Mechanical engineering, instrument making, machine tool building and other areas of industry in the production process use a huge amount of materials, both classical, known for decades and hundreds of years, and completely new, modern ones. Steel is one of the classic and widely used materials. The classification of steels by chemical composition provides for their division into alloyed (with the introduction of alloying elements that provide the alloy with the necessary mechanical and physical properties) and carbon.
Steel 40x is a structural alloy alloy. The word “structural” indicates that the material is used for the manufacture of various mechanisms, structures and parts used in mechanical engineering and construction, and has a certain set of chemical, physical and mechanical properties.
Chemical composition
The number 40 in the marking indicates that the percentage of carbon in the alloy ranges from 0.36 to 0.44, and the letter x indicates the presence of the alloying element chromium in an amount of no less than 0.8 and no more than 1.1 percent. Alloying steel with chromium gives it the property of resistance to corrosion in an oxidizing environment and atmosphere. In other words, steel acquires stainless properties . In addition, chromium determines the structure of the alloy, its technological and mechanical characteristics.
The remaining chemical elements are included in steel x 40 in the following quantities:
- no more than 97% iron;
- 0.5 - 0.8% manganese;
- 0.17 - 0.37% silicon;
- no more than 0.3% copper;
- no more than 0.3% nickel;
- no more than 0.035% phosphorus;
- no more than 0.035% sulfur.
Physical and mechanical properties
When considering the mechanical properties of 40X steel, it should be taken into account that it has high hardness and strength, the structure can withstand significant loads and is not subject to destruction during operation. Steel 40X is characterized by the following positive qualities:
- Quite high corrosion resistance, which is achieved by including chromium in the composition.
- High strength indicators. Hardness is measured in various indices, HRC and HB are often used. The hardness indicator corresponds to a value of 217 MPa.
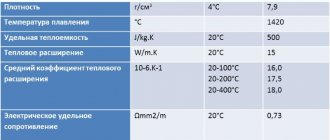
- When choosing a more suitable material, attention is paid to specific gravity. The density of 40X steel is 7820 kg/m3.
The elastic modulus and yield strength can vary over a fairly wide range, depending on temperature. For example, with a significant increase in temperature, the elastic modulus decreases. The yield strength determines how applicable the alloy is when producing workpieces by casting.
The alloy also has several significant disadvantages:
- Tempering fragility. After hardening, the structure becomes very susceptible to impact loads. The likelihood of increased brittleness can be reduced by following heat treatment technology.
- High tendency to form flakes. It is characteristic of quite a large number of different alloys.
- Poor weldability complicates the manufacturing process of various products. If desired, a variety of welding technologies can be used. The process is greatly simplified by preheating the structure. In addition, the structure is difficult to cut when using welding equipment.
- Flock sensitivity is a property that determines the high probability of internal cracks appearing after casting various products. Such defects often occur during hot deformation of alloy steel. Such defects cause high concentrations of hydrogen during heat treatment. The likelihood of defects can be reduced by strictly observing the temperature regime.
Recently, the method of vacuumization of the alloy has been quite often used, due to which the hydrogen concentration is reduced. That is why the quality of the resulting structure increases significantly.
physical characteristics
Almost all physical properties of metals depend directly or inversely on temperature . Indicators such as resistivity, coefficient of linear expansion and specific heat capacity increase with increasing temperature, while the density of steel, its modulus of elasticity and thermal conductivity, on the contrary, decrease with increasing temperature.
Another physical characteristic, called mass, does not depend on practically anything. The sample can be subjected to heat treatment, cooled, processed, given different shapes, and the mass will remain unchanged.
The physical characteristics of all known grades of domestic steels and alloys, including the grade described, are summarized in tables and placed in reference books on metal science.
Features of the 40x steel hardening process
The features of 40x steel, as indicated above, are determined by the rich content of impurities in it. Among them, in addition to the main ones considered, there are copper, manganese, nickel, silicon, sulfur and phosphorus. All these elements, in a sense, complicate the processing of such metal, including thermal processing. So, in order to achieve the required ductility when hardening 40x steel, it is necessary to ensure strong heating of it in a muffle furnace to the specified temperatures. The material also needs to be cooled in a certain mode to achieve the required hardness of the structure.
Since 40x steel is used in the manufacture of parts of critical mechanisms: gears, shafts, racks, axles, bushings and bolts, special attention is paid to the accuracy of its hardening process.
What you need to know about the material when choosing a specific heat treatment mode:
- The hardness of the metal in its initial state, expressed in megapascals - HB 10-1 = 217.
- The temperature of the so-called critical points. These are indicators of heating to certain degrees, after which 40x steel may lose its positive qualities: Ar1 = 693, Ar3(Arcm) = 730, Ac3(Acm) = 815, c1 = 743.
