Особенности процесса закалки стали
Независимо от того, какая технология закалки стали будет выбрана, она будет состоять из следующих этапов:
- Нагрева. Сколько изделия будут находиться в камере печи, зависит от марки металла и необходимого эффекта.
- Выдержки. Температура и период зависят от объемов продукции и ее характеристик. Этап сквозного прогрева позволяет завершить преобразование структуры стали.
- Охлаждения. Важна не только охлаждающая среда, но и скорость, с которой будет выполняться процесс.
Для обработки углеродистой стали лучше всего подойдут камерные печи. Стоит учесть, что в этом случае не потребуется предварительный подогрев образца. Данные марки не подвержены короблению или растрескиванию основы.
Закалка стали – это технология термообработки, благодаря которой даже недорогим сортам металла легко повысить эксплуатационные характеристики. В результате можно снизить стоимость продукции, увеличив рентабельность производства
Изменение свойств металла зависит от соблюдения каждого критерия закалки. Самым значимым является температура нагрева. Именно она влияет на изменение атомной решетки. Какую термоотметку выбрать и определить период выдержки? Необходимые режимы термообработки стали зависят от требуемого уровня прочности и твердости для максимально долгого эксплуатационного срока изделия, при повышенном износе.
Камерные печи для термообработки разных марок стали выполняются с разными размерами рабочих камер и способами загрузки образцов. Выбрать подходящий вариант можно, исходя из производственных объемов
Виды термической обработки стали
Отжиг
Отжиг — термическая обработка (термообработка) металла, при которой производится нагревание металла, а затем медленное охлаждение. Эта термообработка (т. е. отжиг) бывает разных видов (вид отжига зависит от температуры нагрева, скорости охлаждения металла).
Закалка
Закалка — термическая обработка (термообработка) стали, сплавов, основанная на перекристаллизации стали (сплавов) при нагреве до температуры выше критической; после достаточной выдержки при критической температуре для завершения термической обработки следует быстрое охлаждение. Закаленная сталь (сплав) имеет неравновесную структуру, поэтому применим другой вид термообработки — отпуск.
Читать также: Как измерить размер штангенциркулем
Отпуск
Отпуск — термическая обработка (термообработка) стали, сплавов, проводимая после закалки для уменьшения или снятия остаточных напряжений в стали и сплавах, повышающая вязкость, уменьшающая твердость и хрупкость металла.
Нормализация
Нормализация — термическая обработка (термообработка), схожая с отжигом. Различия этих термообработок (нормализации и отжига) состоит в том, что при нормализации сталь охлаждается на воздухе (при отжиге — в печи).
Среди основных видов термической обработки следует отметить:
Отжиг (гомогенизация и нормализация). Целью является получение однородной зёренной микроструктуры и растворение включений. Последующее охлаждение является медленным, препятствующим образованию неравновесных структур типа мартенсита.
Закалку проводят с повышенной скоростью охлаждения с целью получения неравновесных структур типа мартенсита. Критическая скорость охлаждения, необходимая для закалки зависит от материала.
Отпуск необходим для снятия внутренних напряжений, внесённых при закалке. Материал становится более пластичным при некотором уменьшении прочности.
Дисперсионное твердение (старение). После проведения отжига проводится нагрев на более низкую температуру с целью выделения частиц упрочняющей фазы. Иногда проводится ступенчатое старение при нескольких температурах с целью выделения нескольких видов упрочняющих частиц.
Термическая обработка металлов разделяется на обработку черных металлов и цветных. Ниже пойдет речь конкретно об видах термической обработке стали. Также можете ознакомится с термической обработкой цветных металлов.
Обжигание — нагревание стального изделия до температуры 840—900 °С, выдержка при этой температуре не меньше 2 ч и охлаждение вместе с печью. Этот метод применяют при изготовлении из закаленного изделия другого или же когда предыдущий закал был неудачный и инструмент нужно снова закалить. Если закаливать необожженные детали, то в них могут возникнуть трещины, структура металла станет неоднородной, что резко ухудшает качество изделия. Мелкие детали отжигают, нагревая на массивных накаленных стальных штабах, с которыми их охлаждают. Иногда изделие нагревают ацетиленовой горелкой, которую постепенно отдаляют от изделия, чтобы изделие постепенно остыло.
