Features of the steel hardening process
Regardless of which steel hardening technology is chosen, it will consist of the following steps:
- Heating _ How long the product will be in the furnace chamber depends on the type of metal and the desired effect.
- Excerpts . Temperature and period depend on the volume of product and its characteristics. The through-heating stage allows the transformation of the steel structure to be completed.
- Cooling . Not only is the cooling medium important, but also the speed at which the process will be performed.
Chamber furnaces are best suited for processing carbon steel. It is worth considering that in this case, preheating of the sample is not required. These brands are not subject to warping or cracking of the base.
Steel hardening is a heat treatment technology that makes it easy for even inexpensive types of metal to improve their performance characteristics. As a result, it is possible to reduce the cost of production, increasing the profitability of production
The change in metal properties depends on compliance with each hardening criterion. The most significant is the heating temperature. It is this that influences the change in the atomic lattice. Which temperature mark to choose and determine the holding period? The required heat treatment conditions for steel depend on the required level of strength and hardness for the longest possible service life of the product, with increased wear.
Chamber furnaces for heat treatment of different grades of steel are made with different sizes of working chambers and methods of loading samples. You can choose the appropriate option based on production volumes
Types of heat treatment of steel
Annealing
Annealing is a thermal treatment (heat treatment) of a metal that involves heating the metal and then slowly cooling it. This heat treatment (i.e. annealing) comes in different types (the type of annealing depends on the heating temperature and the cooling rate of the metal).
Hardening
Hardening is a heat treatment (heat treatment) of steel and alloys, based on the recrystallization of steel (alloys) when heated to a temperature above critical; After sufficient exposure to the critical temperature to complete the heat treatment, rapid cooling follows. Hardened steel (alloy) has a nonequilibrium structure, so another type of heat treatment is applicable - tempering.
Read also: How to measure size with a caliper
Vacation
Tempering is a heat treatment (heat treatment) of steel and alloys, carried out after hardening to reduce or relieve residual stresses in steel and alloys, increasing toughness, reducing the hardness and brittleness of the metal.
Normalization
Normalization is a heat treatment (heat treatment) similar to annealing. The differences between these heat treatments (normalization and annealing) are that during normalization the steel is cooled in air (when annealing, it is cooled in a furnace).
Among the main types of heat treatment, it should be noted:
Annealing (homogenization and normalization). The goal is to obtain a uniform grain microstructure and dissolve inclusions. Subsequent cooling is slow, preventing the formation of nonequilibrium structures such as martensite.
Quenching is carried out with an increased cooling rate in order to obtain nonequilibrium structures such as martensite. The critical cooling rate required for hardening depends on the material.
Tempering is necessary to relieve internal stresses introduced during hardening. The material becomes more ductile with a slight decrease in strength.
Dispersion hardening (aging). After annealing, heating is carried out at a lower temperature in order to release particles of the strengthening phase. Sometimes stepwise aging is carried out at several temperatures in order to isolate several types of strengthening particles.
Heat treatment of metals is divided into the processing of ferrous and non-ferrous metals. Below we will talk specifically about the types of heat treatment of steel . You can also familiarize yourself with the heat treatment of non-ferrous metals.
Firing - heating a steel product to a temperature of 840-900 °C, holding at this temperature for at least 2 hours and cooling with the furnace. This method is used when making another one from a hardened product, or when the previous hardening was unsuccessful and the tool needs to be hardened again. If you harden unfired parts, cracks may appear in them, the structure of the metal will become heterogeneous, which sharply deteriorates the quality of the product. Small parts are annealed by heating on massive heated steel stacks, with which they are cooled. Sometimes the product is heated with an acetylene torch, which is gradually removed from the product so that the product gradually cools.
Normalization is the heating of steel products to the appropriate temperature and cooling in air.
