Types of low alloy steel
Structural low-alloy steels are classified:
- low carbon (up to 0.25% carbon);
- medium carbon (0.2-0.45%);
- heat resistant.
Types of low-carbon steels are presented in the table.
| Name | Marking examples |
| Chrome-silicon-nickel-copper | 10HSND, 15HSND |
| Chromium-silicon-manganese | 14ХГС |
| Manganese-nitrogen-vanadium | 14G2AF |
| Siliceous manganese | 14GS, 10G2S1, 09G2S |
| Manganese | 14G2, 14G |
Medium-carbon grades (35ХМ, 18Г2AF, 17ГС) contain more than 0.25% carbon and are used after heat treatment.
Heat-resistant metals have increased strength when working at high temperatures. They are used in the manufacture of metal elements of energy devices.
Due to the higher strength of low-alloy steels (compared to carbon structural steels), their use in the production of welded structures reduces weight and saves metal.
Due to these properties, the materials are used in railcar and shipbuilding, construction and other areas of industry.
Process Features
Low-alloy steel is a material belonging to the group of satisfactorily weldable metals that are joined by almost all types of welding.
Requirements:
- equal seam strength;
- obtaining the required form;
- no defects.
Welding low-alloy steel is more difficult than low-carbon structural steel. It is more sensitive to thermal influences. It should be taken into account that a content of more than 0.25% carbon in the material can lead to the formation of hardening structures and cracks in the weld, and carbon burnout can lead to the formation of pores.
To avoid the formation of hardening martensitic structures, the part is heated, multilayer welding is used, observing a minimum time interval between the application of metal layers to the seam. The material of the coated electrodes is selected with a low content of phosphorus, carbon and sulfur. This helps to increase the resistance of the seam against crystallization cracks.
Connection of chromium-silicon-manganese steels
This type of low alloy steel is also called chromansil. The composition includes carbon 0.17-0.4%, manganese 0.8-1.1%, silicon and chromium - 0.9-1.2%. The material is inexpensive, has good elasticity and strength, and can withstand vibration. Disadvantage: poor heat resistance.
During gas welding, chromium and silicon partially burn out, which leads to the formation of oxides, slags and lack of fusion in the joint. To avoid oxidation of alloying additives, the work is performed with a normal flame, the power of which is selected from the ratio of 75-100 dm3 / h of acetylene per 1 mm of the thickness of the material being welded. Filler wire grades:
- low-carbon Sv-08 or Sv-08A - for non-critical structures;
- alloyed Sv-19KhMA, Sv-13KhMA, Sv-10KhGS, Sv-18KhGSA - for connecting critical objects.
The work process is carried out in one layer without interruption. The burner flame does not linger in one place to avoid overheating of the metal of the weld pool. To minimize warping, the seam is formed from the middle to the edges and back again. To avoid cracks, the welded element is cooled slowly.
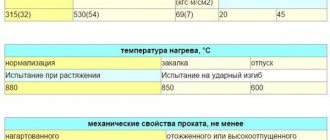
Critical parts are hardened at a temperature of 500-650°C, with exposure and subsequent heating to 880°C. Cool in oil. Then it is released by heating to 400-600° and cooling in hot water.
Welding of structural low-alloy steels
Materials contain:
- carbon up to 0.2%;
- alloying components – up to 2-3%.
The mechanical properties of these metals are higher than low-carbon ones. Silicon content in the range of 1-1.1% helps improve the strength and elasticity of the material. When it increases, the number of non-metallic inclusions in the weld increases, which complicates the welding process. Manganese from 1.6 to 1.8% enhances the material’s ability to harden, but technologically complicates the work process. An increased content of molybdenum, chromium, and vanadium negatively affects weldability.
Steels prone to hardening are welded:
- on soft mode without heat treatment (or in an oven);
- on hard mode with heat treatment in a spot machine.
The current strength when working with low-alloy materials is recommended to be 10-15% lower than when welding low-carbon steel. The pressure on the electrodes is 10-50% higher.
Welding is carried out using the same methods as for low-carbon steel - arc, gas and contact. Manual welding is performed with electrodes of the E-50A type, which will provide a seam with mechanical properties similar to the base metal.
Connection of steels 09G2S, 10G2S1, 10G2S1D
A distinctive quality of the low-alloy low-carbon steel grades 09G2S and 10G2S1 is the absence of a tendency to overheat and the formation of hardening structures. The work is carried out under any thermal conditions in compliance with process technology for low-carbon steels. Ensuring the uniform strength of the weld is achieved by electrodes E50A, E46A. The strength and hardness of the heat-affected zone is the same as that of the base metal.