Нормализация – это нагревание стальных изделий к соответствующей температуре и охлаждению на воздухе.
Закаливание – нагревание углеродных или некоторых легированных сталей к определенной температуре и быстрое ее охлаждение. В результате этого изменяется кристаллическая структура металла – он становится твердее и более антикоррозийным. Мало-углеродные стали с содержимым углерода до 0,3 % не закаливаются. В зависимости от марки сталь нагревают до определенной температуре. Так, стали У7, У7А нагревают до 770—790 °С; У8-У13А — до 760—780; Р9-Р18 К5-Ф2 – до 1235—1280 °С. При нагревании выше этой температуры сталь теряет свои свойства «Пережиг» — непоправимый брак. Это также касается отжига и отпускания. В небольших мастерских или в домашних условиях температуру определяют за цветом разжаривания (в затененном месте), которое приобретает изделие во время нагревания:
Цвет. Температура, °С Темно-коричневый………. 530-580 Коричнево-красный ……..580-650 Темно-красный ……………650-730 Темно-вишневый …………730-770 Вишнево-красный ………..770-800 Светло-вишневый………. 800-830 Светло-красный …………830-900 Оранжевый ………………..900-1050 Темно-желтый …………..1050-1150 Светло-желтый ………….1150-1250 Светло-белый …………….1250-1350
Мелкие изделия, для того чтоб не пережечь, лучше нагревать на предварительно нагретой металлической подставке (например, штабе). Температура нагревания равно температуре нагревания изделия. Быстрое охлаждение приводит к твердому закалу, вследствие чего могут возникнуть большие внутренние напряжения и даже трещины. Медленное охлаждение может не дать нужного по твердости закала Охлаждающими средами могут быть вода (обычной температуры или нагретая до температуре 50-50 °С), водные растворы, масло и воздух. Кухонная соль, едкий натр или селитра, которые добавляют к охладителям, ускоряют охлаждение. Для уменьшения скорости охлаждения к воде добавляют раствор мыла, масляную эмульсию, жидкое стекло, известковое молоко и т.п.. Чрезмерно быстрое охлаждение водой часто приводит к дефектам изделия (внутренние напряжения, трещины, деформация), а повышение температуры воды уменьшает ее закальные свойства. Поэтому при последовательном закале нескольких деталей, чтобы они имели одинаковую закалку, воду часто заменяют или используют большой сосуд. Равномерно и довольно быстро сталь охлаждается в 8-12 %-ном водном растворе кухонной соли или едкого натра при температуре 20 °С. Некоторые стали для лучшего закала охлаждают в 30 %-ном растворе едкого натра. Как охлаждающую среду можно применять расплавленные соли калиевой или натриевой селитры. Нагревание масла к 60-90 °С не уменьшает скорости охлаждения, т.е. не влияет на его закаливальные свойства. Охлаждающей средой для сталей может быть воздух (для тонких деталей) или воздух под давлением (от вентилятора, компрессора). Некоторые плоские детали (ножи) из нержавеющий стали охлаждают между двумя металлическими штабами.
Отпускание — нагревание деталей к определенной температуре, выдерживанию при этой температуре и быстрое охлаждение. Его применяют после охлаждения детали в процессе закаливания, чтобы уменьшить хрупкость и частично твердость. Есть три вида отпускания: низкое, среднее и высокое соответственно в интервале температур до 350 °С, 350—500 и 500—680 °С. Наиболее распространенное низкое отпускание. Нагревание до 170 °С только снимает внутренние напряжения, но не изменяет твердости стали. Температуру нагревания при отпускании определяют специальным термометром, а если его нет, то за цветами побежалости, т.е. цветами окислительной пленки, которая возникает на зачищенной поверхности изделия во время нагревания:
Читать также: Станок для производства перчаток китай цена
Цвет. Температура, °С Светло-соломенный ……..200 Светло-желтый ……………225 Соломенно-желтый ……..240 Коричнево-желтый ………255 Красно-коричневый ……..265 Пурпурно-красный ………275 Фиолетовый ………………..285 Синий …………………………295 Светло-синий ……………..315 Серый (морская вода) ….330
После появления желательного цвета в процессе нагревания, деталь охлаждают. У легированных сталей цвета побежалости появляются при температурах на 12-17 °С ниже от приведенных. Не имея достаточного опыта, нагревать закаленные изделия для отпускания лучше всего на расплавленном свинце, олове, цинка (для пружин) или в расплавленной смеси (поровну) калиевой и натриевой селитры. Это гарантирует быстрое и равномерное нагревания и его постоянную температуру. Можно отпускание соединить с охлаждением. Для этого нагретый рабочий конец инструмента погружают во время закаливания на 20-25 мм в воду и держат, пока металл не потемнеет. Потом инструмент вынимают из воды, быстро очищают от охлажденной части окалину напильником или куском шлифовального круга. Как только появится, нужен цвет побежалости, инструмент погружают в воду сначала наполовину, а потом полностью и держат до охлаждения.
