To view the video, you need a modern browser that supports HTML5 video.
Pipe bending services in Moscow were first offered almost two centuries ago. When metal pipes began to be produced in Russia, the need arose almost immediately to profile them for the installation of networks. Today, pipe bending in Moscow is commercialized and is no less popular than pipe rolling itself. Our metalworking shop has been specializing in bending custom pipes since the first months of its operation. At your service are not only modern machines for performing this operation, but also specialists who are attentive to the wishes of customers.
Advertisements for the request “pipe bending” in Moscow
The main question that interests customers of custom pipe bending in Moscow is price.
In an attempt to save money, many study offers on popular classifieds services - for example, Avito. Yes, pipe bending services are offered there at very tempting prices, but it is difficult to guess who is behind the specific slogan “fast and cheap”. Clients who have already suffered from unprofessionalism and negligence of performers still prefer to order radius pipe bending in Moscow from organizations with experience and a good reputation.
Features of metal pipe bending
Proper pipe metal bending is a process after which you:
- get the product in the shape you need;
- significantly reduce the cost of additional materials;
- reduce the time for assembling metal structures;
- You will purchase a high-quality and completely sealed product that has an attractive “appearance”.
This is especially important when assembling communications. After all, bending pipe bends is much safer than joining it by welding: in this case, the destructive effect on the workpiece is completely eliminated.
Production technologies
Rolled metal manufacturers produce profile pipes in two ways: by rolling a round pipe, when it is converted from regular to profiled, and full-cycle production, which is the production of a profile pipe from sheet material.
Round pipe profile
To make a metal profile from a round pipe, just one rolling machine is enough. The necessary equipment is affordable and compact and is used by both pipe rolling companies and individuals . The technology, called cold deformation, does not require much time and energy.
We recommend that you read: Polypropylene pipe reinforced with fiberglass - a guarantee of reliability
Production consists of only two stages: procurement of the workpiece and its completion. A welded or seamless pipe is given the desired shape by passing it between the rollers of the machine.
The profiled pipe obtained in this way has sufficient strength for the manufacture of furniture and decorative elements, construction of a gazebo or greenhouse. Such pipes are not suitable for the construction of serious objects requiring high strength.
Full production cycle
For the construction of structures that have high demands on their strength, only profile pipes obtained under full cycle conditions are used.
Such rolled metal is more expensive, but much more reliable than profiled round pipe.
To manufacture a profile pipe, strip is used - sheet material made of low-alloy or carbon steel. A round blank is made from the strip, which is then profiled.
The full cycle line includes several machines, the main ones:
- profile bending,
- welding,
- rolling,
- cutting line.
During the full production cycle, pipes undergo quality control. Additionally, galvanization and heat treatment are carried out.
Pipe bending in Moscow using special equipment
Bending a stainless pipe along a radius in Moscow can be carried out using two types of pipe benders - portable and machine-made.
Portable devices are divided into lever, crossbow and electric. Working with a lever pipe bender is commonly called a flexible pipe grinder - due to the external similarity of these two fundamentally different devices. Pipe bending along a radius in Moscow on a crossbow machine is carried out hydraulically. An electric pipe bender can be powered from the mains or from a built-in battery. It allows radius bending of pipes with the greatest degree of automation.
The highest quality bending of a pipe along a radius, the price of which will be higher, can be carried out using machine equipment - a simpler three-roll pipe bender and numerically controlled machines.
Profile bending
Profile bending
carried out on specialized roll forming equipment. Through the use of special replaceable attachments, it is possible to process products of complex shapes and achieve the required curvature parameters. An important advantage of profile bending equipment is the ability to bend a profile in just one roll, regardless of the angle, while processing can be carried out in different planes - in vertical and horizontal positions. The capabilities of such equipment are very wide - on such a machine any aluminum part can be given a wide variety of shapes: from a circle to a complex spiral.
Roll forming machines are essential equipment for metal processing. The use of roll forming equipment is in demand in many industries:
- petrochemical industry;
- maritime industry;
- sports and recreation;
- energy and electrical industry;
- construction;
- Automotive industry;
- furniture.
