01/20/2020 Author: VT-METALL
Issues discussed in the material:
- Why bend sheet metal along a radius?
- What is the technology of sheet metal bending: features and classification
- Stages and sequence of actions
- Calculation of the minimum radius when bending sheet metal
- Minimum bending radius of sheet metal
- Benefits of using CNC machines
Anyone who intends to use this particular method of processing the material needs to know the permissible bending radii of sheet metal. Because without accurate values and proper calculations, any workpiece can be ruined.
In this article we will talk about the technology of sheet metal bending, the features of this type of processing, methods and methods used. Particular attention will be paid to the minimum bending radius of a metal sheet and calculation methodology.
Bending metal of any complexity in Moscow and the Moscow region
Metal bending is possible using various methods, hot and cold. The most common method is the transformation of cold products on bending machines. The manual method is used quite rarely; it is used for bending thin sheet metal up to 0.6 mm thick. Automatic bending methods:
- On a hydraulic press
(universal air). A metal strip (up to 10 mm thick, up to 6 m long) is installed on the lower table with the matrix. The product of the desired shape is obtained due to the action of the punch directed from above to the required depth. - According to the matrix.
The technology is characterized by increased accuracy and is used when processing sheet metal up to 5 mm, deforming the workpiece at an angle of less than 90 degrees. - Using a rotating beam.
Used for bending sheets up to 1 mm to bend products in different directions. - Sliding processing.
When carrying out the procedure, a separate tool is used to prepare each thickness of workpiece.
Metal bending ensures a constant structure of the metal plate in the bend areas. The thickness of the sheet metal can reach 12 mm.
Technical capabilities of bending equipment
The new Baykal CNC hydraulic press brake with 3D modeling makes it possible to bend metal sheets up to 3100 mm long and up to 8 mm thick, depending on the type of metal.
The electronic movement synchronization system, using the technology of proportional distribution of forces along two guides, guarantees control of the parallelism of the traverse movement using a CNC system, ensures maximum bending accuracy and repeatability of parts manufacturing.
| Technical characteristics of the press: | |
| APHS 31160 | |
| Bending length | 3100 mm |
| Bending force | 160 tons |
| Distance between posts | 2550 mm |
| Zev | 410 mm |
| Clearance | 540 mm |
| Maximum opening | 260 mm |
| Table width | 60 mm |
| Bending speeds approach - bending - return | 160 mm/s-10 mm/s-130 mm/s |
| Main engine | 15 kW |
| Hydraulic volume | 140 l |
| Weight | 9,700 kg |
Metal bending services
Our company provides sheet metal bending services in Moscow. When bending metal, modern equipment is used, the use of which allows everything to be carried out with maximum precision. Sheet metal bending is fully automated, which greatly speeds up and simplifies the process.
The cost of bending sheet metal depends on the thickness and length of the product. The shape of the part, the type of steel, the features of the bending contours, etc. also play an important role.
The technology allows you to form products of the required sizes and shapes from sheets. By bending, you can most easily give the material the desired shape. The method is an easier to perform and inexpensive alternative to welding. The choice of technology depends on the material used and the requirements for the resulting product. Before the procedure, calculations are made using a special formula.
The automated method allows you to give workpieces the desired shape without the use of welding equipment. The main advantage of the bending technique is the absence of seams, which improves the appearance and increases the strength of products. The bending method speeds up the production process. As a result of bending, the weight of products and metal consumption are significantly reduced, labor costs and production costs are reduced, and profitability increases.
Creating a sheet metal bending machine
For defect-free bending, you can use homemade mechanisms. You can make them yourself without having additional skills. To do this, you need to create a drawing, prepare materials, tools:
- channels, metal corners;
- pressure plate;
- door hinges;
- wooden block;
- metal rods.
The tools you need are a welding machine, a drill with metal drills, a grinder, and a grinder.
Stages of manufacturing the machine:
- Initially, you need to prepare the materials, cut the channels, corners, and rods to size using a grinder.
- Assemble a frame with stable legs. Connect the individual parts using a welding machine. Clean the seams with a sander and coat them with an anti-corrosion compound.
- Connect two corners with door hinges to create a movable structure.
- Weld metal rods onto one of the corners to act as handles.
- Attach the movable structure to the frame so that you can work with workpieces.
