In this article:
1. Stitching the workpiece into the sleeve
2. Rolling of seamless pipes on installations with a pilgrim (intermittent) mill
3. Rolling of seamless pipes on installations with an automatic mill
4. Pipe rolling unit with three-roll aggregate mill
5. Rolling of pipes on continuous mills
6. Production of pipes in installations with rack mills
7. Pipe pressing units
Seamless pipes are made hot- and cold-rolled, as well as cold-drawn, from various carbon, alloy and high-alloy steel grades: chromium-nickel, chromium-molybdenum, manganese, corrosion-resistant and others, meeting the requirements of heat resistance, acid resistance, etc. Pipes are manufactured:
- piercing a whole (round) billet (ingot) into a hollow, thick-walled sleeve; This operation is preceded by preparation (reception, cleaning, cutting to length, alignment) and heating of the workpieces;
- rolling the sleeve into a finished pipe or into a semi-product for further processing on finishing mills;
- finishing of finished pipes.
In addition to cutting, straightening, chamfering and finishing, they apply threads, make other types and designs of pipe connections depending on their purpose, and also carry out galvanizing, varnishing and cladding with various protective materials.
How pipes are made: features of the production of seamless pipes
Seamless pipes are a type of rolled metal, the production technology of which provides for the absence of any seams along the entire length of the product. Such parts do not contain other connections. Such solid blanks are produced on special rolling machines. Therefore, the production process is called “rolling”.
Seamless pipes are produced using cold and hot rolling methods on special machines
Features of seamless products
Seamless pipes are one-piece products and do not contain seams or other joints. First of all, depending on the production technology, seamless pipes are divided into two types:
There are also seamless parts that belong to a special group of seamless metal products. Such products are distinguished by the fact that they have thick walls.
Products that have a seam, in turn, are made using two main methods:
- welding (the workpiece is welded in a spiral);
- folding (the bent sheet is secured longitudinally with a special fold).
Helpful information! Seamless pipes are characterized by high strength characteristics, so they are usually used in communications with high pressure levels.
The material for such parts in most cases is steel. This is due to the fact that this material has high strength. Let's consider other advantages of these products:
- high thermal conductivity coefficient;
- low linear expansion rate;
- anti-corrosion resistance of thick-walled products.
Seamless pipes are more expensive than welded pipes
The main disadvantages of such products include:
- high price;
- complex installation.
In order to lay communication from such pipes, correct calculation of the main parameters is important. These include indicators of the cross-section of pipes and the thickness of their walls.
Rolling of seamless pipes on installations with an automatic mill
Automatic mills are used for rolling seamless pipes. They roll pipes of the following sizes: on large mills (type 400) - pipes with a diameter of 127-426 mm; on medium ones (type 250) - with a diameter of 76-250 mm and on small ones (type 140) - with a diameter of 70-140 mm.
When producing large pipes, the liner is rolled in two piercing stands with intermediate heating before final rolling in the finishing stand. For small pipes, intermediate heating and reduction are used (Fig. 200). After removing surface defects, the round billet is again heated to a temperature of 1180-1200 ° C in furnaces (ring or with an inclined hearth) and delivered to the receiving chute in front of the piercing mill. The workpiece is fed into the rolls of the piercing mill by a pusher.
A feature of large automatic mills is the presence of two piercing stands and a furnace for heating the sleeves before rolling them into pipes in the finishing (rolling) stand.
In this case, the workpiece, fed to the front table of the first piercing stand, is pushed into the rolls by a pneumatic pusher for piercing it on a mandrel into a thick-walled sleeve. Further reduction in the thickness of the sleeve wall is carried out in the second piercing stand. After this, the liner is thrown onto an inclined grid and transferred to the front table of the finishing stand for rolling into a pipe. In the case of rolling thin-walled pipes, the sleeves after the second piercing have a relatively low temperature. Therefore, before rolling these liners in the finishing stand, they are heated in a special furnace. After the finishing stand, the pipe is transferred to the front table, thrown onto an inclined grid and transferred to the rolling machine. When rolling in the latter, the thickness of the pipe is reduced, local thickening is eliminated, and the internal and external surfaces are smoothed. Typically, two stands are installed on automatic mills for rolling pipes. After rolling, the pipes enter calibration stands for final calibration of the cross-section and obtaining the specified outer diameter. Next, the pipes go to the refrigerator, then they are straightened using straightening machines. After straightening, they enter the finishing bays, where they are inspected, surface defects are eliminated, the ends are trimmed, cut into measured lengths, the ends are threaded, tested and painted.