In our production we have a machine of the DELTA50 series, used mainly for bending aluminum profiles
, including composite windows or doors. The vertically moving upper roller, which sets the bending radius, is hydraulically driven. The operator, by changing the distance between the lower rolls, can work both with a complex (for example, window) profile (spreading the position of the rolls as far as possible), and with a metal profile (with the middle position of the rolls) and assortment/roll (close position of the rolls). DELTA roll benders are one of the most versatile machines for working with any types of rolled products and profiles.
In addition to classical bending, our plant performs radius bending of aluminum profiles
, that is, bending the workpiece along different radii.
Today, residents of many cities require aluminum profile bending - Moscow, of course, is no exception. Employees of the Moscow Trade Equipment Plant are always ready to help their customers and fulfill their orders, even the most complex ones.
CJSC "Moscow Plant of Commercial Equipment" offers its customers such a popular service as aluminum profile bending
. Special equipment and automated control systems allow our specialists to carry out orders for bending aluminum profiles of any complexity accurately and quickly. The practical and theoretical knowledge possessed by the plant’s professionals allows them to solve the most complex problems of bending profiles with the utmost quality.
To learn more about the specifics of our work, terms of cooperation, payment and delivery of goods, warranty obligations, simply contact us by phone listed on the website. We will conduct a comprehensive analysis of your order and discuss all its details.
Pipe bending technologies
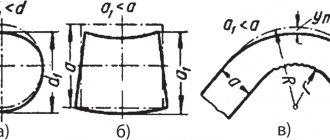
The cold method of bending pipes along a radius in Moscow is considered more profitable.
Its manufacturability and productivity can significantly reduce labor costs and the cost of work. Meanwhile, when bending round pipes along a radius in Moscow, it can be difficult to avoid such defects as thinning of the wall on the outside and the appearance of folds on the inside. If bent incorrectly, the cross-section of a pipe from a regular circle can turn into an oval. Custom mandrel bending of pipes helps to avoid these consequences. A mandrel is a metal guide element that can be completely rigid or contain flexible components. When mandrel bending of pipes in Moscow, this device, placed at the bend, “fixes” the passage and prevents it from changing shape.
Do-it-yourself bending of a round or profile pipe along a radius
If you are planning to bend radius pipes for the first time, you should listen to the advice of professionals:
- Workpieces with a diameter of more than 10 cm require preheating to make the metal malleable. For this purpose, they are annealed. It is imperative to use a filler (for example, dry fine sand), which minimizes the risk of dents, cracks, etc. You can use clay or wood as plugs.
- Do not forget that during the heating process gases appear in the pipe, therefore, to prevent its rupture, small holes (3-4 mm in diameter) should be made in the plugs through which gases will escape.
- It is recommended to bend along a radius equal to the pipe diameter multiplied by 3.
- When heating the workpiece, it is necessary to focus on the bend, i.e., on the area that will be subject to deformation; the remaining parts of the pipe do not need to be heated.
- A gas burner or blowtorch is used for heating. The metal must be heated to a burgundy-red hue. If it gets too hot, it is cooled with water.
- When processing pipes with seams, it is important to control their absence in the deformed area. It is optimal if the joint is located above the bend.
- To remove the filler, you need to remove the plugs, tap the pipe and pour out sand.
- To give the finished product an aesthetic appearance, it must be cleaned of any scale that may have arisen.
- When bending a small radius pipe (no more than 4 cm), there may be no need for heating. The workpiece is simply fixed in the pipe bending device and processed.
Radial bending of profile pipes must be performed taking into account:
- diameter of the working element (affecting bending technology);
- wall thickness (the equipment used depends on it - a large cross-section of the walls requires greater effort when bending);
- material for manufacturing profile pipes (taking into account this indicator, the minimum bending radius is determined);
- indicator of the future circumference.