Some craftsmen make mechanisms without a base, which are mounted on a finished workbench.
Channel (Photo: Instagram / stockwood.ru_moscow)
Metal sheet bending price
| Bending length, mm | 100 | 200 | 500 | 1000 | 1500 | 2000 | 2500 |
| Sheet thickness, mm | Price for bending sheet metal (minimum order from 100 bends) | ||||||
| 0,8 — 1 | 9 rub. | 11 rub. | 16 rub. | 29 rub. | 40 rub. | 50 rub. | 76 rub. |
| 1,2-1,5 | 9 rub. | 11 rub. | 17 rub. | 30 rub. | 40 rub. | 50 rub. | 76 rub. |
| 2 | 9 rub. | 11 rub. | 17 rub. | 30 rub. | 42 rub. | 51 rub. | 77 rub. |
| 2,5 | 9 rub. | 11 rub. | 19 rub. | 31 rub. | 44 rub. | 51 rub. | 77 rub. |
| 3 | 9 rub. | 13 rub. | 20 rub. | 32 rub. | 49 rub. | 56 rub. | 95 rub. |
| 5 | 14 rub. | 18 rub. | 25 rub. | 44 rub. | 69 rub. | 88 rub. | 139 rub. |
| 6 | 15 rub. | 21 rub. | 28 rub. | 53 rub. | 81 rub. | 106 rub. | 166 rub. |
| 8 | 17 rub. | 21 rub. | 33 rub. | 59 rub. | 105 rub. | — | — |
| 10 | 19 rub. | 23 rub. | 38 rub. | 66 rub. | — | — | — |
| 12 | 23 rub. | 28 rub. | 45 rub. | — | — | — | — |
Where is sheet metal bending used?
This metal sheet processing technology is widely used in various fields due to its advantages. Bent elements, while having the same strength as solid rolled pipes and profiles, are lightweight. Areas of application for bending:
- construction sector (roofing, components, ventilated facades);
- mechanical engineering;
- transport industry (cladding);
- metal profiles;
- production of sliding furniture;
- parts of equipment housings, household appliances.
Stages and sequence of technology
Development is carried out in the following sequence:
- The design of the part is analyzed.
- The force and work of the process are calculated.
- The standard size of production equipment is selected.
- A drawing of the initial workpiece is being developed.
- Strain transitions are calculated.
- Technological equipment is being designed.
An analysis of the compliance of the capabilities of the source material is necessary in order to determine its suitability for stamping according to the dimensions shown in the drawing of the finished part. The stage is performed according to the following positions:
- Checking the plastic ability of the metal and comparing the result with the level of stress that occurs during bending. For low-plasticity metals and alloys, the process has to be split into several transitions, and between them, interoperational annealing must be planned, which increases plasticity;
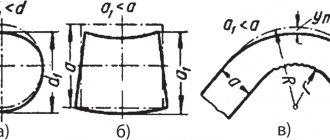
- Possibility of obtaining a bending radius at which cracking of the material will not occur;
- Determination of probable distortions in the profile or thickness of the workpiece after pressure treatment, especially with complex contours of the part;
Based on the results of the analysis, sometimes a decision is made to replace the starting material with a more ductile one, about the need for preliminary softening heat treatment, or to use heating of the workpiece before deformation.
The bending radius rmin is calculated taking into account the plasticity of the workpiece metal, the ratio of its dimensions and the speed at which deformation will be carried out (hydraulic presses, with their reduced speeds of movement of the slide, are preferable to higher-speed mechanical presses). As the rmin value decreases, all metals undergo so-called thinning—a decrease in the original thickness of the workpiece. The intensity of thinning determines the thinning coefficient λ, %, which shows how much the thickness of the final product will decrease. If this value turns out to be more critical, then the initial thickness s of the workpiece metal has to be increased.
For low-carbon sheet steels, the correspondence between the above parameters is given in the table (see Table 1).
Table 1
Thus, under certain conditions, the metal of the workpiece may even bulge somewhat.
and for large deformations, a more accurate equation of the form
table 2
The effect of probable springback can be taken into account using data on the actual springback angles β, which are given in Table 3. The data in the table correspond to the conditions of single-angle bending.