Medium and small automatic mills differ from large ones in that they have one piercing stand and do not have furnaces in front of the finishing stands. In small automatic mills, pipes are usually reduced, for which reduction stands and a heating furnace are installed on these mills.
For piercing a workpiece into a sleeve, roller piercing stands are most widely used. The main line of the piercing stand of the automatic mill consists of a working stand having barrel-shaped rolls, universal spindles, a gear type gear stand, an extended type gear coupling and an electric motor. On the task side of the workpiece in the rolls, the working cage is equipped with an input chute and a pneumatic pusher of the workpiece into the rolls, passing through an opening in the gear cage. On the output side, the working cage is equipped with a back table, a thrust bearing and a cartridge ejector onto an inclined grid.
In practice, two types of work rolls for piercing stands are used: those with input and output cones of the same length and those with an input cone shorter than the output one. For the latter type, the largest diameter of the roll is shifted towards the piercing cone by 25-80 mm. Such rollers have recently become widespread. This is because the longer exit cone length, combined with proper mandrel calibration, produces cartridges with a clean surface, precise geometric dimensions and a higher degree of expansion. At the same time, the reduced length of the piercing cone, as practice shows, is quite sufficient to ensure normal conditions for gripping the workpiece and the piercing process.
In piercing stands, it is possible to obtain the required sleeve sizes from workpieces of various diameters without changing the calibration of the rolls.
To improve the outer and inner surfaces of the pipe, eliminate irregularities and scratches, as well as to eliminate ovality and reduce the difference in wall thickness, the pipes are processed in the stand of a rolling machine, the design of which is similar to a piercing stand. Both rollers are mounted on four-row roller bearings and consist of forged steel axles and cast iron removable barrels. The inclination of the work rolls is ensured in accordance with the location of the bearing seats in the chocks.
An increase in the diameter of the pipe during rolling is usually achieved by expanding the pipe on the mandrel and only partially rolling out its wall, so the diameter of the mandrel should be 1-6 mm larger than the internal diameter of the pipe after rolling in the finishing stand (larger values apply to small-diameter and thin-walled pipes). To improve the quality of pipes, increased compression ratios are currently used during rolling, which determines the requirements for the tool profile, design and drive of the rolling stand.
After running in, the pipes are calibrated, resulting in the final dimensions. Pipe calibration is carried out in a continuous group consisting of 3-7 two-roll stands with individual roll drives for each stand. Calibration stands are installed on a common frame with an inclination alternately in different directions at an angle of 45° to the horizontal, adjacent stands form an angle of 90° between themselves.
Further reduction of the pipe diameter is carried out in reducing stands installed continuously. Roughs after rolling in such stands in a hot state are called reduced. When reducing pipes, they are rolled without a mandrel, which results in a reduction in the diameter of the pipe by 10-60% and a corresponding elongation. The wall thickness of the rolled pipe, depending on the rolling method, can increase, decrease or remain unchanged. By design, reduction mills are divided into several types, differing in the number of rolls forming the caliber, the location of the stands, the fastening of the rolls in them and the type of drive of the rolls. Rolling of pipes in reduction mills consists of preheating the pipes to 950-1000 °C and passing it through the mill without a mandrel, while its diameter is reduced to the required dimensions. Modern reduction mills have the ability to reduce pipes with a diameter of up to 170 mm. The minimum pipe diameter after reduction is 30 mm or less. Four-roll mills reduce pipes with a diameter of up to 17 mm.
Reduced pipes differ from rolled pipes mainly in their increased longitudinal wall thickness. Therefore, they are mainly used as blanks for cold drawing mills.
Advances achieved in the field of calibration of rollers of reduction mills have recently made it possible to significantly expand the scope of application of these pipes.
Operational area
Seamless pipes are used in critical structures that operate under high pressure. Hot-rolled seamless products are mainly used for transporting toxic substances.
In addition, products made by hot rolling are widely used in the automotive industry, aviation, etc. They are also used for transporting aggressive chemicals and oil (chemical and petroleum industries).
The use of such parts is also in demand in the public utilities sector. Various utility communications are installed from them, which transport hot water, cold water, gas, as well as drainage of wastewater (sewage system).