Grade 10G2S1D is a low-alloy structural steel for welded products. When welding without restrictions, the process is performed without heating or heat treatment. The limited weldability of steel requires heating to 100-120° and heat treatment. Material that is difficult to weld requires additional actions: heating during welding to 200-300° and annealing after welding.
WELDING TECHNOLOGY OF LOW-ALLOY STEELS
Changes in the structure and properties of the metal in the heat-affected zone. Generally, low-carbon, low-alloy steels have satisfactory heat weldability. However, in comparison with low-carbon ones, when welding low-alloy ones, especially when welding thick metal, heating is used.
When developing welding modes, it should be borne in mind that in the metal structure of the welded joint zone of low-carbon, low-alloy steels, up to 90% martensite is permissible if the metal hardness does not exceed 415HV. This is due to the relatively high plastic properties of low-carbon lath (dislocation) martensite.
Welding with coated electrodes. For welding low-alloy steels of high and high strength, electrodes with a basic type of coating are mainly used.
Depending on the properties of the steel being welded, standard (GOST 9467-60) electrodes are used: type E42A (grades UONI-13/45, SM-11, etc.); type E46A (grade E-138/45N for steels 09G2, 10HSND, 15HSND, etc.); type E50A (grades UONI-13/55, DSK-50, AN-Kh7, etc. for steels 14KhGS, 10KhSND, 15KhSND, etc.); type E55 (grade UONI-13/55U for steels 18G2S, 25GS, 15GS), etc.
For some steels of type 09G2, electrodes coated with rutile type E42 are also used (for example, electrodes of the ANO-1 brand).
Submerged arc welding. In this case, silicon and manganese fluxes AN-348A, AN-60 and fluxes with a reduced content of MnO and SiO2 are used - AN-47, AN-15, AN-22, AN-42 (Table). The electrode wire is selected depending on the composition of the steel being welded (Sv-08GA, Sv-10G2, Sv-08KhM, Sv-08KhMFA, Sv-10NMA, etc.).
Table - Chemical composition of fluxes for welding alloy steels
| Flux brand | Content of main components, % | |||||||||
| SiO2 | MnO | MgO | CaO | CaF2 | TiO2+ ZrO2 | Al2O3 | Fe2O3 | S | P | |
| AN-348A | 41-44 | 34-38 | 5-7,5 | ≤6,5 | 4-5,5 | — | ≤4,5 | ≤2 | ≤0,15 | ≤0,12 |
| AN-67B | 15,5 | 15,7 | — | 7,0 | 14,0 | 5,5 | 38,5 | 0,5 | ≤0,09 | ≤0,1 |
| AN-60 | 42,5-46,5 | 37-41 | 0,5-3 | 3-11 | 5-8 | — | ≤5 | ≤0,9 | ≤0,09 | ≤0,1 |
| AN-47 | 28-32 | 14-18 | 6,5-10,5 | 13-17 | 9-13 | 6-8 | 9-13 | ≤2 | ≤0,05 | ≤0,05 |
| AN-65 | 38-42 | 20-28 | 7-11 | ≤8 | 7-11 | 5-9 | ≤5 | ≤2 | ≤0,1 | ≤0,1 |
It is most rational to use fluxes with a reduced content of MnO and Si02 for welding low-alloy steels, since the contamination of the weld metal with slag inclusions is reduced.
Good results were obtained when welding high-strength low-alloy steels using AN-17 and AH-17M fluxes in combination with silicon-manganese and other alloyed wires (for example, Sv-08KhN2M; Sv-08KhMFA). These fluxes are characterized by a reduced content of MnO and Si02 and the presence of small amounts of iron oxides. In this case, fluxes contain a sufficient amount of calcium fluoride and calcium oxide. A similar composition of the flux and, accordingly, the slag provides good metallurgical conditions for the formation of the weld pool and leads to a decrease in the initial concentration of sulfur and phosphorus, as well as hydrogen in the weld metal.
Welding in an atmosphere of protective gases. The technology for welding low-alloy steels in an atmosphere of protective gases is not much different from the technology for welding carbon steels.
Low-alloy steels are welded with a consumable electrode in most cases in carbon dioxide. When welding steels 09G2, 10G2SD, 14KhGS, 15KhSND and similar ones, electrode wire Sv-08G2S is mainly used. To increase the corrosion resistance of welded joints in sea water, welding wire Sv-08KhG2S is used.
