We recommend purchasing:
Installations for automatic welding of longitudinal seams of shells - in stock!
High performance, convenience, ease of operation and reliability in operation.
Welding screens and protective curtains are in stock!
Radiation protection when welding and cutting. Big choice. Delivery throughout Russia!
Features and requirements for the cutting process
The quality of the edges of parts after cutting, comparable to the quality after machining, is an order of magnitude higher than after known thermal cutting processes. Laser cutting speeds reach ≥0.167 m/s. In most applications, the process is low-waste and provides finished parts that are practically not subject to deformation and do not require subsequent thermomechanical processing. The requirements for the laser cutting process are as follows: cutting speed for metals is 0.167–0.25 m/s, single-layer fabrics, leather and other materials are 0.67–1 m/s; maximum deviations of parts dimensions ± (0.05—0.2) mm; cutting width for steels with a thickness of 0.5–5 mm is 0.1–0.3 mm; the roughness of their cutting surface is 10-40 microns; non-perpendicularity of the cutting edges of steels with a thickness of 0.5–5 mm 0.05–0.1 mm; Easily removable burrs are allowed on the edges. In addition to sheets, pipes, stampings, shells, and rolled profiles are subjected to laser cutting. Below are the maximum thicknesses of cut materials:
Before cutting, no special preparation of the surface of the workpiece is required, except in cases where anti-corrosion grease is removed from the surface of steel sheets in order to protect the optical elements from contamination.
Metal cutting modes
The most significant influence on cutting speed is power and power density, diameter, divergence and mode composition of radiation, and focal length.
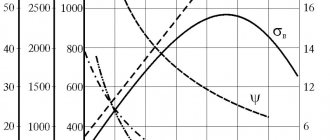
In Fig. Figure 28.3 shows the dependence of the cutting speed of low-carbon steel on thickness at different radiation powers and the use of oxygen as an auxiliary gas. The composition of the steel affects the cutting speed. For example, the cutting speed of low-carbon steels is on average 10-30% higher than stainless steels. But this speed decreases sharply when using multimode radiation with a large (>2 cm) output aperture and large (>1.5 mrad) angular divergence. Replacing oxygen with air or nitrogen reduces the cutting speed of steel by 1.4–1.6 times. Cutting speeds, cm/s, of non-ferrous metal alloys with a thickness of 1 mm (numerator) and 3 mm (denominator) with 1-kW laser radiation supplied with oxygen (Al and Ni alloys) or argon (Ti alloy): (8.3—9. 2)/(0.67-0.83)—Al alloys of the D16 type, (11.7—12.5)/(3.7—4.2)—Ni alloys of the “Hastelloy” type, (6.7— 7.5)/(0.67—0.83)—Ti alloy type 0T4.
Below are the recommended parameters of radiation and auxiliary gas, at which the best speed and quality of laser cutting of metals are achieved (the recommended radiation parameters are implemented in the latest samples of CO2 lasers from leading foreign companies in Japan, Germany, and Great Britain):
The focal plane relative to the sheet surface is located on the surface or below one third of the thickness; the nature of the radiation when cutting smooth contours of parts is continuous, and when cutting corners and other complex areas of parts and with high-quality burr-free cutting, it is pulse-periodic (pulse duration 0.5-3 ms, repetition frequency 100-600 Hz, peak power 0.5-6 J); auxiliary gas when cutting steels, non-ferrous alloys - oxygen (air), and for high-quality cutting of non-ferrous alloys - nitrogen, argon.
CO2 laser
For a gas laser, the possible sources of distortion of the intensity distribution are somewhat greater, since the gas laser radiation is delivered to the cutting head through a system of rotating mirrors. Let's start with the resonator.
The emitting element in a gas laser is a plasma discharge in a mixture of three gases: carbon dioxide, nitrogen and helium. We will not dwell on how exactly the discharge in the resonator mixture is ignited and maintained; we will consider the factors affecting the quality of laser radiation. This is the purity of gases in percentage and the presence of impurities included in the resonator mixture. The main requirements from all manufacturers of laser sources for these gases are low moisture and hydrocarbon content. Typical purity requirements: helium He - 99.996%; nitrogen N2 - 99.999%, carbon dioxide CO2 - 99.95%, and the composition of impurities in hydrocarbons CnHm <1 ppm, and in water H2O < 5ppm, where ppm is the number of parts of impurities per million of the main gas.