In the coal mining industry, such products are used to remove steam and other products from equipment. In addition, solid pipes are used in the defense industry, shipbuilding, and metallurgy. The extensive use of seamless products is explained by their high reliability. They make quite complex, from a constructive point of view, communications that are used in heavy-duty areas of production.
Highways operating under special conditions are installed from seamless pipes
Technology for producing seamless pipes using hot rolling
How to make seamless pipe using hot rolling method? This process is accompanied by large financial costs, so the cost of such products is also quite high. Let's look at the step-by-step production of seamless pipes using the most popular method - hot rolling:
- At the first stage, preparatory work takes place. The workpiece is prepared for subsequent processing. The workpiece is a hollow element that has certain cross-sectional and length characteristics. The production of such a workpiece occurs from a special type of steel. Before rolling this primary element, it is heated to high temperatures (1180–1200 °C).
- At the second stage, the sleeve is formed. The sleeve is produced using a special high-power drill, which drills a hole of a certain size in the workpiece. After the process is completed, the part already resembles a pipe, however, it is not the final product.
- And finally, at the third stage, the main process occurs - rolling. Rolling includes a number of processes: the liner is placed on special rolling machines, which include several rollers, then the liner located between two rollers is gradually stretched in one of the directions. An element of control of the diameter of the future pipe is a special limiting element.
Note! In order for the finished pipe to meet the required parameters, the above manipulations are carried out several times until the desired product is obtained.
It is also worth noting that the production of seamless pipes is a complex process that requires compliance with all technical standards and safety regulations. The production of seamless rolled metal is carried out only at special enterprises equipped with all the equipment necessary for this.
Hot-rolled pipes are produced using a rather complex technology that requires special control
Seamless cold-deformed
These types of steel manifold are produced similarly to those described above. But the difference between these types is that after flashing the product is cooled and other manipulations with it are carried out cold. Once the pipe is formed, it is annealed by heating it to the recrystallization temperature of the steel (to eliminate the internal stress of the steel). Then final cooling occurs.
Seamless cold-formed ones are not as thick (in the walls) as hot-formed ones; their thickness ranges from 0.3 to 24 millimeters.
When working with these products (more often with welded ones), be sure to keep on hand a chamfer for steel pipes - a special device for cleaning the surface (external and internal) and for aligning the seams after welding.
To create branches from the main “channel”, a saddle is used on a steel pipe. Installation of pipelines is greatly facilitated when using such parts.
- high level strength;
- ability to withstand significant pressure;
- low coefficient of linear expansion.
Along with the positive characteristics of steel, there is also a negative point - low corrosion resistance. To extend the service life of steel pipes, they are subjected to anti-corrosion treatment: passive (use of special shells for the external and internal parts of pipes) and active (electrical protection).
The pipe metallurgical company uses the following grades of steel.
| steel grade | Pipe type |
| St3, St10-20, St17g1s-u (carbon) | The production of welded pipes (for universal purposes) widely uses such materials |
| st20-10 | Hot rolled without seams |
| st20 | Cold-worked |
| 08Х18Н10Т, 12Х18Н12Т, 12Х18Н10Т (corrosion resistant) | Products for the chemical and energy industries |
| 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Т | Stainless steel centrifugally cast (for environments with aggressive characteristics) |
The marking of a steel pipe tells the specialist about the information encrypted in alphanumeric designations about who produces the product (or trademark), the dimensions of the pipe and the grade of steel.
The steel used to create pipes comes in low, medium and high carbon content. Based on this indicator (and many others), the quality characteristics of pipes are compiled.
Steel with a high carbon content leads to particularly strong pipes, but at the same time the characteristics of elasticity and resistance to cold are reduced, so such products are undesirable for use in low temperature conditions.
Alloying elements included in the composition of the material for steel pipes can significantly affect the increase in strength, provided their percentage content does not exceed 2.5 percent. Products made from low-alloy steel are more expensive, but stronger and less susceptible to corrosion. They will last much longer than those with a high content of alloying elements.
Collectors made of stainless steel, which is highly corrosion resistant, are popular.
Seamless pipe production technology using cold rolling method
Cold-rolled products are distinguished by high strength characteristics and also have a perfectly smooth surface, which is a very important factor for various communications.
How are pipes made using cold rolling? Let's look at this process step by step:
- First of all, the workpiece undergoes a set of cleaning measures. Such measures include:
- cleaning with chemicals;
- etching.