In some cases, to increase welding productivity, improve the appearance of seams, and increase the plastic properties of the weld metal, flux-cored wires of the PP-AN8, PP-AN10, PP-AN4, PP-AN9 brands are used. PP-AN4 and PP-AN9 wires provide higher mechanical properties of the weld metal at subzero temperatures. High-strength low-alloy steels are welded with electrode wires of complex alloying, which are selected depending on the properties of the steels being welded.
Electroslag welding. The technology for electroslag welding of low-alloy steels is similar to the technology for welding carbon steels. Welding is mainly carried out using AN-8 flux, but it is possible to use AN-22 flux. The electrode wire is selected depending on the properties of the steel being welded. For example, when welding steels 09G2S, 16GS, 14GS, 15HSND, wires Sv-08GS and Sv-10G2 are used. Wire Sv-08GA does not provide sufficient strength to the weld metal.
Depending on the predisposition of the base metal to grain growth and the requirements for the welded joint, heat treatment is prescribed after welding. For steels prone to grain growth, normalization is usually prescribed; for steels that are not prone to grain growth, as a rule, tempering is limited to a temperature of 650 ° C.
Characteristics of heat-resistant steels and features of their welding. Low-alloy heat-resistant steels belong mainly to the pearlitic class (for example, steel 12Х1МФ.) They are characterized by sufficient heat resistance, heat resistance, ductility margin and structural stability at temperatures up to 600 ° C, which allows them to be used, depending on the composition, for work in the temperature range of 450 —585° C.
The increased strength of steel at high temperatures is achieved through strengthening with alloying elements - a solid solution of iron and the formation of stable carbides that are not prone to coagulation. The main alloying elements of heat-resistant steels are carbide-forming elements: chromium, molybdenum, vanadium, tungsten, niobium. The carbon content of chrome-molybdenum and chrome-molybdenum-vanadium steels is typically 0.08–0.12%.
Heat-resistant steels are strengthened by heat treatment. However, as a rule, steels are used either in the annealed state, or after normalization and high tempering (at a temperature of 650-750 ° C, depending on the grade of steel). The use of steels in such states is due to the peculiarities of their operation: long service lives (hundreds of thousands of hours) at elevated temperatures (450-585 ° C).
Metallurgical features of welding. Heat-resistant steels are considered calm steels.
Welded joints of heat-resistant steels, as a rule, are subjected to long-term operation at elevated temperatures. Under such conditions, diffusion processes develop significantly. If there is a difference in the composition of the weld metal and the base metal, especially in carbide-forming elements, a redistribution of carbon, which has increased diffusion mobility compared to other steel components, is possible. This can lead to an unfavorable change in the properties of the metal in the welded joint area. To prevent the development of these processes, the composition of the weld metal must be close to the base one. First of all, this relates to the content of carbide-forming elements.
In order to prevent the formation of crystallization cracks, the carbon content in the weld metal is limited to 0.07–0.12%, and the necessary properties of the weld metal are ensured through the additional introduction of alloying elements, which exclude noticeable development of diffusion processes in the region of the fusion boundary. In this case, it is rational to use complex alloying of the weld metal with chromium, molybdenum, vanadium, and tungsten so that the concentration gradient for each element in the fusion zone is small.
Changes in the structure and properties of the metal in the heat-affected zone. In the heat-affected zone of heat-resistant steels, two characteristic sections can be distinguished that determine the performance of the welded joint: a section of increased hardness, which includes a high-temperature region and an austenitization zone, and a section of reduced hardness, including a zone of incomplete recrystallization and softening in the case of using steel in a state after normalization and high vacation.
Austenite in heat-resistant steels is prone to overcooling and the formation of hardening structures. This must be taken into account when choosing a welding mode, especially when multilayer welding of thick elements. To prevent the formation of cold cracks, welding of heat-resistant steels, especially when the thickness of the elements being joined is over 10 mm, is performed with heating.
The heating temperature (local or general) is prescribed depending on the grade of steel being welded. With increasing carbon content and alloying degree, the heating temperature increases.
The performance of welded joints in heat-resistant steels is greatly influenced by the second section, especially in the area of incomplete recrystallization. This is due to the fact that in the specified zone of the welded joint, along with the decomposition products of the high-carbon austenite newly formed during welding, the metal structure contains ferrite with a reduced (compared to austenite) carbon concentration. Therefore, the area of incomplete recrystallization is characterized by heterogeneity of structure and mechanical properties, which especially affects long-term strength at high temperatures.
