Для просмотра видео требуется современный браузер с поддержкой видео HTML5.
Услуги трубогиба в Москве впервые предложили почти два века назад. Когда в России начали выпускать металлические трубы, практически сразу возникла необходимость выполнять их профильную гибку для монтажа сетей. Сегодня гибка труб в Москве поставлена на поток и не менее популярна, чем сам трубный прокат. Наш цех металлообработки специализируется на сгибании труб на заказ с первых месяцев своей работы. К вашим услугам не только современные станки для выполнения этой операции, но и внимательные к пожеланиям заказчиков специалисты.
Объявления по запросу “гибка труб” в Москве
Основной вопрос, который интересует заказчиков гибки труб на заказ в Москве, — цена. В попытке сэкономить многие изучают предложения на популярных сервисах объявлений — например, на “Авито”. Да, услуги по гибке труб там предлагаются по очень заманчивым расценкам, но трудно предполагать, кто стоит за конкретным лозунгом “быстро и дешево”.
Клиенты, уже страдавшие от непрофессионализма и халатности исполнителей, все-таки предпочитают заказывать гибку труб по радиусу в Москве организациям с опытом и хорошей репутацией.
Особенности гибки металлических труб
Правильно проведенная гибка металла трубы — процесс, после которого вы:
- получите изделие нужной вам формы;
- в разы снизите расходы на дополнительные материалы;
- сократите время на сборку металлоконструкции;
- приобретете качественное и полностью герметичное изделие, имеющее привлекательную “внешность”.
Особенно это важно при сборке коммуникаций. Ведь гибка отводов из трубы намного безопаснее, чем ее соединение сваркой: разрушительное воздействие на заготовку в таком случае полностью исключено.
Технологии производства
Производители металлопроката изготавливают профильные трубы двумя способами: вальцовкой круглой трубы, когда она переделывается из обычной в профилированную и производство полного цикла, представляющее собой изготовление профильной трубы из листового материала.
Профиль из круглой трубы
Чтобы изготовить металлопрофиль из круглой трубы, достаточно одного лишь вальцовочного станка. Необходимое оборудование доступно по цене и компактно и используется как трубопрокатными компаниями, так и частными лицами. Технология, называемая холодной деформацией, не требует больших временных и энергетических затрат.
Рекомендуем ознакомиться: Труба полипропиленовая армированная стекловолокном — гарантия надежности
Производство состоит всего из двух этапов: закупки заготовки и ее доработки. Сварной или бесшовной трубе придают нужную форму, пропуская ее между вальцами станка.
Получаемая таким образом профилированная труба обладает достаточной прочностью для изготовления мебели и элементов декора, строительства беседки или теплицы. Для возведения серьезных объектов, требующих высокой прочности, такие трубы не подходят.
Полный цикл производства
Для сооружения конструкций, к прочности которых предъявляются высокие требования, используют только профильные трубы, полученные в условиях полного цикла.
Такой металлопрокат дороже, но гораздо надежнее, чем профилированный из круглой трубы.
Для изготовления профильной трубы используется штрипс – листовой материал из низколегированной или углеродистой стали. Из штрипса делают круглую заготовку, которую затем профилируют.
Линия полного цикла включает несколько станков, основные из них:
- профилегибочный,
- сварочный,
- вальцовочный,
- линия нарезки.
При полном цикле производства трубы проходят контроль качества. Дополнительно проводят оцинковку и термическую обработку.
Гибка труб в Москве на специальном оборудовании
Гибка нержавеющей трубы по радиусу в Москве может проводиться на трубогибах двух типов — переносных и станочных. Переносные аппараты делятся на рычажные, арбалетные и электрические.
Работу на рычажном трубогибе в обиходе называют гибкой труб мясорубкой — за внешнее сходство этих двух принципиально разных устройств. Гибка труб по радиусу в Москве на арбалетном станке осуществляется гидравлическим способом. Электрический трубогиб может питаться от сети или от встроенного аккумулятора. Он позволяет провести радиусную гибку труб с наибольшей долей автоматизации.
Самую качественную гибку трубы по радиусу, цена на которую будет выше, можно осуществить на станочном оборудовании — более простом трехвалковом трубогибе и станках с числовым программным управлением.
Гибка профиля
Гибка профиля
осуществляется на специализированном профилегибочном оборудовании. За счет применения специальных сменных насадок возможна обработка изделий сложных форм и достижение требуемых параметров искривления. Важное преимущество профилегибочного оборудования – возможность производить гибку профиля всего лишь за один прокат, в независимости от угла, при этом обработку возможно осуществлять в разных плоскостях – в вертикальном и горизонтальном положениях. Возможности подобного оборудования очень широки – на таком станке можно любой алюминиевой детали придать самые разнообразные формы: от окружности до сложной спирали.