Все виды термической обработки в зависимости от назначения делятся на предварительные и окончательные.
Предварительная термообработкапроводится для улучшения обрабатываемости материала режущим инструментом, повышения его пластичности, снятия внутренних напряжений и улучшения структуры.
Предварительной термообработке подвергаются заготовки деталей машин. К видам предварительной термической обработки, как правило, относятся: отжиг, нормализация.
Краткая характеристика видов предварительной термической обработки и область их применения представлены в таблице 1.
Окончательная (упрочняющая) термообработкапроводится для придания требуемых эксплуатационных характеристик (твердость, износостойкость и т.д.) поверхностям деталей машин.
Все детали, подвергаемые окончательной (упрочняющей) термообработке, можно разделить на две группы. К первой группе относятся детали, работающие на трение, поэтому проведенная термообработка должна обеспечить необходимую твердость, износостойкость поверхностного слоя. Ко второй группе относятся детали, испытывающие при работе значительные нагрузки различного характера: растягивающие, изгибающие, крутящие, контактные.
В деталях, испытывающих в процессе эксплуатации растягивающие и сжимающие нагрузки, напряжения по сечению распределены более или менее равномерно. Для таких деталей применяют сквозную закалку и отпуск.
В деталях, работающих на изгиб, кручение или при высоких контактных нагрузках, сквозное упрочнение сечения не обязательно, но, желательно поверхностное упрочнение при сохранении вязкой сердцевины.
Краткая характеристика видов окончательной термической обработки и область их применения представлены в таблице 2.
Таблица 1. Виды предварительной термической обработки
| Наименование обработки | Краткая характеристика и применение | Режим |
| Отжиг | Медленное охлаждение нагретой стали (с печью, в горячей золе, песке, цементе и т.п.). В зависимости от температуры нагрева подразделяется на полный, неполный, диффузионный и рекристаллизационный | Скорость охлаждения до 50- 100°С/час для углеродистых и 20- 60°С/час для легированных сталей, затем на воздухе |
| Полный отжиг | Выравнивает структуру по всей площади сечения; снижает твердость и облегчает обрабатываемость; снимает внутренние напряжения; ликвидирует перегрев, измельчая структуру. Применяется для поковок и отливок только из доэвтектоидных сталей | Температура нагрева на 30-50°С выше АС3 |
| Неполный отжиг (сфероидизация) | Обеспечивает получение зернистого перлита, обладающего лучшей обрабатываемостью, чем пластинчатый перлит. Применяется только для эвтектоидных и заэвтектоидных сталей | Температур нагрева на 10-20°С выше АС1 |
| Диффузионный отжиг (гомоге- низационный) | Выравнивает химический состав по всему сечению. Отливки из легированных доэв- тектоидных сталей | Температура нагрева 1100- 1200°С с длительной выдержкой |
| Рекристаллизаци онный отжиг | Снимает наклеп, увеличивая пластичность и уменьшая твердость, улучшает обрабатываемость. Все стали после холодной штамповки либо грубой механической обработки | Температура нагрева на 20-50°С ниже АС1 (на100-150 0 С выше температуры рекристаллизации) |
| Нормализация | Выравнивает и измельчает структуру; улучшает механические свойства стали; разрушает карбидную сетку у заэвтектоидных сталей. Применяется после горячей или грубой механической обработки стали, перед цементацией | Нагрев на 30-50°С выше АС3 (Асm), охлаждение на спокойном воздухе |
Рекомендуемый вид окончательной термообработки для различных деталей машин представлен соответственно в приложении 4.