The destruction of compounds occurs in a zone of incomplete recrystallization due to the localization of plastic deformation and destruction of ferrite grains.
Improvement in the properties of the metal in the heat-affected zone is achieved, as a rule, through high-temperature tempering. More optimal properties are achieved by carrying out complete heat treatment (normalization and high-temperature tempering) of the welded product. However, as a rule, it is not possible to apply such heat treatment to bulky welded products.
Welding features. Welding with coated electrodes is the main method of making welded joints on heat-resistant steels. This is due to the fact that parts and assemblies of power engineering are distinguished by the complexity and variety of design solutions and the single nature of production. Welding is predominantly carried out with electrodes with a basic coating. Depending on the composition of the steel being welded, electrodes are used; for welding steel 12МХ - type E-МХ (grade GL-14 with a rod made of wire Sv-08ХМ); for welding steels 12Kh1MF, 15Kh1M1F, 20KhMF-L - type E-KhMF (grade TsM-20-63 with a rod made of Sv-08KhMFA wire), etc.
Submerged arc welding is performed in combination with alloyed electrode wire, for example, a combination of AN-22 flux with Sv-08KhMFA wire or AN-17M flux with Sv-08KhGSMFA wire.
Welding in a shielded gas atmosphere is successfully used for heat-resistant steels. The method of arc welding in a carbon dioxide atmosphere is especially widely used. The wire grade is selected depending on the composition of the steel being welded. For steel 20KhM, wire Sv-10KhG2SMA is used, for steels 12Kh1MF, 15Kh1M1F, 20KhMF-L - wire Sv-08KhGSMFA.
Electroslag welding
Electroslag welding is widely used in the manufacture of structures made of thick sheet low-carbon steels. When atom, equal strength of the welded joint is achieved by alloying the weld metal through the electrode wire and the transition of elements from the molten metal to the edges of the base metal. Subsequent heat treatment, in addition to reducing residual stresses, has a beneficial effect on the structure and properties of welded joints.
When electroslag welding of the steels under consideration, fluxes AN-8, AN-8M, FC-1, FC-7 and AN-22 are used. The choice of electrode wire depends on the composition of the steel. When welding mild low-carbon steels with a content of up to 0.15% C, good results are achieved when using wire grades Sv-08A and Sv-08GA. To prevent the formation of gas cavities and bubbles when welding boiling steels containing little silicon, Sv-08GS electrode wire with 0.6-0.85% Si is recommended.
When sputtering steel grades VStZ, satisfactory results are obtained when using electrode wires of grades Sv-08GA, Sv-10G2 and Sv-08GS.
Low alloy steels. Low-alloy structural steels are divided into low-carbon, heat-resistant and medium-carbon. In steels of this group, the carbon content does not exceed 0.25%, and alloying elements 2-5%. Depending on the alloying, low-carbon steels are divided into manganese (14G, 14G2), silicon-manganese (09G2S, 10G2S1, 14GS, etc.), chromium-silicon-manganese (14KhGS, etc.), chromium-silicon-nickel-copper (10KhSND, 15KhSND, etc.).
Low-alloy heat-resistant steels have increased strength under high operating temperatures. They are most widely used in the manufacture of metal structures of power plants.
Low-alloy medium-carbon steels (more than 0.25% carbon) (17GS, 18G2AF, 35ХМ, etc.) are usually used in a heat-treated state.
Features of welding low-alloy steels. These steels are more difficult to weld than low-carbon steels. During welding, hardening structures can form, and overheating (grain growth) in the heat-affected zone is possible. To prevent the formation of hardening structures, heating of the product, multilayer welding with a short time interval between the application of metal layers into the seam, etc. are used.
Coated welding electrodes are selected so that the content of carbon, sulfur, and phosphorus in them is low.
Low-alloy low-carbon steels 09G2, 09G2S, 10HSND, 10G2S1 and 10G2B do not harden when welding with coated electrodes and are less prone to overheating. Welding of these steels is similar to welding of low-carbon steels. To ensure equal strength during welding, electrodes of types E46A and E50A are used. The product is not heated before welding. The hardness and strength of the heat-affected zone and the base metal are practically the same.