Hardening - heating carbon or some alloy steels to a certain temperature and rapidly cooling it. As a result, the crystalline structure of the metal changes - it becomes harder and more anti-corrosion. Low-carbon steels with a carbon content of up to 0.3% are not hardened. Depending on the grade, the steel is heated to a certain temperature. Thus, U7, U7A steels are heated to 770–790 °C; U8-U13A - up to 760-780; R9-R18 K5-F2 – up to 1235-1280 °C. When heated above this temperature, steel loses its properties. “Overburning” is an irreparable defect. This also applies to annealing and releasing. In small workshops or at home, the temperature is determined by the color of frying (in a shaded place) that the product acquires during heating:
Color. Temperature, °C Dark brown………. 530-580 Brown-red……..580-650 Dark red……………650-730 Dark cherry…………730-770 Cherry red………..770-800 Light cherry…… …. 800-830 Light red …………830-900 Orange ………………..900-1050 Dark yellow …………..1050-1150 Light yellow ………….1150-1250 Light white…………….1250-1350
In order not to burn out small products, it is better to heat them on a preheated metal stand (for example, a headquarters). The heating temperature is equal to the heating temperature of the product. Rapid cooling leads to hard hardening, which can result in large internal stresses and even cracks. Slow cooling may not give the required hardness. Cooling media can be water (at normal temperature or heated to a temperature of 50-50 ° C), aqueous solutions, oil and air. Kitchen salt, caustic soda, or saltpeter added to coolers speeds up cooling. To reduce the cooling rate, add a soap solution, oil emulsion, liquid glass, lime milk, etc. to the water. Excessively rapid cooling with water often leads to defects in the product (internal stresses, cracks, deformation), and increasing the temperature of the water reduces its hardening properties . Therefore, when quenching several parts sequentially so that they have the same hardening, the water is often replaced or a large vessel is used. The steel is cooled evenly and fairly quickly in an 8-12% aqueous solution of kitchen salt or caustic soda at a temperature of 20 °C. For better hardening, some steels are cooled in a 30% solution of caustic soda. Molten salts of potassium or sodium nitrate can be used as a cooling medium. Heating the oil to 60-90 °C does not reduce the cooling rate, i.e. does not affect its hardening properties. The cooling medium for steels can be air (for thin parts) or air under pressure (from a fan, compressor). Some flat parts (knives) made of stainless steel are cooled between two metal staffs.
Tempering - heating parts to a certain temperature, maintaining at this temperature and rapidly cooling. It is used after cooling the part during the hardening process to reduce brittleness and partially hardness. There are three types of release: low, medium and high, respectively, in the temperature range up to 350 °C, 350-500 and 500-680 °C. The most common low release. Heating to 170 °C only relieves internal stresses, but does not change the hardness of the steel. The heating temperature upon release is determined with a special thermometer, and if it is not there, then the colors are tarnished, i.e. colors of the oxidative film that appears on the cleaned surface of the product during heating:
Read also: Machine for the production of gloves China price
Color. Temperature, °C Light straw ……..200 Light yellow ……………225 Straw yellow ……..240 Brown-yellow ………255 Red-brown ……..265 Purple-red ……… 275 Purple ………………..285 Blue …………………………295 Light blue …………………..315 Gray (sea water) ….330
After the desired color appears during the heating process, the part is cooled. In alloy steels, tarnish colors appear at temperatures 12-17 °C lower than the given ones. Without sufficient experience, it is best to heat hardened products for tempering on molten lead, tin, zinc (for springs) or in a molten mixture (equal parts) of potassium and sodium nitrate. This guarantees fast and even heating and a constant temperature. You can combine releasing with cooling. To do this, the heated working end of the tool is immersed 20-25 mm in water during hardening and held until the metal darkens. Then the tool is removed from the water, and the scale is quickly removed from the cooled part with a file or a piece of a grinding wheel. As soon as the tarnish color appears, the instrument is immersed in water, first halfway, and then completely, and kept until cooled.
All types of heat treatment, depending on the purpose, are divided into preliminary and final.
Preliminary heat treatment is carried out to improve the machinability of the material with a cutting tool, increase its ductility, relieve internal stresses and improve the structure.
Machine parts blanks are subjected to preliminary heat treatment. Types of preliminary heat treatment, as a rule, include: annealing, normalization.
A brief description of the types of preliminary heat treatment and their scope of application are presented in Table 1.
Final (hardening) heat treatment is carried out to impart the required performance characteristics (hardness, wear resistance, etc.) to the surfaces of machine parts.
All parts subjected to final (hardening) heat treatment can be divided into two groups. The first group includes parts that work on friction, so the heat treatment carried out should provide the necessary hardness and wear resistance of the surface layer. The second group includes parts that experience significant loads of various types during operation: tensile, bending, torsional, contact.
In parts that experience tensile and compressive loads during operation, the stresses are distributed more or less evenly across the cross section. For such parts, through hardening and tempering is used.
