma equipment of this type can be used from a network with a voltage of 380 V, with a compressed air pressure above 0.6 MPa.
A Vanad Miron CNC pipe cutter will achieve high precision. Technological operations for cutting pipes are performed automatically; a temperature of +5 – + 40˚С and exhaust ventilation are required.
A pipe cutting machine is capable of performing some preparatory actions when preparing the surface: cleaning welds, chamfering and cutting edges. It has the ability to cut, in addition to round, square or rectangular pipes.
I use a portable pipe cutting machine when performing work in hard-to-reach places in the case of small-scale orders. For example, Titan PIPR 15-5 plasma machines have a single-phase inverter that performs air plasma cutting; a contact arc ignition method is used here.
Major machine breakdowns
When operating CNC plasma machines, there are no particular problems with their performance. However, there are several factors that can contribute to the equipment not functioning properly:
- A short circuit in the electrical network can cause the main control boards to burn out.
- Voltage fluctuations, if they exceed the range established by the manufacturer, can also lead to failure of electrical components.
- Physical wear of mechanisms or excessive exceeding of the established service life of parts.
Photo 16. Cutting thin sheet metal
Any malfunctions in the operation of the plasma cutter can be eliminated in a short time, but it is better to perform timely maintenance, change parts with high wear and consumables. This will ensure its stable operation, high productivity and cutting quality.
← CNC plasma cutting of metal
Precision plasma cutting of metal using CNC equipment
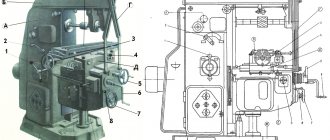
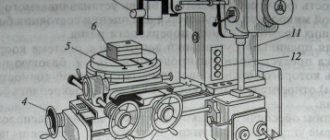
In the technical documentation, when checking the cutting accuracy, you can see that there are small deviations of the actual contour of the part (indicated by a solid line) from the nominal contour (indicated by a dotted line) specified by the drawing for the CNC machine program. It is clear from the drawing that the actual dimensions and shapes may not coincide with those specified: AL, Dv, DS, AD - deviations in dimensions in fact from the specifications in the drawings; D/'lD/d, fc, A/0 – deviations from the specified edge shape. Specifically in this case, we can talk about deviation from straight lines or non-straightness. There is also a skew of edge D, which led to a change in the size of AL from the given line A.
It is also noted that, firstly, there was a misalignment of the edges in relation to each other; secondly, the actual relative position of the edges does not correspond to the specified values; thirdly, the surface of the part is deviated from the plane, the cutter passed at an angle to the surfaces of the product; fourthly, the cutting surface deviates from the plane. In addition, there is a deviation in the size and shape of the chamfers for welding, and in the size and shape of the cutouts.
Tolerances and deviations are regulated by GOST 14792–80 “Parts and workpieces cut by oxygen and plasma-arc cutting. Accuracy, quality of cut surface." The document defines standards for the production of parts cut using mechanical and plasma cutting from the following types of metal: low-carbon steel, low-alloy steel, high-alloy corrosion-resistant, heat-resistant, this also includes aluminum and its alloys. Thicknesses from 5 to 100 mm are suitable for the oxygen method; plasma cutting can be used for sheets with a thickness of 5 to 60 mm. GOST provides for the division of parts of the same size into three accuracy classes.
Laboratory tests of the requirements for parts of the first and second classes have shown that such accuracy can be achieved using CNC gantry machines, if all the conditions specified in the machine data sheets are met. Equipment with photoelectronic CNC can ensure the production of parts of the second and third class of accuracy, if the copy drawings are made with an accuracy of at least +/-1 mm. The third accuracy class is acceptable for plasma cutting with portable units.