When making connections from low-alloy low-carbon steels 12GS, 14G, 14G2, 14KhGS, 15KhSND, 15G2F, 15G2SF, the welding mode must be selected so that there are no hardening structures and strong overheating of the metal. To prevent overheating, steels 15KhSND and 14KhGS should be welded at a low welding current using electrodes of a smaller diameter (compared to welding low-carbon steels). Equal strength of the welded joint when welding steels 15KhSND and 14KhGS is achieved by using electrodes of the E50A or E55 type. Welding is carried out with electrodes with a diameter of 4-5 mm in several layers, and when the steel thickness is more than 15 mm, the seams are performed in a “cascade” or “blocks”, while the metal is not heated too much so as not to overheat the heat-affected zone.
For welding low-alloy steels of high and high strength, as a rule, electrodes with a basic coating are used. Depending on the properties of the steel being welded, electrodes are used: type E42A (grades UONI-13/45, SM-11, etc.); type E46A (grade E-138/45N for steels 09G2, 10HSND, 15HSND, etc.); type E50A (grades UONI-13/55, DSK-50 and others for steels 14KhGS, 10KhSND, 15KhSND, etc.); type E55 (grade UONI-13/55U for steels 18G2S, 25GS, 15GS, etc.).
For some steels of type 09G2, electrodes coated with rutile type E42 are also used (for example, electrodes of the ANO-1 brand).
Defective areas should be welded with seams of normal section no more than 100 mm long or preheated to 150-200 °C.
When welding heat-strengthened steels, to reduce the softening of the metal in the heat-affected zone, it is recommended to weld with long seams along cooled previous seams. The welding mode should be selected so that the seams are made with low heat input.
The metals being welded (steels, alloys) can have the same or different chemical composition and properties. In the first case, these are metals that are homogeneous in chemical composition and properties; in the second, they are dissimilar.
Medium alloy steels. Medium-alloy steels (alloying element content 5-10%) are used for the manufacture of structures operating at low or high temperatures, under shock and alternating loads, in aggressive environments and other difficult conditions. They are divided into heat-resistant, high-strength, etc.
To ensure the required quality of welded joints, it is necessary to perform a number of technological methods.
— In parts made of high-strength alloy steel, smooth transitions should be provided when connecting elements and changing sections, smooth roundings of corner joints and other structural forms that eliminate stress concentrations.
— It is recommended to assemble the elements using assembly devices that ensure free shrinkage of the seams while maintaining the dimensions of the structures.
— Welds are performed with preliminary and concomitant heating, if the strength of the welded joint should not be lower than the strength of the base metal. Sheet structures with a thickness of up to 3 mm or less are welded without heating; for larger thicknesses, heating is used. For example, for steels ZOKHGSA, 25KhGSA, the heating temperature is 200-300 °C. In order to avoid overheating, welding is used at low heat input (low heat input). After welding, the joint is subjected to heat treatment - high tempering.
— Welds are made without preliminary and concomitant heating, if the welded joint is not subject to strength requirements similar to the strength of the base metal. In this case, the seams are welded using electrodes that ensure the production of austenitic weld metal. In this case, subsequent heat treatment is not performed.
When welding medium-alloy steels, hardening structures and cold cracks can form, and overheating of the metal in the heat-affected zone is possible. The higher the content of carbon and alloying impurities, the thicker the metal, the worse the weldability of these steels.
Medium alloy steels are welded with coated electrodes with a base coating using direct current of reverse polarity.
Depending on the requirements for the weld metal, electrodes are used to ensure the production of medium-alloyed weld metal. These include electrodes of the brands UONI-13/85 (type E85), VI-10-6 (type E100), NIAT-ZM (type E125), NIAT-3 (type E150) and electrodes that ensure the production of austenitic weld metal, for example brand NIAT-5 (type E-11X15N25M6AG2).
The seams are made in multi-layer, cascade or block ways, with short time intervals between the application of layers. Heating the metal above 150 °C reduces the likelihood of the formation of hardening structures and cracks. The electrodes are calcined before welding. Metal edges should be carefully protected from moisture, rust, organic and other contaminants.
Steels 20KhGSA, 25KhGSA, ZOKHGSA, ZOKHGSNA are welded with electrodes of the TsL-18-63, TsL-30-63, NIAT-ZM, TsL-14, UONI-13/85 grades with an extremely short arc. After welding, the joints are subjected to heat treatment - hardening at a temperature of 880 ° C and low tempering in order to ensure high strength.