In parts subject to bending, torsion or high contact loads, through-strengthening of the section is not necessary, but surface strengthening is desirable while maintaining a viscous core.
A brief description of the types of final heat treatment and their scope of application are presented in Table 2.
Table 1. Types of preliminary heat treatment
| Name of processing | Brief characteristics and application | Mode |
| Annealing | Slow cooling of heated steel (with a furnace, in hot ash, sand, cement, etc.). Depending on the heating temperature, it is divided into complete, incomplete, diffusion and recrystallization | Cooling rate up to 50-100°C/hour for carbon steels and 20-60°C/hour for alloy steels, then in air |
| Full annealing | Levels the structure over the entire cross-sectional area; reduces hardness and facilitates machinability; relieves internal stress; eliminates overheating by crushing the structure. Used for forgings and castings only from hypoeutectoid steels | Heating temperature is 30-50°C higher than AC3 |
| Incomplete annealing (spheroidization) | Provides granular perlite that has better workability than lamellar perlite. Applicable only to eutectoid and hypereutectoid steels | Heating temperatures are 10-20°C higher than AC1 |
| Diffusion annealing (homogenization) | Evens out the chemical composition throughout the entire section. Castings from alloyed hypoeutectoid steels | Heating temperature 1100-1200°C with long exposure |
| Recrystallization annealing | Removes hardening, increasing ductility and reducing hardness, improves machinability. All steel after cold stamping or rough machining | Heating temperature is 20-50°C lower than AC1 (100-150 0 C higher than the recrystallization temperature) |
| Normalization | Levels and refines the structure; improves the mechanical properties of steel; destroys the carbide network in hypereutectoid steels. Used after hot or rough machining of steel, before carburizing | Heating 30-50°C above AC3 (Acm), cooling in still air |
The recommended type of final heat treatment for various machine parts is presented respectively in Appendix 4.
Table 2. Types of final heat treatment
Hardening technology for different grades of steel - how and why it is done
According to GOST for heat treatment of steel, hardening of different grades can be:
- With one cooler . The sample, brought to a certain temperature, is immersed in liquid. The metal remains there until it cools to the required level. The method is used for carbon and alloy materials, as well as products with a simple design.
- Intermittent . Two environments are used. The metal first undergoes rapid cooling. Water is suitable for this. The products are then immersed in oil. This is necessary to slowly reach a certain temperature mark. The method is used for high-carbon steel.
With different hardening methods, not only the resulting quality characteristics of the steel may differ, but also the colors of the heat.
- Stepped . Products are cooled in an environment whose thermal temperature exceeds the martensitic level of the grade being processed. During cooling and holding, the part along its entire perimeter reaches the temperature of the quenching container. After this, slow cooling with quenching is carried out. This is how austenite transforms into martensite.
- Jet . The surface is intensively sprayed with water pressure. In this case, a steam cocoon is not formed, thanks to which deep calcination can be achieved. Used if it is necessary to treat only part of the surface.
- Isothermal . The method is similar to step hardening, but differs in the exposure time. The steel remains in the environment exactly as long as necessary to complete the isothermal transformation of austenite.
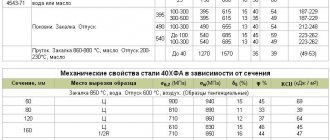
Basic temperature and time conditions for heat treatment of steels - table of indicators for different grades
Types of heat treatment [edit | edit code ]
Among the main types of heat treatment, it should be noted:
- Annealing
- Annealing of the 1st kind (homogenization, recrystallization, stress relief). The goal is to obtain an equilibrium structure. Such annealing is not associated with transformations in the solid state (if they occur, then this is a side effect).
- Second-order annealing is associated with transformations in the solid state. The 2nd type of annealing includes: complete annealing, partial annealing, normalization, isothermal annealing, patenting, spheroidizing annealing.
- Quenching is carried out with an increased cooling rate in order to obtain nonequilibrium structures. The critical cooling rate required for quenching depends on the chemical composition of the alloy. Hardening can be accompanied by a polymorphic transformation, in which a new nonequilibrium phase is formed from the initial high-temperature phase (for example, the transformation of austenite into martensite during steel quenching). There is also hardening without a polymorphic transformation, during which a high-temperature metastable phase is fixed (for example, when hardening beryllium bronze, the alpha phase supersaturated with beryllium is fixed).