Despite the apparent complexity, the process of such metal processing is quite simple. However, compliance with safety regulations is one of the key requirements. Those who have decided to try their hand at such work for the first time should practice on old pipes, since it is not always possible to achieve the desired radius on the first try. However, the best solution would be to contact a specialized company, especially since prices for bending profile pipes along a radius are currently quite affordable.
Pipe bending (purpose)
Which particular method of influencing the pipe will be chosen is determined by the purpose of the product and its characteristics. Thus, bending a flat-oval pipe will most likely be required not for installing a pipeline or for a supporting structure, but for completing a design project. In addition to the profile form, specialists take into account:
- material,
- section size,
- wall thickness,
- workpiece deformation radius,
- required accuracy of work.
A separate issue is bending large diameter pipes. The dimensions of the products do not allow them to be deformed solely by mechanical means, so heating with high-frequency currents is used to work with them. But not all metals, especially copper, can withstand such an operation. Therefore, bending of large-diameter copper pipes is carried out in a more gentle way - bending with tension. For this purpose, special bending and stretching machines are used.
Stages of metal profile production
The main stages of the full production cycle are as follows:
- strip processing,
- production of round blanks,
- pipe profiling,
- slicing,
- quality control,
- heat treatment.
Strip processing
Raw materials for profiled pipes are supplied to the production line from metallurgical plants in the form of rolls - strips.
The rolls are unwound and cut on a slitting machine into strips of the required width. The cut segments are then welded into a continuous strip, which is wound onto a drum.
This is done to ensure continuity of production - a technological reserve of material is created to prevent downtime in the operation of the rolling machine.
Making a blank
The metal strip is transferred to the forming mill, where it is formed into a blank with a round cross-section.
When passing through the stands and rollers of a forming machine, the tape produces a continuous pipe with an open seam.
At this stage, a cold strip of steel is passed through the forming mill or heat treatment is carried out immediately.
We recommend that you read: Air ducts made of galvanized steel, their types and applications
The pipe is transferred to a welding machine, where the seam is closed to form a blank. Welding is carried out using a furnace method, in shielding gas or with high-frequency currents. The seam can be straight or spiral.
During welding, the machine rollers compress the edges of the seam to increase the strength of the joint, resulting in the formation of flash - excess molten metal pressed into the pipe and onto its outer surface. The burr is removed with a cutter, after which the workpiece is cooled with an emulsion composition.
Important! The process of cooling the workpiece with the emulsion composition continues both at the profiling stage and during cutting.
Pipe profiling
Depending on the cross-sectional shape that needs to be obtained, pipe profiling takes place in one or two stages.
- The workpiece is passed through sizing rollers, which level the workpiece. After calibration, it has the same cross-section along its entire length. If a pipe of oval or flat-oval cross-section is required, then its profiling ends there.
- If a triangular, square, rectangular or polygonal cross-section is required, the workpiece is passed through a profiling machine. The rollers of this machine compress a round pipe to the desired shape.
Slicing
The finished continuous pipe is cut to specified dimensions without stopping the cooling process.
For additional protection of finished profile pipes, cold or hot galvanizing is used:
- The first method is to apply a layer of powder or polymer paint to the metal profile.
- The second method differs in that the finished pipe is pre-cleaned, dipped into a bath of molten zinc, and then cooled and dried.
Quality control
Strict requirements are imposed on profile pipes manufactured under full cycle conditions. An obligatory stage in the production of metal profiles is quality control.
The tightness of the seam is especially carefully controlled, since the weak point of welded pipes is the seam.
Two verification methods are used:
- visual inspection,
- eddy current flaw detection.
The specialist inspects the seam and identifies seam irregularities caused by welding defects and damage caused by improper operation of the rollers.
We recommend that you familiarize yourself with: Polypropylene (PPR) pipe reinforced with aluminum
The second verification method is hardware. The operation of the flaw detector is based on comparing the electromagnetic characteristics of the metal in all areas of the seam.
These characteristics are affected by the chemical composition of the material and the presence of physical defects. The flaw detector helps to identify areas of lack of welding in the seam and shell that were not noticed during a visual inspection.
The production process is considered completed, and the product is allowed for sale only after quality control has been carried out.