Seamless pipe manufacturing technology
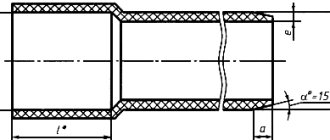
A round or faceted ingot with a diameter of 250–600 mm and a weight of 0.6–3 tons is pierced on a piercing mill (Fig. 1.42).
The rollers (mushroom-shaped or disk-shaped) are installed at an angle of 9–14° to each other. The billet is forced through the mandrel, and due to the tensile stresses created by the rotating rolls, the metal flows from the center of the ingot, and due to this, the hole is pierced without much effort. Next, the resulting sleeve is rolled out on a mandrel (Fig. 1.43), as a result, the internal and external diameters are reduced and the length of the workpiece increases. Rolling is performed in two passes with the pipe rotated 90°. A pipe with a diameter of over 57 mm is obtained. At the third stage of pipe production, further reduction of their diameters is carried out in continuous mills without a mandrel.
Welded pipes are manufactured with a diameter of up to 2500 mm. They are cheaper than seamless ones, but less reliable and durable. First, the flat blank is molded into a pipe, then the pipe joint is welded, finishing and straightening are carried out. The workpiece is made in the form of a tape or sheets are taken with a width equal to the length of the pipe. The following methods of welding pipes are used: electric arc under a layer of flux, electric contact resistance, forge (furnace).
During continuous furnace welding, the workpiece is heated to 1300–1350 ° C, the joint is blown with oxygen or air and the metal is heated to melting and forge welding is carried out at the joint of the pipe edges compressed by the rollers of the continuous mill.
During electric contact welding (Fig. 1.44), the workpiece enters the electric pipe welding mill and is compressed. The joint is heated by a low voltage electric current (6–10 V) supplied through welding rollers, and is welded when cooled.
Metal drawing is the process of pulling a wire, rod or pipe through a special tool (draw). The result is highly accurate dimensions and a clean and smooth surface. Before drawing, the metal is cleaned of scale, washed, a lubricating layer is applied (copper plating, phosphating, etc.), dried and a layer of lubricant is applied (graphite, emulsions, mineral oils).
Metal pressing is used most often for non-ferrous alloys: you can obtain rods with a diameter of 5–200 mm, pipes up to 800 mm in diameter with a wall thickness of 1.5–8 mm, and shaped profiles. The heated metal from the container is squeezed out through the die hole. When pressing pipes, the workpiece is stitched with a steel needle, the end of which passes through the point; the metal is pressed out between the needle and the eyeglass.
Forging and stamping are intermediate operations for the production of blank parts using pneumatic, hydraulic or mechanical presses. The mechanical properties of forged and stamped products are higher than those obtained by mechanical processing, since in this case the fibers are redistributed in accordance with the shape of the parts. Stamping can be hot or cold. Volumetric stamping is carried out in dies where the flow of metal is limited by the die surfaces. Compared to free forging, volume forging is 50–100 times more productive, the quality and strength of forgings is higher, and it is possible to produce forgings of complex shapes. In the automotive industry, up to 75% of parts are produced by sheet stamping, and in the production of consumer goods - up to 98%.
studfiles.net
Steel 12Х1МФ
Low-alloy, heat-resistant structural steel. Pearlitic grade steel. Recommended application temperature up to 570-585 °C; Temperature of intensive scaling 600 °C; operating life - more than 10,000 hours.
Substitute:
12HMF.
Type of delivery:
Pipes TU 14-3r-55-2001, including long and shaped steel.
Application:
For superheater pipes, pipelines and high-pressure manifold installations; forgings for steam boilers and steam pipelines; gas turbine cylinder parts; for the manufacture of parts operating at temperatures of 540-580°C.
Metal science and programming – Seamless steel pipe production
Seamless steel pipe production technology
Round and faceted ingots, as well as rolled billets, are used as blanks for the production of seamless pipes. The rolling process consists of two main operations: piercing a hole in the workpiece and rolling the pierced workpiece. The piercing is carried out on a piercing mill. Piercing mills, based on the type of work rolls, are divided into piercing mills with barrel-shaped rolls (roll), disk rolls (disc) and mushroom-shaped rolls (mushroom-shaped). The piercing mill rolls are installed at an angle of 9...14 º to each other. The billet is pressed through the mandrel, and due to the tensile stresses created by the rotating rolls, the metal flows from the center of the ingot and due to this, the hole is pierced without much effort.
Ingot firmware diagram
Next, the resulting sleeve is rolled, also on a mandrel, as a result the internal and external diameters are reduced and the length of the workpiece increases. Rolling is performed in two passes with the pipe rotated 90°. A pipe with a diameter of over 57 mm is obtained. At the third stage of pipe production, further reduction of their diameters is carried out in continuous mills without a mandrel.