Таблица 2. Виды окончательной термической обработки
Технология закалки разных марок стали – как и для чего выполняется
Согласно ГОСТ на термообработку стали, закаливание разных марок может быть:
- С одним охладителем. Образец, доведенный до определенной температуры, погружают в жидкость. Там металл находится, пока не остынет до требуемой отметки. Применяется метод для углеродистых и легированных, а также изделий с несложной конструкцией.
- Прерывистой. Используются две среды. Металл сначала проходит быстрое охлаждение. Для этого подойдет вода. Затем продукцию погружают в масло. Это необходимо для медленного достижения определенной температурной отметки. Применяют способ для высокоуглеродистой стали.
При разных способах закалки отличаться могут не только получаемые качественные характеристики стали, но и цвета каления
- Ступенчатой. Изделия охлаждаются в среде, чья термоотметка превышает мартенситный уровень обрабатываемой марки. Во время остывания и выдержки, деталь по всему периметру становится температуры закалочной емкости. После этого осуществляется медленное охлаждение с закалкой. Так аустенит преобразуется в мартенсит.
- Струйной. Поверхность интенсивно обрызгивают водным напором. Паровой кокон при этом не образуется, благодаря чему можно добиться глубокой прокалки. Применяют если необходимо обработать только часть поверхности.
- Изотермической. Метод схож со ступенчатым закаливанием, но отличается временем выдержки. Сталь пребывает в среде ровно столько времени, сколько необходимо для завершения изотермического преобразования аустенита.
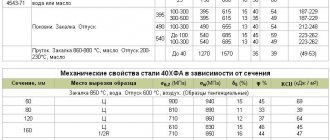
Основные температурные и временные режимы термообработки сталей – таблица показателей разных марок
Виды термической обработки [ править | править код ]
Среди основных видов термической обработки следует отметить:
- Отжиг
- Отжиг 1 рода (гомогенизация, рекристаллизация, снятие напряжений). Целью является получение равновесной структуры. Такой отжиг не связан с превращениями в твердом состоянии (если они и происходят, то это — побочное явление).
- Отжиг 2 рода связан с превращениями в твердом состоянии. К отжигу 2 рода относятся: полный отжиг, неполный отжиг, нормализация, изотермический отжиг, патентирование, сфероидизирующий отжиг.
- Закалку проводят с повышенной скоростью охлаждения с целью получения неравновесных структур. Критическая скорость охлаждения, необходимая для закалки, зависит от химического состава сплава. Закалка может сопровождаться полиморфным превращением, при этом из исходной высокотемпературной фазы образуется новая неравновесная фаза (например, превращение аустенита в мартенсит при закалке стали). Существует также закалка без полиморфного превращения, в процессе которой фиксируется высокотемпературная метастабильная фаза (например, при закалке бериллиевой бронзы происходит фиксация альфа фазы, пересыщенной бериллием).
- Отпуск необходим для снятия внутренних напряжений, а также для придания материалу требуемого комплекса механических и эксплуатационных свойств. В большинстве случаев материал становится более пластичным при некотором уменьшении прочности.
- Нормализация. Изделие нагревают до аустенитного состояния (на 30…50 градусов выше АС3) и охлаждают на спокойном воздухе
- Дисперсионное твердение (старение). После проведения закалки (без полиморфного превращения) проводится нагрев на более низкую температуру с целью выделения частиц упрочняющей фазы. Иногда проводится ступенчатое старение при нескольких температурах с целью выделения нескольких видов упрочняющих частиц.
- Криогенная обработка — это упрочняющая термическая обработка металлопродукции при криогенных, сверхнизких температурах (ниже минус 153°С).
- увеличения износостойкости инструмента, деталей и механизмов
- снижения количества брака
- сокращения затрат на ремонт и замену технологического оснащения и инструмента.
