Possible faults
During long-term operation of turning equipment, the parts of its mechanisms lose their original qualities, which leads to a change in their shape, an increase in gaps at the interfaces and a deterioration in the condition of the friction surfaces. One of the main reasons for the occurrence of such malfunctions is wear of the friction surfaces of individual parts, which occurs as a result of:
- influence of friction force;
- plastic deformation (metal collapse);
- surface layer fatigue;
- chemical corrosion.
Possible malfunctions of the main elements of the lathe:
- Case parts. Cracks, chips, wear of holes, damage to threads, deviation from straightness of planes.
- Shafts. Wear of journals, keyways, center holes.
- Flanges. Cracks and chips in mounting holes. Wear of mating surfaces.
- Gears and pinion shafts. Tooth wear and radial runout of the ring gear.
- Spindle. Worn journals, front inner cone and spline joint.
- Lead screw. Wear of threads and journals.
- Running roller. Wear of the keyway and journals.
Machine design 16K20
Based on the inspection and control measurements of these 16K20 components, the need for repair is determined and preparations for repair and restoration work are carried out. Inspecting the machine for repairs begins with the pulley, which on a 16K20 lathe transmits motion from the main motor to the spindle. A list of the main problems that arise as a result of violations of the equipment operation rules is given in section 16 of the “Operation Manual.” Possible causes and methods for eliminating them are also indicated here.
Types of repairs
Repair work is carried out in order to maintain the operational characteristics of turning equipment and is of two types: planned and unscheduled. The first ones are carried out only on the basis of preventive maintenance schedules. For 16K25, four types of work are provided, including inspection and three types of repairs:
- small;
- average;
- capital.
According to clause 17.2 of the “Operating Manual” of the 16K20 lathe, its turnaround period (working time before the first overhaul), subject to compliance with the manufacturer’s operational requirements, is 10 years with two-shift operation. During this period, six scheduled inspections 16K20, four minor repairs, one medium (in the middle of the period) and one major (at the end of the period) must be performed.
The need for unscheduled repair work usually arises when the permissible parameters of equipment suddenly decrease or fail. This usually happens when the manufacturer’s specifications for the operation and maintenance of turning equipment are not met. At production enterprises, all types of work are carried out according to maintenance schedules by qualified personnel of specialized repair departments. In small enterprises, repairs to a lathe are carried out with their own hands as problems arise with its accuracy and performance.
Small repairs
This type of repair work is carried out both according to the approved nomenclature and according to the results of observations of turning equipment during shift and periodic maintenance. Its purpose is to ensure the operation of turning equipment until the next scheduled repair.
According to clause 17.3.3 of the “Operating Manual” of the 16K20 lathe, during minor repairs the following types of work are mandatory:
- identifying faults for elimination during subsequent scheduled repairs;
- measurements of equipment geometry for certified accuracy;
- idle tests;
- noise and temperature tests;
- checking the accuracy and purity of processing.
Small repairs
The rest of the work from the list given in the Manual is carried out only if necessary, depending on the condition of the equipment. Based on the results of minor repairs, a statement of the condition of machine parts is compiled for inclusion in the work that follows the scheduled maintenance work.
Medium renovation
This type of repair work includes work according to the list of recommendations for minor repairs, as well as partial disassembly of the turning 16K20, during which the functionality of the main mechanisms and assemblies is restored. Such repairs for the 16K20 screw-cutting lathe are carried out according to the list given in paragraph 17.3.4 of the “Operating Manual”.
During an average repair, the accuracy is checked before and after disassembling the turning equipment, the spindle rigidity is checked, and the wear of the friction surfaces is measured before and after their restoration. The average repair of a lathe is performed in the middle of the overhaul period. Its goal is to restore the service life of turning equipment to such a level that the machine can operate until a major overhaul.
Major renovation
According to clause 17.3.2. In the “Operating Manual”, a major overhaul of the 16K20 lathe is preceded by an inspection of the condition of the machine equipment. During the inspection, inspection data from previous repair work is checked, lists of parts for restoration and replacement are determined, and working drawings are produced for ordering replacement parts.
Overhaul of machine 16K20
During major repairs, before complete disassembly, the accuracy of 16K20 and the degree of wear of the friction surfaces will be checked.
After complete dismantling of all mechanisms, each part is cleaned, after which they are inspected and compared with the defective list. The overhaul involves the restoration of all passport characteristics of 16K20. Therefore, lathes after a high-quality overhaul have the same parameters as new turning equipment, and their overhaul period is also ten years.