Scheme of rolling a stitched workpiece on a mandrel
To reduce the diameter of pipes obtained after rolling mills, longitudinal rolling without a mandrel is used in reduction mills, which consist of a series of two-, three-, or four-roll stands installed in series. The mills operate with tension between the stands, which allows you to change not only the diameter of the pipe, but also the wall thickness. Reducing mills usually roll pipes with a diameter of 25–76 mm. The production of seamless pipes is carried out on pipe rolling units, which are a set of machines and mechanisms designed to produce seamless pipes by hot rolling, their transportation, hot and cold finishing, storage, packaging, etc. Thus, in addition to piercing, rolling, the pipe rolling unit includes , reduction (expansion) mills include heating furnaces, rolling and sizing mills, straightening mills, pipe trimming and pipe threading machines and other equipment necessary to perform all the required technological operations.
General scheme for the production of seamless pipes
artmetals.ucoz.org
Methods for producing seamless pipes | Metal StroyKomplekt company
Currently, there are many varieties of steel pipes that do not have seams on the market. This is due to the fact that they have a wide range of applications: they are used to create water and gas pipelines, as well as heating mains. Performance characteristics are determined by how seamless pipes are made.
How are seamless pipes made and what are they made of?
The method for producing seamless products has a number of nuances. The first is labor intensity, since the technological process is very complex. During the manufacturing process, such pipes undergo several processing processes, only after which it is possible to obtain products with the required characteristics.
Basically, two technologies for the production of seamless steel pipes are used: hot- and cold-formed processing of parts. In both cases, monolithic rods of various sizes are used for creation.
The production of parts that serve as blanks in the production of seamless pipes is carried out by the casting method. All procedures are carried out in accordance with regulatory documents, and they indicate:
- standards;
- assortment;
- maximum errors;
- sizes.
The regulatory documents do not contain a detailed description of how exactly it is required to create used pipes.
The hot deformation method has become popular. In this case, the workpiece is placed in a furnace and heated to a temperature that is 50 degrees above recrystallization. After this, the element is placed under a special press, in which the workpiece is formed under pressure. The final shape is achieved using shafts. At the last stage, the pipe is calibrated and subjected to water cooling.
When manufactured by cold deformation, the process is repeated almost completely, but the final processing is carried out differently. After the first deformation, the pipe is cooled and rolled into the desired shape. This technology is less labor-intensive.
As practice shows, seamless products are more reliable and durable than popular electric-welded steel pipes, since they have no joints.
metallz.ru
Seamless pipe production technology using cold rolling method
Cold-rolled products are distinguished by high strength characteristics and also have a perfectly smooth surface, which is a very important factor for various communications.
How are pipes made using cold rolling? Let's look at this process step by step:
- First of all, the workpiece undergoes a set of cleaning measures. Such measures include:
- cleaning with chemicals;
- etching.
In addition, it is worth noting that the workpiece is often treated with phosphates or copper, which increases its strength characteristics. Subsequently, such products have good resistance to deformation.
- Then, with the help of rollers, a circular cross-section is formed. It is worth noting that the angle of rotation of the rollers can change, which, in turn, entails a change in pipe caliber.
- When making a round gauge pipe with a large diameter, an additional procedure is performed - compression.
Cold rolling is carried out using a rolling machine
If it is necessary to reduce the cross-sectional index of the product, the process is repeated, after which a necessary condition is to carry out additional procedures - etching and washing.
Manufacturing methods and applications of seamless pipes
METAL BURO's product range includes the widest selection of seamless pipes manufactured to various standards:
- hot-rolled pipes with a diameter of 32-426 mm from steels 20, 09G2S, 38Х2МУА according to GOST 8732
- cold-rolled pipes with a diameter of 6-76 mm made of steel 20 according to GOST 8734
Seamless pipe production stages
Depending on the assortment, properties of the source material, requirements for quality parameters, hot deformation of pipe products is carried out using different methods: on a pipe profile press, longitudinal, screw or periodic rolling on various types of mills, pressing or piercing. Each of these methods has its own range depending on the characteristics of the technology.
However, the general technological scheme for the production of a seamless pipe includes the following general stages: heating the workpiece, manufacturing a sleeve (or cup), a rough pipe, final rolling (reducing or calibrating) to obtain the required geometry. Before each operation, the semi-finished product can be heated.
The resulting products can be used for their intended purpose or used as a blank for producing cold-rolled pipes, which are characterized by greater dimensional accuracy, better surface quality, and higher mechanical properties. Seamless pipe is usually produced in two ways - drawing (pulling through a die) or periodic cold rolling.