- Tempering is necessary to relieve internal stresses, as well as to give the material the required set of mechanical and operational properties. In most cases, the material becomes more ductile with a slight decrease in strength.
- Normalization. The product is heated to the austenitic state (30...50 degrees above AC3) and cooled in still air
- Dispersion hardening (aging). After hardening (without polymorphic transformation), heating is carried out at a lower temperature in order to release particles of the strengthening phase. Sometimes stepwise aging is carried out at several temperatures in order to isolate several types of strengthening particles.
- Cryogenic treatment is a hardening heat treatment of metal products at cryogenic, ultra-low temperatures (below minus 153°C).
- increasing the wear resistance of tools, parts and mechanisms
- reducing the number of defects
- reducing costs for repairs and replacement of technological equipment and tools.
Previously, different terminology was used to refer to this process - “cold treatment”, “heat treatment of steel at temperatures below zero”, but they did not accurately reflect the essence of the cryogenic processing process. The essence of cryogenic processing is as follows: parts and mechanisms are placed in a cryogenic processor, where they are slowly cooled and then maintained at a temperature of minus 196˚C for a certain time. Then the processed products gradually return to room temperature. During this process, structural changes occur in the metal. They significantly increase wear resistance, cyclic strength, corrosion and erosion resistance. This technology makes it possible to increase the service life of tools, parts and mechanisms by up to 300% by improving the mechanical characteristics of the material as a result of processing at ultra-low temperatures. The greatest effect can be achieved when processing such metal products as special cutting, stamping, pressing, rolling, grinding tools, bearings, and critical springs. The basic properties of the metal acquired during deep cooling are retained throughout their entire service life, so re-processing is not required. Cryogenic technology does not replace existing methods of thermal hardening, but makes it possible to impart new properties to the cold-processed material, which ensure maximum use of the resource of the material specified by metallurgists. Using tools treated with ultra-low temperatures allows businesses to significantly reduce costs by:
Read also: How to make a mini drilling machine with your own hands
The theoretical development and practical development of the cryogenic processing process is considered an achievement of Soviet science. The works of such scientists as G.V. Kurdyumova, the studies of A.P. Gulyaev, V.G. Vorobyov and others are related to cold processing to improve the quality characteristics of hardened steel.
A few years after the publication of the research of Soviet scientists, the first similar works appeared in the foreign press, the authors of which referred to Soviet works as the primary source. It was the work of Soviet scientists that made it possible to fully evaluate the effectiveness of the influence of cold treatment on the properties of steel and laid the foundation for the modern development and use of this processing method. In the 1940-1950s, Soviet industrial enterprises tried to introduce cryogenic processing of tools made from high-speed steels in liquid nitrogen, but this not only did not give the expected result, but also led to a decrease in the strength of the tool, since microcracks appeared due to sudden and uneven cooling . The method allowing the transformation of retained austenite into martensite had to be abandoned, mainly due to economic infeasibility - the high cost of nitrogen as the main refrigerant.
In the USA, Japan, Germany, and South Korea, the topic of cryogenic processing as an effective method for processing structural and tool steels was developed, and decades of research and experience led to the result - currently, cryogenic processing technology is successfully used in many industries.
Metalworking and mechanical engineering:
- increase in tool and equipment life up to 300%
- increasing the wear resistance of materials
- increase in cyclic strength
- increase in corrosion and erosion resistance
- removal of residual stresses
Transport and special equipment:
- increase in brake disc service life up to 250%
- increasing the efficiency of the braking system
- increase in cyclic strength of suspension springs and other elastic elements by 125%
- increase in engine life and power
- reduction in vehicle operating costs
- increase in weapon use up to 200%
- reducing the effect of weapon heating on shooting results
- increasing the service life of components and mechanisms
Mining and manufacturing industry:
- increasing the durability of rock cutting tools up to 200%
- reduction of abrasive wear of machines and mechanisms
- increasing the corrosion and erosion resistance of equipment
- increasing the service life of industrial and mining equipment
Audio equipment and musical instruments:
- reduction of signal distortion in conductors
- reduction of heat dissipated by conductors by 30-40%
- Improved musical detail, clarity and transparency of sound
- expanding the sound range of musical instruments
The use of cryogenic processing is relevant for almost any industry where there is a need to increase service life, increase fatigue strength and wear resistance, and also require increased productivity.