Профилегибочные станки являются необходимым оборудованием для обработки металла. Применение профилегибочного оборудования востребовано во многих отраслях:
- нефтехимическая промышленность;
- морская промышленность;
- спорт и отдых;
- энергетика и электрическая промышленность;
- строительство;
- автомобильная промышленность;
- мебель.
На нашем производстве имеется станок серии DELTA50, применяемый преимущественно для гибки алюминиевого профиля
, в том числе, и составного оконного или дверного. Перемещающийся вертикально верхний валок, который задает радиус гибки, обладает гидравлическим приводом. Оператор, изменяя расстояние между нижними валками, может работать как со сложным (например, оконным) профилем (максимально раздвинув положение валков), так и с металлическим (при среднем положении валков) профилем и сортаментом/прокатом (ближнее положении валков). Профилегибы DELTA являются одними из самых универсальных станков по работе с любыми видами проката и профиля.
Кроме классической гибки, нашим заводом выполняется гибка профиля алюминиевого по радиусу
, то есть изгиб заготовки по различным радиусам.
Сегодня жителям многих городов требуется гибка алюминиевого профиля – Москва, конечно же, не стала исключением. Сотрудники «Московского завода торгового оборудования» всегда готовы помочь своим клиентам и выполнить их, даже самые сложные, заказы.
ЗАО «Московский завод торгового оборудования» предлагает своим клиентам такую востребованную услугу, как гибка алюминиевого профиля
. Специальное оборудование и автоматизированные системы управления им позволяют нашим специалистам осуществлять заказы по гибке алюминиевого профиля любой сложности точно и быстро. Практические и теоретические знания, которыми обладают профессионалы завода, позволяют разрешать самые сложные задачи по гибке профилей предельно качественно.
Для того, чтобы подробнее ознакомиться со спецификой нашей работы, условиями сотрудничества, оплаты и доставки товара, гарантийными обязательствами просто свяжитесь с нами по телефону, указанному на сайте. Мы проведем комплексный анализ вашего заказа и обсудим все его детали.
Технологии гибки труб
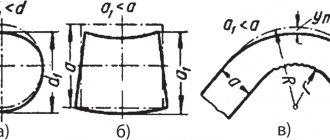
Холодная методика гибки труб по радиусу в Москве считается более выгодной. Ее технологичность и производительность позволяют значительно снизить трудозатраты и стоимость работ. Между тем при гибке круглых труб по радиусу в Москве бывает сложно избежать таких дефектов, как утончение стенки с внешней стороны и возникновение складок с внутренней. При неправильном гибе сечение трубы из правильного круга может превратиться в овал.
Избежать этих последствий помогает дорновая гибка трубы на заказ. Под дорном понимается металлический направляющий элемент, который может быть полностью жестким или содержащим гибкие компоненты. При дорновой гибке труб в Москве это приспособление, помещенное в место сгиба, “фиксирует” проход и не дает ему изменить форму.
Гибка круглой или профильной трубы по радиусу своими руками
Если вы впервые планируете осуществить гибку труб по радиусу, следует прислушаться к советам профессионалов:
- Заготовки диаметром более 10 см нуждаются в предварительном разогревании для придания металлу податливости. С этой целью выполняется их отжиг. В обязательном порядке необходимо использовать наполнитель (к примеру, сухой мелкофракционный песок), который минимизирует риск возникновения вмятин, трещин и др. В качестве заглушек можно воспользоваться глиной или деревом.
- Не стоит забывать, что в процессе нагревания в трубе возникают газы, поэтому для предотвращения ее разрыва в заглушках следует сделать небольшие отверстия (диаметром 3-4 мм), через которые будут выходить газы.
- Выполнять гибку рекомендуется по радиусу, равному диаметру трубы, умноженному на 3.
- При разогреве заготовки необходимо ориентироваться на изгиб, т. е. на участок, который будет подвергаться деформации, остальные части трубы прогревать не требуется.
- Для разогрева используется газовая горелка или паяльная лампа. Металл необходимо прогревать до бордово-красного оттенка. Если же он нагреется слишком сильно, то его охлаждают с помощью воды.
- При обработке труб со швами важно контролировать их отсутствие на деформируемом участке. Оптимально, если стык располагается выше места изгиба.
- Для удаления наполнителя необходимо вынуть заглушки, простучать по трубе и высыпать песок.
- Для придания эстетического вида готовому изделию его необходимо зачистить от возникших окалин.
- При гибке трубы малого радиуса (не более 4 см) необходимости в разогреве может не возникнуть. Заготовка просто фиксируется в трубогибочном устройстве и обрабатывается.
Гибку по радиусу профильных труб необходимо выполнять с учетом:
- диаметра рабочего элемента (влияющего на технологию гибки);
- толщины стенок (от нее зависит используемое оборудование – большая величина поперечного сечения стенок требует приложения больших усилий при гибке);
- материала изготовления профильных труб (с учетом этого показателя определяют минимальный радиус гибки);
- показателя будущей окружности.