Download the passport (operating instructions) of the lathe 16K20
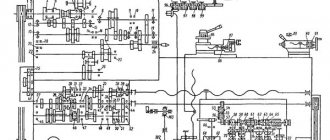
Feed box design of screw-cutting lathe 16K20
The connection between the spindle and the machine support to ensure optimal cutting mode is carried out using a feed mechanism consisting of a reversing device (bite) and a guitar, which change the direction and speed of movement of the support.
The feed box is mounted on the frame below the spindle (front) headstock and has several shafts on which movable gear blocks and switchable gear couplings are installed. In the right position of the clutch, the lead screw rotates, and in its left position (as shown in the figure), the drive shaft rotates through the overrunning clutch.
Longitudinal feeds (22 pcs), mm/rev: 0.05-0.06-0.075-0.09-0.1-0.125-0.15-0.175-0.2-0.25-0.3-0 .35-0.4-0.5-0.6-0.7-0.8-1-1.6-2-2.4-2.8.
Cross feeds (24 pcs), mm/rev: 0.025-0.03-0.0375-0.045-0.05-0.0625-0.075-0.0875-0.1-0.125-0.15-0.175-0 ,2-0.25-0.3-0.35-0.4-0.5-0.6-0.7-0.8-1-1.2-1.4.
Adjusting the feed box of the machine 16K20
When repairing the machine, special attention should be paid to the correct installation of the gear shift mechanism mounted on plate 38, which is attached to the housing 3 of the feed box. In order to avoid disruption of the order of engagement of the gear wheels of the feed box during assembly, it is necessary to combine the marks marked on gears 51 and 52.
| Name | Marking | Price, rubles |
| Shaft | 16B20P.070.543 | 1 300 |
| Gear shaft assembly | 16B20P.070.406 SB | 4 000 |
| Feed box (assembled) | 16B20.070.000 | 36 000 |
| Overrunning clutch | 16B20P.070.402 | 5 500 |
| Gear | 16B20P.070.422 (Z=42) | 2 500 |
| Gear | 16B20P.070.427 (Z=28/35) | 3 000 |
| Gear | 16B20P.070.428 (Z=25/30) | 4 300 |
| Gear | 16B20P.070.429 (Z=34/32) | 2 500 |
| Gear | 16B20P.070.432 (Z=28/48) | 4 900 |
| Gear | 16B20P.070.434 (Z=45/35) | 3 900 |
| Gear | 16B20P.070.436 (Z=18/28) | 3 900 |
| Gear | 16B20P.070.438 (Z=28/38/32) | 4 400 |
| Shaft | 16B20P.070.401 | specify |
| Shaft | 16B20P.070.402 | specify |
| Shaft | 16B20P.070.403 | specify |
| Shaft | 16B20P.070.406 | specify |
| Shaft | 16B20P.070.501 | specify |
| Shaft | 16B20P.070.546 | specify |
| Overrunning clutch cage | 16B20P.070.425 (Z=39) | specify |
| Overrunning hub | 16B20P.070.445 | specify |
| Gear | 16B20P.070.419 (Z=28) | specify |
| Gear | 16B20P.070.421 (Z=30) | specify |
| Gear | 16B20P.070.423 (Z=35) | specify |
| Gear | 16B20P.070.424 (Z=28) | specify |
| Gear | 16B20P.070.435 (Z=40/24) | specify |
| Gear | 16B20P.070.437 (Z=32/32) | specify |
| Gear | 16B20P.070.497 (Z=28/24) | specify |
| Gear | 16B20P.070.498 (Z=23/21) | specify |
| Gear | 16B20P.070.547 (Z=28) | specify |
| Gear | 16B20P.070.548 (Z=32/30) | specify |
Repair of main components
bed
The 16K20 bed is a cast structure with stiffening ribs on which all other equipment of the lathe is mounted. On the top of the bed there are four longitudinal guides of the lathe: two flat and two prismatic. The positioning accuracy of the tailstock and caliper carriage, as well as the alignment of the front and rear stock, depends on the condition of their surfaces. The composition and procedure for performing the work is regulated by section 6.1 of the technical manual “Repair of a 16K20 screw-cutting lathe.”
There are four machining methods used to repair lathe guides:
- manual scraping;
- grinding using portable grinding equipment;
- grinding on surface grinding equipment;
- planing on a longitudinal planing machine;
In general, if the wear is less than 15 microns per 1000 mm, the surface geometry is restored by manual scraping. If more, use machine tools or the spraying method.