Hydrocarbons lead to a decrease in the efficiency of the resonator and a drop in the output power of the laser, and residual moisture can settle on both the electrodes and the optics in the resonator (rear and output resonator mirrors and window), which can lead to an increase in radiation absorption and destruction of these elements. It should also be remembered that any defect on the optical element of the resonator, even microscopic, affects the distribution of radiation at the laser output. A drop in power and distortion of the spot shape and radiation intensity in it lead to cutting defects.
CO2 laser radiation is delivered to the cutting head through a system of rotating copper mirrors that make coordinated movements together with the cutting head. As a rule, machine tool manufacturers require the channel with radiation delivery mirrors to be ventilated with nitrogen of fairly high purity. The goal is to prevent dust from getting onto the surface of the mirrors, the deposition of water vapor or films of various natures on them and, as a result, the destruction of the coating on the mirrors due to the absorption of laser radiation on the dirt. If there is nitrogen ventilation of the delivery mirrors (at a laser power of more than 3 kW), but the mirrors are destroyed, the quality of the nitrogen should be checked. It must be 99.999% in accordance with the technical requirements of machine tool manufacturers. The water and hydrocarbon content should be: H2O< 5 ppm, CnHn < 1 ppm.
If the laser power is high and the mirrors are water-cooled, also pay attention to the condition of the cooling system. Do not forget that the water in it must be distilled, and add antibacterial additives.
Cutting modes for non-metallic materials
Based on their cutability, non-metallic materials are divided into thermally decomposing and melting. The former include thermosetting plastics, wood, natural fabrics, some composite materials, rubber; the second includes ceramics, glass, concrete, etc. When exposed to laser radiation, thermally decomposing materials undergo a number of changes associated with chemical decomposition, polymerization, pyrolysis of polymer bonds, evaporation or sublimation, resulting in the formation of gaseous products that are removed from the cutting cavity by an auxiliary gas. Cutting melting materials requires more energy input than cutting decomposing materials. Compared to metals, non-metallic materials have significantly lower coefficients of thermal and thermal diffusivity, and some materials have lower specific fracture energies. Therefore, to cut them, you can use laser radiation with lower quality parameters compared to those given above. In table Table 28.1 shows cutting modes for some non-metallic materials using continuous radiation. Thin-layer materials, such as fabrics, leather, paper, are cut laid in many layers, which ensures a manifold increase in work productivity. When cutting non-metallic materials, the composition of the auxiliary gas is not important; nitrogen or air is recommended. The gas parameters are chosen the same as when cutting metals.
Laser evaporation (sublimation) cutting.
This type of cutting is used at very high intensities of laser radiation, which is carried out in the mode of very short laser pulses having a nanosecond or picosecond duration.
Characteristic features of laser evaporation (sublimation cutting).
- Such cutting is used primarily in microtechnology, when it is required to have a minimal thermal effect on the substrate material.
- The efficiency of the laser evaporation cutting process is minimal.
- The wavelength of laser radiation is usually shorter than 1 micron. Such indicators are typical primarily for solid-state and excimer lasers, as well as for metal vapor lasers.
Metal cutting quality
It is characterized by the width of the cut, surface roughness, non-perpendicularity of the edges, depth of the temperature-affected zone, the presence of burrs on the edges, as well as the accuracy of the parts. The quality indicators are influenced by the radiation and auxiliary gas parameters, the type and thickness of the material being cut, as well as the cutting speed. Each material thickness corresponds to an optimal cutting speed, close to the maximum, at which the best quality indicators are achieved. In table Table 28.2 shows quality indicators for laser cutting of carbon steels using continuous single-mode 1*kW radiation focused to a diameter of 0.15–0.20 mm. Oxygen at a pressure of 0.3–0.5 MPa was used as an auxiliary gas. An increase in the diameter of the focused radiation and, consequently, an increase in the thickness of the melt on the front surface of the cut worsens the cutting quality.
The quality of cutting largely depends on the position of the focal plane of the cutter relative to the surface of the sheet. It should be placed on the surface of the sheet or buried by a third of the thickness. Deviations from the established position of the focal plane are allowed within 0.1-0.5 mm, and a tighter tolerance should be maintained when cutting thin sheet metals. Replacing oxygen with air when processing steels with a thickness of >3 mm leads to a reduction in cut width by 20–40%, but the amount of burr on the lower edges increases, which, together with a decrease in cutting speed, leads to an increase in the depth of the temperature-affected zone.