- If the tempering temperature is taken to be 200 degrees Celsius, then the hardness index HB will be equal to 552 MPa.
Hardening steel 40x definitely leads to an increase in its hardness and a decrease in ductility. But the percentage of these indicators for such a metal will depend on the following factors:
- The time it takes for the part to be heated to a given temperature affects the overall heat treatment rate.
- The interval for keeping the metal in a heated state. The uniformity of heating of the entire metal structure and bringing each link of the crystal lattice into a mobile state depends on this indicator.
- The rate at which the workpiece is cooled. An important parameter when forming a new crystal lattice.
Effect of heat treatment on quality
Steel in its original state is a fairly plastic mass and can be processed by deformation. It can be forged, stamped, rolled.
To change the mechanical properties and achieve the required qualities, heat treatment of the metal is used. The essence of thermal or heat treatment is the use of a set of operations for heating, holding and cooling hard metal alloys. As a result of such processing, the alloy changes its internal structure and acquires certain properties necessary for the manufacturer and consumer.
Critical points
Critical points are temperatures at which the structure of steel and its phase state change. Calculated in 1868 by Russian metallurgist and inventor Dmitry Konstantinovich Chernov , which is why they are sometimes called Chernov points.
Such points are designated by the letter A. The lower point A1 corresponds to the temperature at which austenite turns into pearlite when cooled or pearlite into austenite when heated. Point A3 is the upper critical point, corresponding to the temperature at which ferrite begins to separate during cooling or its dissolution ends when heated.
If the critical point is determined during heating, then the index “c” is added to the letter “A”, and when cooling, the index “r” is added.
For this steel, the following critical point temperatures are determined:
- 743*C - Ac1;
- 815*C - Ac3;
- 730*C - Ar3;
- 693*C - Ar1.
Algorithm for heat treatment of steel and alloys:
- annealing:
- hardening;
- vacation;
- normalization;
- aging;
- cryogenic treatment.
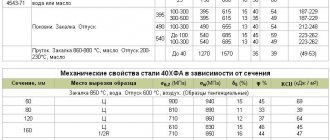
Heat treatment for 40x steel . Characteristics of the temperature regime in accordance with the requirements of GOST 4543–71:
- hardening of steel 40x in an oil environment at a temperature of 860*C;
- tempering in water or oil at a temperature of 500*C.
As a result of this heat treatment, this steel acquires increased hardness (HB hardness number no more than 217), high tensile strength (980 N/m2) and impact strength of 59 J/cm2.
Yield strength
Speaking about mechanical properties, it is necessary to mention such an important characteristic as the yield strength. If the applied load is too great, then the structure or its parts begin to deform and not elastic (completely disappearing, reversible), but plastic (irreversible residual) deformations appear in the metal. In other words, the metal “flows.”
The yield point is the boundary between elastic and elastoplastic deformations. The value of the yield strength depends on many factors: heat treatment mode, the presence of impurities and alloying elements in the steel, microstructure and type of crystal lattice, temperature.
In metallurgy, a distinction is made between the concepts of physical and conditional yield strength.
The physical yield strength is the stress value at which the deformation of the test specimen increases without increasing the applied load. In reference books, this value is designated σt and for grade 40x its value is no less than 785 N/mm2 or 80 KGS/mm2.
It should be noted that plastic (irreversible) deformations do not appear in the metal instantly, but increase gradually, with increasing applied load. Therefore, from a technology point of view, it is more appropriate to use the term “conditional (technical) yield strength.”
The conditional (or technical) yield strength is the stress at which the prototype receives a plastic (irreversible) elongation of its calculated length by 0.2%. In the tables this value is designated as σ 0.2 and for steel 40x it is:
- at temperatures from 101 to 200*C - 490 MPa;
- at temperatures from 201 to 300*C - 440 MPa;
- at temperatures from 301 to 500*C - 345 MPa.
Why is steel hardening and tempering needed?
As a rule, steel products go on wide sale after hardening. Hardening is carried out in special furnaces at metallurgical plants and is the final stage of preparing the metal for the manufacture of various products (chef's and hunting knives, scissors, surgical instruments).
Modern technologies make it possible to carry out this procedure quickly and safely, while the product does not become fragile due to sudden temperature changes. As a rule, furnaces that are installed in factory and factory workshops at steel mills have several operating modes, so the product is cooled gradually (and this is very important for preserving the structure of the metal). Nitriding is used quite often.