Welding heat-resistant steels. Heat-resistant steels are intended for the manufacture of parts operating at high temperatures (400-600°C) and at gas or steam pressure up to 30 MPa. These steels have a tendency to crack in the heat-affected zone. Therefore, preheating to 200-400 °C and subsequent heat treatment (tempering) according to the following regime are required: heating the product to 710 °C, holding at this temperature for at least 5 minutes per 1 mm of metal thickness, followed by slow cooling. Sometimes these steels are annealed at a temperature of 670-800 °C.
Products made of steels 12МХ and 20МХЛ, operating at temperatures up to 850°С, are welded with TsL-14 electrodes. Welding is performed with preheating of the product up to 200°C for steel 12МХ and up to 300°С for steel 20МХЛ. After welding, high tempering is used at a temperature of 710 °C.
Products made from steels 34ХМ and 20Х3МВФ, operating at temperatures up to 470°С, are welded with TsL-30-63 electrodes. Welding is performed with preliminary and concomitant heating of the product to 350°C -400°C. Welded joints are tempered at a temperature of 600 °C.
Products made from steels 20ХМФ, 20ХМФЛ, 12Х1М1Ф, operating at temperatures up to 570°С, are welded with TsL-20-63 electrodes with a short arc with preliminary and concomitant heating to 350°С. After welding, a high tempering is recommended at 700-740 °C for 3 hours.
Welding of heat-resistant steels with coated electrodes is carried out in the same conditions as welding of low-alloy structural steels. In this case, it is necessary to completely boil the root of the seam, for which the first layer is performed with electrodes with a diameter of 2-3 mm. Most electrodes are designed for DC welding with reverse polarity. The welding technique for heat-resistant steels is similar to the welding technique for low-carbon steels. Multilayer welding is performed in a cascade manner (without cooling each layer of the completed weld).
Welding of high-strength steels. In the manufacture of critical welded structures, high-strength steels 14Kh2GMRB, 14Kh2GMRL, 14Kh2GM and 12GN2MFAYU are widely used.
The main difficulty in welding these steels is the need to prevent the formation of a weld and a heat-affected zone of cold cracks in the metal, as well as structures that sharply reduce the resistance of welded joints to brittle fracture. Solving the problem is complicated by the fact that welded joints must acquire the required operational and technological properties after welding without additional heat treatment.
To increase the resistance of welded joints made of high-strength steels to the formation of cold cracks, it is necessary to calcinate the electrodes before welding to remove moisture. Certain conditions for preparing for welding and making connections must also be observed.
Manual welding of high-strength steels is performed with electrodes of the EA-981/15 grade. These electrodes are easy to use for welding in all spatial positions. Welding is carried out with direct current of reverse polarity. The strength of the welding current depends on the diameter of the electrode and the position of the seam. For example, welding in the lower position with an electrode with a diameter of 4 mm is carried out at a welding current of 150-200 A. Before welding, the electrodes are calcined at a temperature of 420-450 ° C.
Before welding, the surfaces of parts and places where seams are applied are cleaned until rust, scale, paint, oil, moisture and other contaminants are completely removed. Stripping is carried out in an area equal to the width of the seam plus 20 mm in each direction.
When making connections, it is necessary to prevent moisture from entering the welding zone and prevent rapid cooling of the welded joints.
Assembling parts for welding is often done using tack welding tools. Tacks 50-100 mm long are made with electrodes of the UONI-13/45A or EA-981/15 brands. The distance between tacks should not exceed 400-500 mm. They should not be installed where seams intersect. Tack welds must be thoroughly cleaned and inspected before welding. Welding must begin and end on technological (lead) strips welded to the product. In addition, smooth transitions from the seam to the base metal should be created.
To prevent the formation of cold cracks when welding joints of large thickness and rigidity, preheating should be used. As a rule, it is prescribed when welding metal with a thickness of over 20 mm. Heating temperature 60-150°C.
The resistance of welded joints to the formation of cold cracks can be increased by using welding technology with soft layers. This technological technique consists in the fact that the first layers of a multilayer seam are made with less durable and ductile metal compared to the subsequent ones. Sometimes plastic seams in one or two layers are applied in the process of filling the edges. To make soft layers, electrodes of the UONI-13/45 brand can be used.
When welding butt joints on both sides, it is recommended to place the first seam on the side opposite to the tacks. After applying each bead, the weld metal and heat-affected zone are thoroughly cleaned of slag and metal splashes. If the arc breaks, it is necessary to thoroughly clean the crater from slag and only then initiate the arc again.