The amount of roughness of the cut surface is characterized by the depth, frequency of repetition and inclination of the grooves and varies along the thickness of the sheet. Adjacent to the top edge is a zone with the smallest depth of grooves formed as a result of periodic destruction from the top edge into the depth of the metal. In the lower zone, deeper grooves are formed as a result of the simultaneous exposure of the metal to laser radiation and an auxiliary gas. At the lower edge of the metal there is an area with the greatest inclination (lag) of the grooves in the direction opposite to the cutting direction. The formation of grooves in this zone is mainly due to the effect of flowing molten metal and auxiliary gas on the edge surface. Given in table. 28.2 roughness refers to the middle zone of the metal. As cutting speed and power density increase, the depth of the grooves decreases over the entire cutting surface. The depth of the temperature-affected zone depends on the same parameters as the width of the cut, primarily on the diameter of the focused beam and cutting speed.
Basic methods of cutting metal
Manufacturers, in order to optimally cut the material and minimize the volume of waste, strive to select the optimal method for cutting sheet material or rolled products based on the technologies used for cutting metal into blanks. For example, when using circular shears or a gas cutter, it is permissible to position the workpieces anywhere on the sheet. While, when cutting with guillotine shears, certain restrictions must be followed. The workpiece must be placed in such a way that it is possible to make straight cuts along or across the sheet and straight cuts at an angle.
Sheet metal cutting machine with disc shears
If it is necessary to process a large batch of workpieces, it makes sense to use a combined method. It consists in the fact that blanks of different shapes are placed in a rectangle with minimized dimensions. These rectangles are then used to better fill the sheet. Formation of dimensional sequence. By moving these shapes over the surface, an improved configuration shape is obtained.
Method for better filling of the short side of the sheet
A method to better fill the short side of the sheet - this reduces the amount of waste caused by lack of multiples. The remaining part of the sheet will be slightly shorter than along the long side. The blanks must be selected in such a way that their dimensions allow the smaller side of the sheet to be optimally filled. To mark along the length of the side, perform similar work.
The essence of the method for forming dimensional sequences is as follows: the blanks are placed on the sheet from large to small.
Based on the work carried out, a cutting map is drawn up. Then, the required amount of materials (sheet or other rolled products) is determined. By the way, this is the main document that should be at the workplace of the harvesting machine operator.
Templates are prepared from thick paper or cardboard
Templates for blanks that need to be cut are prepared from thick paper or cardboard. The templates are placed on the sheet and by moving and combining them with each other, the optimal cutting of the sheet material is obtained.
Cutting quality of non-metallic materials
The general patterns of quality indicators are the same as when cutting metals, but they depend to a lesser extent on radiation parameters. Thus, high-quality cutting of decomposing materials is carried out at lower radiation power densities. The width of the cut, as a rule, is one and a half to two times greater than that of steels of the same thickness (see Table 28.1), and the roughness is lower and does not exceed 30-40 microns. On the cutting edges of some decomposing materials (rubber-fiberglass, fiberglass, vinyl plastic, wood, leather), a charred 0.5-1.0 mm layer is formed, which should be removed if the part serves as an electrical insulator.
Laser cutting in an inert gas environment
The opposite of the two previous technologies.
Oxidation comes in very handy when working with iron and low-alloy steels - but with non-ferrous metals and high-alloy steels it is not the topic. Due to the presence of oxygen during cutting, stainless steel, aluminum and titanium form unusable compounds on the edges that spoil the properties of the material.
At the same time, the decision “to use not pure oxygen, but just air” does not help, because there is still oxygen in the atmospheric air. And the cutting will not go so fast, but the edges will still be damaged - although not as much. This cannot be called quality work.
Therefore, when working with “capricious” materials, inert gases are used. A jet of compressed gas is supplied to the cutting zone, which does not enter into a harmful reaction with the material - but at the same time it also blows the melt out of the hole and cools the edges of the cut.
- For most “capricious” materials - for example, stainless steel and aluminum alloys - nitrogen is used. It is called conditionally inert gas. “Conditionally” - because in principle it is not inert. Nitrogen quite easily reacts with other substances. But it is not an oxidizing agent. In this case, this is enough.
- But there are also “particularly capricious” materials - for example, titanium. When cutting titanium, even nitrogen will be harmful. Because not only titanium oxides are undesirable, but also its nitride, that is, a compound with nitrogen. Titanium nitride can be quite beautiful - in particular, it is used as gold plating for domes and dentures. But its unexpected appearance in detail is no good, because titanium nitride is fragile. Argon, a truly inert gas, is used to cut titanium.