In addition, it is worth noting that the workpiece is often treated with phosphates or copper, which increases its strength characteristics. Subsequently, such products have good resistance to deformation.
- Then, with the help of rollers, a circular cross-section is formed. It is worth noting that the angle of rotation of the rollers can change, which, in turn, entails a change in pipe caliber.
- When making a round gauge pipe with a large diameter, an additional procedure is performed - compression.
Types of pipe products without seams
Seamless or cast products are primarily classified by length and are:
According to GOST, there is a clear division of seamless pipes by size. For example, the cross-sectional parameters of hot-rolled seamless products vary from 25 to 700 mm, and their wall thickness can be from 2.5 to 75 mm. The length of unmeasured parts ranges from 4 to 12 m. Cold-drawn products have cross-sectional indices from 8 to 450 mm and a wall thickness of 20 mm. The length of cold-drawn seamless parts ranges from 4.5 to 9 m.
Note! Seamless pipes are divided into 4 main categories, each of which, in turn, has 4 subgroups.
Solid-drawn parts are considered the most reliable, as they have the highest strength characteristics and are produced from cast blanks. In the process of manufacturing a seamless pipe, a hole is made in a monolithic blank that has the required cross-sectional parameters. It is also worth noting that in the case of seamless steel products, the thickness of their walls is 6–13 mm.
In addition, all seamless products are classified depending on the grade of steel. Today, there are about 10 grades of steel from which it is permitted to produce seamless rolled metal.
Source
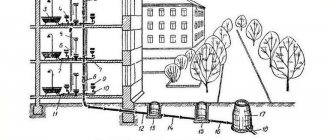
How to calculate the diameter of heating pipes
When replacing the heating system in an apartment, the internal diameter must coincide with the diameter of the incoming supply and return - you can neither reduce nor increase it, otherwise you may run into trouble with the heating network.
Calculator
The diameter of the heating system pipelines has to be calculated for a private house. There are two options here: simplified and more realistic, but complex.
Option one: simple. Most private houses have no more than two floors and 200-250 m2 of area. When building such houses, purchased designs are used, which indicate the required power of the heating device = the power of heat loss through walls, windows, doors, roofing, floors and ventilation. For certain heat losses, the optimal ratios of the internal diameter of the pipeline and the power consumed have already been calculated:
- With a boiler power of 3-5 kW - 15 mm.
- 6-9 kW – 25 mm.
- 10-15 kW – 32 mm.
- 16-21 kW – 40 mm.
- 22-32 kW – 50 mm.
If your house is larger, you cannot do without the work of designers.
Option two: creative.
It is necessary to calculate all heat losses through walls, doors, windows, roofing, floors and using a table to determine the diameter of the pipeline. The flow rate in the pipes is taken from the pump data sheet of the heating device; the difference in supply and return temperatures is taken to be 20°C. We round the diameter found from the table to the nearest larger standard size.
Approximately, you can assume a heat loss of 0.1 kW per 1 m² with a room height of 2.5 m.
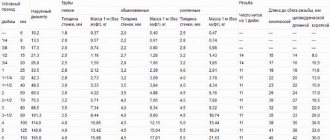
Below is a table for selecting the pipe diameter for heating at ΔT=20° C:
Mandrel Process
In the pipe production process of a mandrel rolling mill, the steel billet is heated to high temperatures in a rotary kiln. The cylindrical cavity, which is also known as the uterine cavity, is produced using a rotary punch and a set of rollers that holds the punch in the center of the workpiece. The outer diameter of the punch is approximately equal to the inner diameter of the finished pipe. This achieves the secondary outer diameter and thickness of the rollers.
Metal billet - rotary hearth furnace - piercing press - continuous mandrel tube rolling mill - walking beam furnace - stretch-reducing tube rolling mill - cooling rack - layer-by-layer cutting - straightening press - end cutting - pipe.
Rolling of seamless pipes on installations with a pilgrim (intermittent) mill
The starting material for producing seamless pipes is round ingots weighing 1-3 tons, and for critical pipes - rolled or forged round billets.