The main disadvantage of these methods is that they are not suitable for use at home. However, situations often arise when steel products purchased in a specialized store require additional processing, namely strengthening. Hardening of steel followed by tempering is necessary because:
- A product that has been subjected to heat treatment will retain its hardness for a long time;
- Hardening is an excellent protection against metal corrosion. Experts say that the likelihood of rust on hardened products is significantly reduced;
- Piercing and cutting objects, hardened at home or in a factory (factory), begin to better perform their main function. They become sharper and do not become dull for a long time, even with active use;
- Heat treatment also has a positive effect on the appearance of the metal product.
Most often, ATs40ХМ metal is used for the manufacture of products needed in everyday life. For mechanical engineering, the 40KhGM grade is most often used. For the manufacture of surgical instruments - grade 40x metal. Hardening metal at home, subject to all technologies, is no less effective than strengthening steel in production.
When working with metal, especially at high temperatures and in the presence of open flame sources, safety precautions should be strictly observed. This applies to both the steel mill worker and the home craftsman.
Experts categorically do not recommend hardening steel using chemicals, as there is a risk of serious burns or severe poisoning. At home, it is best to use a thermal method of strengthening steel products, when metal molecules are more closely attracted to each other due to the active release of thermal energy. All work must be carried out outdoors or in a specially equipped room.
Main advantages
You can harden metal yourself. The main thing is not to forget about tempering the metal, which must be carried out after hardening and temperature normalization. Sometimes this procedure is also called "annealing". The procedure of strengthening metal with oil or the so-called “hardening in two environments” - in water and oil - is very popular. But a person who does not have experience should not undertake hardening using hot liquids, as serious injury can occur if safety precautions are violated.
The lack of tempering of the metal after hardening often leads to the fact that, due to a sharp temperature change, the metal becomes harder, but more brittle and brittle. If hardening occurs at the factory, the tempering procedure occurs in full accordance with GOST standards.
Here are the main advantages of hardening steel at home:
- You don't need any special equipment to work. A regular fire or gas burner will do;
- Heat treatment does not take much time. If metal is hardened over a fire, the degree of hardening can be easily determined by the appearance of the product placed in the fire;
- You don't need a lot of space to complete this procedure. You can make a fire or install a muffle stove in the far corner of your summer cottage so as not to disturb anyone;
- You can harden steel objects of any size at home, from large saws and axes to small, delicate surgical instruments.
If a fire is used as a source of open fire, steel hardening should be carried out in calm weather so that an accidental gust of wind does not cause a fire. It is imperative to protect your eyes with special glasses, since prolonged observation of a bright flame can adversely affect your vision. It is also necessary to wear protective clothing made of fire-resistant material.
Technological characteristics
To summarize, 40x steel can be characterized as a hard and durable material that can withstand heavy loads without breaking. PC positive properties include:
- resistance to temperature fluctuations;
- excellent corrosion properties;
- high strength indicators.
Along with these qualities, this material, unfortunately, also has disadvantages. These include:
- difficulties when welding;
- tendency to temper brittleness;
- sensitivity to floc formation.
After heating followed by heat treatment, the steel described is amenable to manual arc welding (MAW) and electroslag welding (ESW). If resistance spot welding (KSW) is used, then subsequent heat treatment is necessary.
Slow cooling of 40x structural alloy steel after tempering leads to its brittleness. This disadvantage does not occur with rapid cooling, but in this case internal stresses may arise, causing deformation.
Flock sensitivity is the tendency of a metal to form internal defects (cavities and cracks), the so-called flakes. To eliminate this drawback, the alloy is evacuated in a ladle with simultaneous argon purging and electric arc heating.
How to make an ax stronger
To improve the quality of the metal from which the ax blade is made, you can easily harden it at home. It is best to harden piercing and cutting products made from steel grade 45. There should also be no problems with products made from metal grade 40×13. You can increase the hardness of the blade by simply lowering it into the fire. Experienced craftsmen can easily determine the degree of hardening by the color of the ax lowered into it. Typically, a product made from 40x steel first turns bright red, and then the color gradually begins to fade. The color of the metal blade changes depending on the heating temperature approximately as follows:
- Bright red color when the product is heated to 300 degrees;
- Orange color at about 400 degrees;
- Rich yellow color when heated to 500−600 degrees;
- Light yellow, almost white color at the final stage, when the incandescence temperature reaches approximately 750-800 degrees.
Next, as a rule, follows the tempering of the metal - its gradual cooling. If you neglect this stage, in the future the ax blade can easily break even under light load.
Assortment of rolled metal products
40x steel is produced and marketed in the following forms:
- long products (including shaped sections) in accordance with GOSTs 4543−71, 2591−2006, 2590−2006, 10702−78 and 2879−2006;
- silver and polished rod according to GOST 14955−77;
- rod calibrated according to GOSTs 8559−75, 7417−75, 1051−73 and 8560−78;
- band according to GOST standards 82−70, 103−2006 and 1577−93;
- pipes according to GOST 13663−86, 8731−74, 8733−74;
- forgings according to GOST 8479−70;
- thick sheet according to GOST 19903−74 and 1577−93.