Ранее для обозначения этого процесса использовалась иная терминология — «обработка холодом», «термическая обработка стали при температурах ниже нуля», но они не совсем точно отражали суть процесса криогенной обработки. Суть криогенной обработки заключается в следующем: детали и механизмы помещаются в криогенный процессор, где они медленно охлаждаются и после выдерживаются при температуре минус 196˚С в течение определенного времени. Затем обрабатываемые изделия постепенно возвращаются к комнатной температуре. Во время этого процесса в металле происходят структурные изменения. Они существенно повышают износостойкость, циклическую прочность, коррозионную и эрозионную стойкость. Эта технология позволяет повысить ресурс инструментов, деталей и механизмов до 300 % за счет улучшения механических характеристик материала в результате обработки сверхнизкими температурами. Наибольшего эффекта удается достичь при обработке таких металлических изделий, как специальный режущий, штамповый, прессовый, прокатный, мелющий инструмент, подшипники, ответственные пружины. Основные свойства металла, приобретенные в ходе глубокого охлаждения, сохраняются в течение всего срока их службы, поэтому повторной обработки не требуется. Криогенная технология не заменяет существующие методы термического упрочнения, а позволяет придать материалу, обработанному холодом, новые свойства, которые обеспечивают максимальное использование ресурса материала, заданного металлургами. Использование инструмента, обработанного сверхнизкими температурами, позволяет предприятиям значительно сократить расходы за счет:
Читать также: Как сделать мини сверлильный станок своими руками
Теоретическая разработка и практическое освоение процесса криогенной обработки считается достижением советской науки. Работы таких учёных, как Г. В. Курдюмова, исследования А. П. Гуляева, В. Г. Воробьева и других связаны с обработкой холодом для улучшения качественных характеристик закаленной стали.
Спустя несколько лет после публикации исследований советских учёных появились первые аналогичные работы в иностранной печати, авторы которых ссылались на советские работы как первоисточник. Именно работы советских учёных позволили полно оценить эффективность влияния обработки холодом на свойства стали и положили начало современному развитию и использования этого способа обработки. В 1940—1950-е годы на советских промышленных предприятиях пытались внедрить криогенную обработку инструмента из быстрорежущих сталей в жидком азоте, но это не только не давало ожидаемого результата, но и приводило к снижению прочности инструмента, поскольку появлялись микротрещины из-за резкого и неравномерного охлаждения. От метода, позволяющего преобразовать остаточный аустенит в мартенсит, пришлось отказаться, в основном из-за экономической нецелесообразности — высокой стоимости азота, как основного хладагента.
В США, Японии, Германии, Южной Корее тему криогенной обработки как эффективного способа обработки конструкционных и инструментальных сталей развивали, и десятилетия исследований и опытов привели к результату — в настоящее время технология криогенной обработки успешно применяется во многих отраслях промышленности.
Металлообработка и машиностроение:
- увеличение ресурса инструмента и оборудования до 300 %
- увеличение износостойкости материалов
- увеличение циклической прочности
- увеличение коррозионной и эрозионной стойкости
- снятие остаточных напряжений
Транспорт и спецтехника:
- увеличение ресурса тормозных дисков до 250 %
- повышение эффективности работы тормозной системы
- увеличение циклической прочности пружин подвески и других упругих элементов на 125 %
- увеличение ресурса и мощности двигателя
- снижение расходов на эксплуатацию транспортных средств
- увеличение эксплуатации оружия до 200 %
- уменьшение влияния нагрева оружия на результаты стрельбы
- увеличение ресурса узлов и механизмов
Добывающая и обрабатывающая промышленность:
- увеличение стойкости породоразрушающего инструмента до 200 %
- уменьшение абразивного износа машин и механизмов
- увеличение коррозийной и эрозийной стойкости оборудования
- увеличение ресурса промышленного и горнодобывающего оборудования
Аудиотехника и музыкальные инструменты:
- уменьшение искажения сигнала в проводниках
- уменьшение рассеиваемого проводниками тепла на 30-40 %
- улучшение музыкальной детальности, ясности и прозрачности звучания
- расширение диапазона звучания музыкальных инструментов
Применение криогенной обработки актуально практически для любой отрасли, где есть необходимость повышения ресурса, увеличения усталостной прочности и износостойкости, а также требуется рост производительности.