In installations with a pilgrim mill, pipes of round, square and other sections made of carbon, low and medium alloy steels with an outer diameter of 48 to 650 with a wall thickness of 2.25 to 50 mm or more are rolled; in most cases, the diameter of the rolled pipes is more than 140 mm with walls at least 7-8 mm thick. The length of pipes supplied from pilgrim mills usually does not exceed 22 m. The technological process of pipe production in modern pipe rolling plants with pilgrim mills consists of inspecting and preparing ingots, heating them to 1200-1250°C in a continuous furnace. The heated ingot is transported to a piercing roll stand with a roll diameter of 450–1000 mm. When producing a thick-walled sleeve, the longitudinal deformation (extension) on this stand is 1.5-2.0. Usually one piercing mill serves two pilgrim mills (Fig. 198).
The rolling process at the pilgrim mill is as follows (Fig. 199). During the first rolling period, the sleeve is fed forward using a feeder and at the same time rotated 90° around its axis. Position I shows the second period, when the roller grips the section of the sleeve placed on the mandrel. After this, the third period begins - rolling out the captured workpiece, which is carried out mainly by the working cone (position II); the final leveling of irregularities and smoothing of the surface of the pipe is carried out by the polishing part of the caliber (position III). Starting from the moment of gripping to the rolling cone (position III), the sleeve and mandrel move backwards. With further rotation of the rolls, the pipe moves into the outlet part of the caliber (position IV) and the whole cycle starts over and repeats until the sleeve is rolled into the pipe. The total longitudinal deformation is 8–12.
Pipes rolled on a pilgrim mill have a smooth inner surface, as a result of which they are often used in the same form in which they leave the mill. If more stringent requirements are placed on the pipes in terms of the accuracy of diameter and wall thickness, then after cutting the unrolled part of the sleeve and the front end on saws, they are fed into a preheating furnace. The pipe then goes to rolling and sizing mills.
In modern installations, a five-stand continuous mill is installed as a sizing mill. After rolling in a sizing mill, the pipe is hot-straightened on straightening machines with hyperboloidal rolls, and it is sent for cooling. Then the pipes undergo finishing operations.
Mannesmann Rod Pipe Plant
Mannesmann is a German engineer who invented this pipe manufacturing process. The only difference between the plug machine process and the mandrel machine process is that in the mandrel method the inside diameter is achieved in a single pass, whereas in Mannesmann multi-stage reduction is possible.
Metal workpiece - rotary kiln - workpiece centering - piercing - elongation at break - hot rolling of pipes on a mandrel - rolling mill - reheating - pipe calibration - cooling under - end cutting - straightening - hydrotesting - austenitizing furnace - rapid cooling - hardening furnace - hot calibration - straightening - trimming - non-destructive testing - thread cutting - connecting fitting - mandrel testing - hydrotesting - finished pipe.
Rolling of pipes on continuous mills
The method of continuous rolling of pipes in specially designed mills has recently become widespread (Fig. 203). Currently, a number of continuous pipe rolling mills have been developed with different equipment compositions and pipe rolling processes. The largest enterprises in our country for the production of seamless steel pipes are built entirely on the basis of new domestic equipment, characterized by a high degree of mechanization and automation, flow and continuity of the technological process.
As an example, consider a pipe rolling unit with a continuous mill 30-102, designed for the production of relatively thin-walled seamless pipes with a diameter of 30-102 mm (Fig. 204). The dimensions of blanks and finished pipes produced on this unit are given in table. 18.
The rolling process is carried out as follows. Packages of round rolled billets 6–12 m long are fed by crane onto swinging loading grates of sectional high-speed heating furnaces, where they are heated to 1100–1250 °C. At the exit from the furnace, the workpiece is cut into measuring pieces by dividing shears, which are fed to a pneumatic centering machine and then to the inlet chute of the piercing mill.
Next, the workpiece is pushed into the rolls of the piercing mill using a pusher. The design of the cage ensures its low weight and increased rigidity, which determines the minimum thickness difference between the liners at high piercing speeds (up to 7.9 m/s). Next, the sleeve is fed into the chute in front of the continuous mill: a mandrel 19.5 m long is inserted into it, the diameter of which determines the internal diameter of the pipe during the rolling process on the continuous mill. The sleeve with a mandrel is placed into the rolls of a nine-stand continuous mill, where rolling is carried out. The resulting pipes, after being released from the mandrels, are transported along roller conveyors to the grid and, one at a time, are sent either to an 11-stand sizing mill or to a 19-stand reduction mill, operating with some rolling tension between the stands.