After completion of welding work in installation conditions, welded joints must be covered with asbestos fabric or rolls of sand for slow cooling.
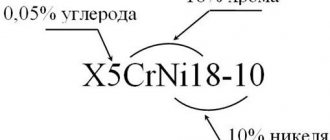
High alloy steels and alloys. High-alloy steels include steels in which the content of one or more alloying elements is 10-15%.
In accordance with GOST 5632-72, there are 94 grades of high-alloy steels and 22 grades of high-alloy alloys.
High-alloy steels and alloys are classified according to the alloying system, structure, properties and other characteristics.
According to the alloying system, high-alloy steels are divided into chromium, chromium-nickel, chromium-manganese, chromium-nickel-manganese and chromium-manganese nitrogen.
According to their structure, high-alloy steels are divided into martensitic (15X5, 15X5M, etc.), martensitic-ferritic (15X6SYu, 12X13, etc.), austenitic-martensitic (07X16N6, 08X17N5MZ, etc.), austenitic-ferritic (08X20N14S2, etc.) steels. and austenitic classes (03Х17Ш4М2, 12Х18Н9, etc.).
According to their properties, high-alloy steels and alloys are corrosion-resistant (stainless), heat-resistant and heat-resistant.
Features of welding high-alloy steels and alloys. Most high-alloy steels and alloys, compared to low-carbon steels, have a lower (1.5-2 times) thermal conductivity coefficient and a higher (about 1.5 times) linear expansion coefficient. A low coefficient of thermal conductivity leads to a concentration of heat during welding and, as a result, to an increase in metal penetration, and a high coefficient of linear expansion leads to large deformations of the welded products.
These steels are prone to the formation of hot and cold cracks during welding, which complicates the process of ensuring the quality of welded joints with the required properties. In this regard, when welding products made from these materials, certain requirements must be met. Typically, welding is carried out at high speed and at low welding current to obtain a minimum heating zone.
High alloy steels and alloys are more prone to cracking than low carbon steels. Ways to prevent cracks during welding: creating a two-phase structure in the weld metal (austenite and ferrite); limiting the content of harmful impurities in the seam (sulfur, phosphorus, lead, antimony, bismuth); use of electrode coatings of basic and mixed types; reducing the rigidity of welded assemblies.
To obtain welded joints without cracks, it is recommended to assemble the welded parts with a certain gap. It is better to make seams with electrodes with a diameter of 1.6-2.0 mm with a minimum heat input.
Heating (general or local) to a temperature of 100-300°C is recommended depending on the nature of the structure of the base metal, carbon content, thickness of the elements being welded and the rigidity of the product. For martensitic steels and alloys, heating the product is mandatory; for austenitic steels it is rarely used.
When arc welding high-alloy steels, surfaces should be protected from splashes of metal and slag, as they can cause corrosion or stress concentrations that weaken the structure. To prevent welding spatter, a protective coating is applied to the surface of the metal adjacent to the seam.
The requirements for the quality of assembly and cleaning of metal before welding are quite stringent.
After welding, martensitic, martensitic-ferritic, and sometimes ferritic steels are subjected to high tempering at a temperature of 680-720 °C, and heat-resistant (12X13, 20X13, etc.) - at 730-750 °C. Tempering improves the structure, mechanical properties and corrosion resistance.
For welding martensitic, martensitic-ferritic and ferritic steels, electrodes are used, the rods and coatings of which provide a deposited metal that is close in chemical composition to the base metal. For example, martensitic steel 15X11VMF is welded with electrodes of the E12X11NVMF type, grade KTI-10; martensitic-ferritic steel 12X13 - electrodes type E12X13 brand UONI-13/1X13, etc.
If structures made of steel of this class are subject to static load and there are no high strength requirements for the seams, welding can be performed with austenitic or austenitic-ferritic electrodes. Thus, ferritic steel 15X25T is welded with electrodes of type E02Х20Н14Г2М2 grade OZL-20, and tempering after welding can be omitted.
To prevent grain growth and increase the fragility of the heat-affected zone when welding such steels, a low heat input mode is used.
High-alloy chromium-nickel steels include steels of the austenitic, austenitic-martensitic and austenitic-ferritic classes. These steels and alloys contain few harmful impurities, so the main requirements for welding are good protection of the molten metal from air and the use of electrodes with a rod having an austenitic structure and a basic type of coating.