Scraping is performed using hand tools, so its labor intensity is several times higher than with mechanized processing.
In addition, only non-hardened surfaces can be treated with this method. It is possible to scrape the bed of a lathe without dismantling the bed, therefore, along with manual grinding, this is the most common method of restoring guide surfaces.
Grinding of guides using portable grinding equipment installed on the bed is used in two cases: if it is impossible to deliver the bed to the repair shop and if the length of the bed is greater than the length of the grinding equipment table. The most effective way to restore bed guides is processing on grinding and longitudinal planing machines in repair shops or at specialized enterprises. It provides the highest precision and guarantees quality.
Bed for machine 16K20
Restoration of deep damage to the lathe bed is carried out by spraying brass or zinc, as well as filling it with babbitt. After filling the dents and potholes with metal, the surface of the guide is processed by grinding or scraping.
Carriage
In accordance with section 6.2 of the Technical Manual, repairing the slide carriage of a 16K20 screw-cutting lathe includes two technological operations:
- restoration of the lower guides associated with the bed guides;
- restoration of the transverse guides adjacent to the guides of the lower part of the caliper.
Before starting work, the carriage is installed on the exposed bed along with the rack and feed box. After this, clamping bars, an apron, a lead screw and a running shaft are mounted on the carriage, it is set for accuracy, measurements are taken and the engagement of the apron gear with the rack is checked.
Carriage for machine 16K20
Based on the results of control measurements, the degree of wear of the guide surfaces is determined and they are processed manually and mechanically until the standard straightness, flatness and parallelism are achieved. At the final stage, the accuracy of fit to the lathe bed is ensured by processing with a scraper and grinding devices.
Tailstock
According to section 6.7 of the Manual, the range of work for repairing the tailstock of a 16K20 lathe includes technological operations to restore the parameters of the following components:
- surfaces of the body mating with the surfaces of the plate;
- surfaces of the plate adjacent to the body and frame;
- hole for quill.
When restoring flat surfaces, scraping and grinding are used, and when processing quills, boring is used.
Tailstock
Grinding of flat surfaces of guides is carried out on a longitudinal grinding machine. Prismatic surfaces are brought to standard quality by scraping. Boring the hole for the quill is done in two ways: on the machine itself using a boring bar and with dismantling on a boring machine.
Minor repair of lathe 16K20
For minor repairs to this screw-cutting lathe, only those of the following tasks are performed that are caused by the condition of the machine being repaired. The exception is the last three points - this work must be performed in all cases.
Work carried out:
- Partial disassembly of the spindle head, feed box, apron, as well as other most contaminated components. Opening covers and removing casings for internal inspection and washing of other components.
- Cleaning the mounting surfaces for fixtures on the spindle and tailstock quill without dismantling them.
- Checking the gaps between shafts and bushings, replacing worn bushings, adjusting rolling bearings (except spindle bearings), replacing worn ones.
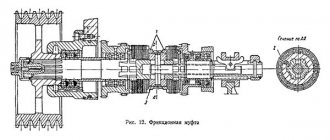
- Adjusting the main drive friction clutch, adding discs, adjusting the spindle band brake.
- Removing burrs from splines and gear teeth.
- Replacement or restoration of worn fasteners and adjusting parts of tool holders.
- Scraping or cleaning of adjusting wedges, clamping bars, etc.
- Cleaning the lead screw, lead shaft, transverse and tool slide drive screws of the caliper.
- Cleaning and washing the seating surfaces of the cutting head.
- Checking the operation and adjustment of levers and handles of controls, locking, locking, safety mechanisms and limiters.
- Replacement of worn crackers, pins, springs and other parts of the specified mechanisms.
- Replacement of worn parts that are unlikely to withstand use until the next scheduled repair.
- Cleaning nicks, burrs, burrs and scratches on the rubbing surfaces of the bed guides, carriages, caliper slides and tailstock.
- Repair of enclosing casings, shields, screens, etc.
- Repair and flushing of the lubrication system and elimination of leaks.
- Regulating the smooth movement of the carriage and caliper slide; tightening the wedges of the clamping bars.
- Checking the condition and cleaning of gear couplings.
- Checking and repairing pneumatic equipment and cooling systems; eliminating leaks.
- Identification of parts requiring replacement or restoration during the next scheduled repair.
- Checking the accuracy of machine installation and selectively other accuracy parameters.
- Testing the machine at idle speed at all speeds and feeds, checking for noise, heating and on the workpiece for accuracy and cleanliness of processing.