And here is an example of a case produced by Metal-Case:
Black housing for the device with external brackets
Cutting accuracy
This is a complex quality parameter, which is determined by 50-80% by the accuracy of the cutting machine, but also depends on the errors of the technological process. Accuracy requirements are dictated by the purpose and thickness of the parts. As a rule, errors in parts with a thickness of mm should be within a tolerance of 0.1–0.5 mm. Among the quality parameters, the technological accuracy of cutting is influenced by the width of the cut, surface roughness and non-perpendicularity of the edges. The accuracy of portal machines with CNC on a microcomputer for thermal cutting, including gas-laser cutting, is regulated by GOST 5614-74 and GOST 26940-86. Maximum deviations from the nominal dimensions of squares with a side of 0.5 m and circles with a diameter of 0.5 m, reproduced by the machine, should not exceed ± (0.1÷0.25) mm. The maximum deviations of the dimensions of the contours of parts at the corners are doubled.
Features of cutting with pulsed-periodic radiation
Due to the high inertia of electromechanical machine drives, cutting complex sections of part contours (corners, small radii, slots, etc.) is carried out at low speeds, usually not exceeding 0.8-1.7 cm/s. A significant reduction in speed compared to the optimal one leads to overheating of complex parts of the contour of parts and deterioration in cutting quality. The depth of the temperature-affected zone, surface roughness, and the amount of burr increase, and the accuracy of parts is significantly reduced. To obtain high quality corners, reduce the radiation power in proportion to the reduction in cutting speed. Another method for high-quality cutting of corners is an automatic transition from continuous to pulse-periodic radiation mode. By changing mainly the repetition frequency, as well as the duration and peak power of the pulses, it is possible to effectively regulate the heat input into the metal and achieve high cutting quality. Above are the parameters of pulse-periodic radiation (PPR), most often used when assigning the processing mode for corners of parts. Another case of effective use of FPI is the finishing cutting of parts from non-ferrous metal alloys, such as titanium and aluminum. At the same average power, compared to continuous IPS, it provides higher cutting quality in terms of roughness, depth of the temperature-affected zone and the amount of burr on the cut edges. In addition, IPI allows you to increase the maximum thickness of high-quality cutting of metals by one and a half to two times, as well as cut metals with high reflectivity and thermal conductivity (Al, Cu alloys) at a lower level of average power. The speed of cutting metals using IPS is slightly lower than using continuous radiation of the same average power.
Effect of radiation polarization
The highest cutting speed and quality are achieved when the polarization plane of the beam coincides with the cutting plane. In this case, radiation absorption is highest on the front surface of the cut. If the plane of polarization is perpendicular to the plane of the cut, then most of the radiation is absorbed by the side surfaces of the cut. The speed and quality of cutting can vary significantly depending on the direction of movement of the optical cutter when cutting shaped parts. The influence of the polarization effect is weakened when the temperature of the metal increases, as well as when it is oxidized by a chemically active auxiliary gas during the cutting process. To ensure the greatest cutting efficiency, it is advisable to automatically rotate the beam polarization plane using a special device when changing the cutting direction so that it coincides with the cutting plane. Good results are achieved by converting linearly polarized radiation into circularly polarized radiation using a phase-shifting mirror, which is installed before entering the optical cutter. This method is used by leading companies in modern laser cutting machines.
Products
Products.
Laser cutting. High cutting accuracy, the ability to process workpieces from almost any material, and good adaptation to work on machines with software allow the use of laser technology for products with high design requirements. This production method is especially widely used in the advertising business. Laser cutting and engraving machines are used to produce signs, plates, billboards, shop windows and other similar products.
The use of a beam of a given power on laser cutting and engraving machines makes it possible to produce information images with a high degree of resolution. No additional processing is required, the image does not fade throughout its entire service life.
Interesting: Artistic laser cutting of metal
The accuracy, clarity and unlimited shelf life of laser engraving are used in the decoration of such items as personalized watches, interior items, seals and stamps, and others.
Laser marking is used to identify and classify products. It is distinguished by high readability even with small fonts. Laser marking does not wash off or deform. The principle of operation of laser marking machines is similar to the work of engravers - a layer of the required depth and width is removed and the required image is formed.