Before the sizing mill, the pipes are heated individually to 920–950 °C in an induction heating furnace. The ends of the pipes after milling are cut on circular saws; then the pipes are fed to a butt welding machine, where they are joined into sections up to 35 m long. The sections joined in pairs are fed to a second butt welding machine, where each of them is welded to the end of an endless reducing pipe. For non-stop operation of the reduction mill, a looping device and a straightening machine are installed behind the second butt welding machine, ensuring the operation of the mill at the moment of joining the individual sections. Before rolling in a reduction mill, the pipes are heated in an induction furnace to 920–950 °C.
Upon exiting the reduction mill, the endless pipe is cut into measured lengths using flying shears and transported to the refrigerator. After cooling, the pipes enter six finishing production lines, where they are subjected to straightening, end processing, flaw detection and, depending on the purpose, heat treatment.
Manufacturing process of forged seamless pipe
In the process of making a forged pipe, the heated blank is placed into a forging die whose diameter is slightly larger than that of the finished pipe. A hydraulic forging hammer press with appropriate inner diameter is used to create a cylindrical forging. Once this forging is done, the pipe is machined to reach its final size. The forged pipe manufacturing process is used to produce large diameter seamless pipes that cannot be made using traditional methods. Forged pipes are commonly used for steam header.
Die casting
Extrusion Processes
When making an extrusion pipe, a heated blank is placed inside a die. A hydraulic ram presses the workpiece against the piercing mandrel, and material flows from a cylindrical cavity between the head and the mandrel. This action produces pipes from the blank. Sometimes manufactured pipes produce pipes with a large thickness known as matte valley. Many manufactured secondary pipes have used this mother cavity to produce pipes in a variety of sizes.
Hot pressing Cold/hot pressing
Welded pipe production
Welded pipes are made from plates or continuous coils or strips. To produce a welded pipe, the first plate or roll is rolled in a circular section using a sheet bending machine or using a roller if the process continues. Once the circular section is rolled from the plate, the pipe can be welded with or without filler material. Welded pipes can be produced in large sizes without any restrictions from above. Welded pipes with filler material can be used in the manufacture of large radius bends and bends. Welded pipes are cheaper compared to seamless pipes and are also weak due to welding.
Types and characteristics
Heating pipes are divided according to the material of manufacture. There are many standard sizes of any type, they are easily available in stores. Cast iron pipes are practically no longer found and are not used. According to the profile, only products with a round cross-section are used for heating. According to the manufacturing method, they can be welded or seamless. In terms of wall thickness - with a normal wall (for steel with running diameters 20-25 32 mm, the wall thickness is 3-3.5 mm).
Made of cast iron
The use of cast iron pipes for heating is very rare due to their low technology: difficulty or impossibility of welding, inability to cut threads in the right place, and high weight. In practice, it is very rare to find finned tubes that are used as radiators. They are mounted using flanges. Such radiator pipes are not used in housing.
From copper
Copper pipes are a relatively new material for heating systems on our market. Copper is very durable, does not overgrow, has very thin walls - the system is light and compact. Installation has a certain complexity - using welding and brass fittings. The widespread use of copper heating systems is hampered by price and the need to hire a welder.
Copper products can be annealed or unannealed. There is no difference for heating systems, but unannealed products are more often used - they are harder and less deformed during operation.
Made of black steel
They are quite durable, they become overgrown with salts from the inside, which reduces the lumen of the pipes and the efficiency of the system. The main installation method is by welding or on bends and threads. They are practically not used in houses and apartments - even partial repairs of the system are easier to perform with plastic.
Made from galvanized steel
Galvanized pipes do not become overgrown with salts from the inside for a long time (until the zinc layer is completely destroyed). The actual service life of old pipes for VGP is up to 50 years or more. Previously, they were used everywhere. They have a rather complicated installation - the workpieces need to be threaded and then coated with zinc. Mounted on threaded fittings. The installation method is not suitable for use in private construction. You cannot use welding - the connection will begin to rust at the same rate as ferrous metal, and the effect of zinc coating will disappear.
Stainless steel
The material has been used for heating pipes for a very long time. Stainless steel does not overgrow and does not rust. Previously they were mounted by welding, now they use both welding and threaded fittings. Distribution is limited by price and complex installation - both welding and thread cutting require certain skills from the master.
The material is plastic and resistant to water hammer - therefore, for heating, GOST provides for pipes with a small wall thickness (for example, 2 mm). There are corrugated stainless steel products, but their strength is lower than ordinary smooth ones.