Welding austenitic steels does not cause any particular difficulties. It must be borne in mind that in welded joints of austenitic-ferritic and austenitic-martensitic steels, hydrogen evolution along the grain boundaries is possible. To prevent this, the welded joint is tempered for 1-2 hours at a temperature of 150 °C.
GOST 10051-75 provides 49 types of coated electrodes for manual arc welding of high-alloy steels. Each electrode type includes one or more brands of electrodes.
Topic 2.3. Welding technology alloy hardening steels. Characteristics of steels. The main factors complicating welding of hardening steels of pearlitic and martensitic classes. Technological features of welding. Welding materials. Welding technique. Assignment of welding modes.
WELDING TECHNOLOGY FOR MEDIUM-ALLOY STEELS
Characteristics of steels. Medium-alloy steels, depending on the composition, are characterized by high tensile strength and fluidity in combination with sufficient plastic properties (Z0KhGSNA), relatively high heat resistance (20KhZMVF), scale resistance (12Kh5MA), etc.
The properties of medium-alloy steels can be adjusted within certain limits due to the mutual change in the content of carbon and alloying elements, as well as depending on the heat treatment mode.
A change in the mechanical properties of steel over a wide range depending on the type of heat treatment causes significant difficulties in welding. Medium alloy steels are sensitive to cold cracking; they are also prone to the development of crystallization cracks in the weld metal. This is especially evident when it is necessary to ensure equal strength of the weld metal with the main one.
Medium alloy steels are supplied in accordance with GOST 4543-71 and special specifications; they can belong to either the pearlite (25KhGSA, Z0KhGSA, 35KhGSA) or martensitic (30Kh2GN2SVMA) classes.
⇐ Previous20Next ⇒
Recommended pages:
The best way to weld low alloy steel
The most acceptable method of welding low-alloy steel is manual arc welding. The process technique is similar to welding low-carbon steels. These materials contain no more than 0.25% carbon and have good weldability at any thickness of the parts being joined and air temperature.
Advantages of the method:
- versatility;
- simplicity;
- possibility of welding in any position in space and hard-to-reach places.
Welding technique
Butt joints of metal with a thickness of 0.8-1.2 mm are welded on copper or ceramic linings. Metal with a thickness of more than 1.2 mm can be welded by weight.
Structures with a wall thickness of up to 3 mm are welded in one pass without cutting the edges. It is advisable to weld in a vertical position from top to bottom. Welding is carried out with periodic interruptions of the process or in pulse mode.
Metal with a thickness of 4 mm or more is welded on both sides without cutting the edges, but with a gap. Welding in the lower position is carried out in the direction from left to right - “backward angle” or from right to left - “forward angle”. Vertical seams with a metal thickness of up to 3 mm are welded from top to bottom, and over 3 mm - from bottom to top.
When multi-pass welding of butt and T-joints to ensure penetration, the first pass is performed with a gap of up to 0.5 mm without transverse vibrations of the torch, and with a gap of more than 0.5 mm - with transverse vibrations. The second and subsequent passes are performed only with transverse vibrations. Subsequent seams are applied after cleaning the slag crust from the previous seams.
When welding at high current conditions, for high-quality crater filling, you need to reduce the welding current to 150-170 A, and the arc voltage to 24-26 V.
Technology
Manual arc welding is the most common method of joining materials for welding structures, in which manually:
- arc is excited;
- the electrode is fed and moved.
The work is carried out with coated electrodes. The method involves burning a welding arc from an electrode onto the object being welded. The edges of the product are melted, the metal of the electrode rod and the electrode coating are melted. The base metal and electrode material crystallize to form a weld.
Scheme of manual arc welding with covered electrodes
Electrodes and equipment used
Equipment includes:
- welding machine;
- launch equipment;
- set of electrodes;
- electrode holders;
- welding cables;
- other accessories.
Brand and type are selected taking into account:
- purpose of the product;
- degree of his responsibility.
Types of coated metal electrodes for manual arc welding of low-alloy steels are prescribed in GOST 9467-75.
Information on electrodes for welding low-alloy structural steels is presented in the table.
| Electrode brands | Additional information about steels |
| E50, E46, E42, E38 | Temporary tensile strength – up to 50 kgf/mm |
| E50A, E46A, E42A | Increased requirements for impact strength and ductility |
| E60, E55 | Temporary tensile strength from 50-60 kgf/mm |
Requirements for electrodes:
- ensuring their strength is equal to the base material;
- absence of defects in welded joints;
- ensuring durability of seams under different operating conditions;
- obtaining the required chemical composition of the weld metal.