A sufficient number of domestic (40ХР, 40ХС, 40ХН, 40ХФ, 38ХА, 45Х) and foreign analogues of the described steel grade are known.
Annealing of the first kind (I-th kind)
Annealing of the first kind is a thermal operation consisting of heating a metal in an unstable state, obtained by previous treatments, to bring the metal into a more stable state. This type of annealing may include processes of homogenization, recrystallization, hardness reduction and residual stress relief. The peculiarity of this type of annealing is that these processes occur regardless of whether phase transformations occur during heat treatment or not. There are homogenization (diffusion), recrystallization annealing and annealing, which reduces stress and reduces hardness.
Homogenization annealing
Homogenization annealing is a heat treatment in which the main process is the elimination of the effects of dendritic and intracrystalline segregation in steel ingots. Liquation increases the susceptibility of steel processed by pressure to brittleness, anisotropy of properties and defects such as slate (layered fracture) and flakes. Elimination of segregation is achieved through diffusion processes. To ensure a high diffusion rate, the steel is heated to high (1000–1200 °C) temperatures in the austenitic region. At these temperatures, long (10–20 hours) holding and slow cooling with a furnace are done. Diffusion processes are most active at the beginning of aging. Therefore, in order to avoid a large amount of scale, cooling with a furnace is usually carried out to a temperature of 800 - 820 ° C, and then in air. During homogenization annealing, large austenite grains grow. You can get rid of this undesirable phenomenon by subsequent pressure treatment or heat treatment with complete recrystallization of the alloy. Leveling the composition of steel during homogenization annealing has a positive effect on mechanical properties, especially ductility.
Recrystallization annealing of steel
Recrystallization annealing, used for cold worked steels, is a heat treatment of a deformed metal or alloy. Can be used as a final or intermediate operation between cold forming operations. The main process of this type of annealing is recovery and recrystallization, respectively. Return refers to all changes in the fine structure that are not accompanied by changes in the microstructure of the deformed metal (the size and shape of the grains do not change). The return of steels occurs at relatively low (300–400°C) temperatures. During this process, restoration of crystal lattice distortions is observed.
Recrystallization is the nucleation and growth of new grains with fewer defects in the crystal structure. As a result of recrystallization, completely new, most often equiaxed crystals are formed. There is a simple relationship between the temperature threshold of recrystallization and the melting temperature: TR ≈ (0.3–0.4) TPL., which is 670–700°C for carbon steels.
Stress Relief Annealing
Stress relief annealing is a heat treatment in which the main process is complete or partial relaxation of residual stresses. Such stresses arise during pressure or cutting processing, casting, welding, grinding and other technological processes. Internal stresses remain in parts after the end of the technological process and are called residual. You can get rid of unwanted stresses by heating steels from 150 to 650°C, depending on the grade of steel and the method of previous processing.
High annealing steel
This operation is often called high tempering. After hot plastic deformation, the steel has a fine grain and a satisfactory microstructure. Steel obtains this state during accelerated cooling after plastic deformation. However, the structure may contain components: martensite, bainite, troostite, etc. The hardness of the metal can be quite high. To increase ductility and, accordingly, reduce hardness, high annealing is done. Its temperature is below the critical Ac1 and depends on the requirements for the metal for the next processing operation.
Application area
Due to its properties, 40x steel is widely used in various industries. It is used in the manufacture of cam and crankshafts, axles and axle shafts, rods, plungers, gear shafts, spindles, rings, mandrels, bolts, racks, bushings and other parts whose strength is subject to increased demands. This steel is also used for the manufacture of structures operated in conditions of low ambient temperatures, for example, in the construction of road and railway bridges in northern latitudes.
Steel 40Х
As previously noted, for proper quenching and tempering of steel, its composition and many other features should be taken into account. You can choose the right heat treatment modes taking into account the following information:
- The steel in question belongs to the structural alloy group. The alloy group is characterized by the content of a large number of impurities, which determine changes in performance properties, including hardness.
- Used in industry to create shafts, axles, rods, mandrels, racks, bolts, bushings, gears and other parts.
- Hardness index before heat treatment HB 10 -1 = 217 MPa.
- The temperature of the critical points determines the moment at which 40X steel begins to lose its qualities due to heat treatment: c1 = 743, Ac3(Acm) = 815, Ar3(Arcm) = 730, Ar1 = 693.
- At a tempering temperature of 200 °C, HB = 552.
The interpretation of 40X steel indicates that the material contains 0.40% carbon and 1.5% chromium.
Download GOST 4543-71 “Rolled products from alloy structural steel 40X”