Несмотря на кажущуюся сложность, процесс такой обработки металла достаточно прост. Однако соблюдение техники безопасности является одним из ключевых требований. Тем, кто впервые решил попробовать свои силы в такой работе, стоит попрактиковаться на старых трубах, так как не всегда можно добиться нужного радиуса с первой попытки. Однако лучшим решением станет обращение в специализированную компанию, тем более что цены на гибку профильных труб по радиусу на сегодняшний день достаточно демократичны.
Гибка труб (назначение)
Какой именно способ воздействия на трубу будет избран, определяется назначением изделия и его характеристиками. Так, гибка плоскоовальной трубы наверняка потребуется не для монтажа трубопровода и не для несущей конструкции, а для выполнения дизайнерского проекта. Кроме формы профиля специалисты учитывают:
- материал,
- размер сечения,
- толщину стенок,
- радиус деформирования заготовки,
- требуемую точность выполнения работ.
Отдельный вопрос — гибка труб большого диаметра. Габариты изделий не позволяют деформировать их исключительно механическим способом, поэтому для работы с ними используется нагрев токами высокой частоты. Но такую операцию переносят далеко не все металлы, особенно медь. Поэтому гибка медных труб большого диаметра проводится более щадящим способом — гибкой с растяжением. Для этого задействуют специальные гибочно-растяжные машины.
Этапы производства металлопрофиля
Основные этапы полного цикла производства следующие:
- обработка штрипса,
- изготовление круглой заготовки,
- профилирование трубы,
- нарезка,
- контроль качества,
- термообработка.
Обработка штрипса
Сырье для профилированных труб на линию производства поставляют с металлургических заводов в виде рулонов – штрипсов.
Рулоны разматывают, нарезают на станке продольной резки на полосы нужной ширины. Затем из нарезанных сегментов сваривают непрерывную ленту, которую наматывают на барабан.
Это делается для обеспечения непрерывности производства – создается технологический резерв материала, чтобы предотвратить простои в работе вальцовочного станка.
Изготовление заготовки
Металлическая лента передается на формовочный стан, где из нее формируется заготовка с круглым сечением.
При прохождении клетей и вальцов формовочного станка из ленты получается непрерывная труба, имеющая незакрытый шов.
На этом этапе пропускают через формовочный стан холодную полосу стали или проводят сразу и термическую обработку.
Рекомендуем ознакомиться: Воздуховоды из оцинкованной стали, их виды и применение
Трубу передают в сварочную установку, где шов закрывается, и получается заготовка. Сварка производится печным способом, в защитном газе или высокочастотными токами. Шов может быть прямым или спиральным.
Во время сварки вальцы станка сжимают края шва для повышения прочности стыка, в результате образуется грат – излишки расплавленного металла, вдавленные внутрь трубы и на ее внешнюю поверхность. Грат снимается резцом, после чего заготовку охлаждают эмульсионным составом.
Важно! Процесс охлаждения заготовки эмульсионным составом продолжается и на этапе профилирования, и при нарезке.
Профилирование трубы
В зависимости от формы сечения, которое необходимо получить, профилирование трубы проходит в один или два этапа.
- Заготовку пропускают через калибровочные вальцы, выравнивающие заготовку. После калибровки она имеет одинаковое сечение по всей длине. Если необходима труба овального или плоскоовального сечения, то на этом ее профилирование заканчивается.
- Если необходима треугольного, квадратного, прямоугольного или многоугольного сечения, заготовку пропускают через профилирующий станок. Вальцы этого станка обжимают круглую трубу до нужной формы.
Нарезка
Готовую непрерывную трубу нарезают по заданным размерам, не прекращая процесс охлаждения.
Для дополнительной защиты готовых профильных труб используют холодную или горячую оцинковку:
- Первый метод заключается в нанесении на металлопрофиль слоя порошковой или полимерной краски.
- Второй метод отличается тем, что готовую трубу предварительно очищают, окунают в ванну с расплавленным цинком, а затем охлаждают и сушат.
Контроль качества
К профильным трубам, изготовленным в условиях полного цикла, предъявляют жесткие требования. Обязательным этапом производства металлопрофиля является проверка качества.
Особенно тщательно контролируют герметичность шва, так как слабым местом сварных труб является именно шов.
Применяется два метода проверки:
- визуальный осмотр,
- вихретоковая дефектоскопия.
Специалист осматривает шов и выявляет нарушения шва, вызванные дефектом сварки, и повреждения, полученные из-за неправильной работы вальцов.
Рекомендуем ознакомиться: Труба полипропиленовая (PPR) армированная алюминием
Второй метод проверки – аппаратный. Работа дефектоскопа основана на сравнении электромагнитных характеристик металла на всех участках шва.
На эти характеристики влияет химический состав материала и наличие физических дефектов. Дефектоскоп помогает выявить места непровара шва и раковины, не замеченные при визуальном осмотре.
Процесс производства считается завершенным, а изделие допускается к реализации только после проведения проверки качества.