Table 3
Defects and difficulties when bending
During the deformation of metals, defects may appear. The most common are oblique bends, mechanical damage to the surface. This phenomenon occurs due to errors when marking or securing workpieces above/below the marking line. A common mistake when bending is also considered to be rupture (crack) of the metal. It occurs due to insufficient plasticity of the material. Bending of thin sheet metal is most often susceptible to this type of defect, which is why it often has to be done manually. Another common bending defect is dimensional irregularities. It manifests itself when there is a shortage or excess of sheet at the ends of the part, which occurs when the calculation of the length of the workpieces is incorrect.
Bending parts made of sheet and strip metal - Metalworker's Handbook
Sheet metal bending machines
Bending of steel products with small overall cross-sectional dimensions is usually carried out in a cold state. The process consists of an irreversible change in the longitudinal or transverse axis of the deformed workpiece.
Classification of bending methods
Types of bending differ in the following parameters:
- According to the type of final profile , which can be L-shaped (single-angle bending) or U-shaped (double-corner bending). For highly plastic metals and alloys, multi-angle bending is also possible without heating the original workpiece. Bending also includes the twisting/twisting technology, which is used to produce, for example, window and door hinges.
- By the nature of the application of the main deforming force. Bending can be free or with a calibrating blow . In the first case, the original strip or profile is laid on two supports, and a force is applied in the middle, which deforms the metal. In the second case, the workpiece is placed on a spring-loaded support and moves along with the tool downwards until it stops. Sometimes a simplified version of calibrating bending is used, in which the product is rigidly stamped at the end of the working stroke of the bending tool.
- According to the number of bending transitions , which is determined by the plastic properties of the material. Most cold workpieces are capable of deforming in one transition without cracking at angles of up to 100...1200 . For more intensive shaping, two- and even three-transition bending is provided. For materials with low plasticity, intermediate annealing is always introduced between bending transitions.
- According to the bending method . The operation can be performed with a tool that moves back and forth or rotates . The first bending option is implemented using mechanical or hydraulic presses of vertical or horizontal action. In practice, the first type of equipment is called “sheet benders”, and the second type is called “forging bulldozers”. Rotary bending with non-profiled tools is carried out on roller-type bar or sheet bending machines. Such equipment is often equipped with devices for straightening the original rolled metal.
Bending technology with profiled tools
All processes discussed below are carried out using specialized tools - stamps . The working parts of any bending die are a punch and a matrix.
The punch - the movable part of the stamp - is fixed. As a rule, in its upper half, and when the slider moves, it moves back and forth.
The matrix - the stationary part of the stamp - is located in its lower half, which is fixed on the equipment table.
The accuracy of stamping with a profiled tool depends on:
- Correspondence of the working profiles of the punch and matrix to the drawing dimensions of the product;
- The direction of the bending axis, which should always (this is important!) coincide with the rolling direction of the original workpiece (it can be easily set along the outer direction of the fibers on the original workpiece);
- Taking into account the plastic and elastic properties of a deformed metal or alloy;
- Reliability and accuracy of adjustment of stops for bent workpieces;
- The rate of metal deformation by the equipment slider;
- Deformation temperatures (before hot bending, a mandatory transition is to clean the surface of the workpiece from scale, the presence of which impairs the quality of bending and provokes accelerated wear of the working tool).
When designing the working profile of bending punches and dies, the main factor is not the technological force (for all bending options it is small), but the so-called elastic aftereffect of the workpiece metal, called springing .
As a result of springing, the metal always tends to return to its original shape, and the intensity of this tendency depends on the plasticity limit. Soft metals (aluminum, copper, steel with a carbon percentage of up to 0.1%, etc.) spring back by 3...8%, and brass, medium and high carbon steels - by 12...15% .
Springback is taken into account in several ways:
- The production of punches and dies with a working profile that takes into account future springing (for example, if it is necessary to bend the workpiece at an angle of 600, with the expected springback of the metal being 100, then the tool profile is made at an angle of 700). The springing coefficients are determined from tables, depending on the grade of material and the thickness of the workpiece.
- Manufacturing punches with undercuts into which deformed metal flows. In this case, the elastic aftereffect forces are neutralized by the force of plastic deformation of the workpiece.
- By introducing an additional calibrating transition when the product is being further stamped. The method is unproductive because it increases the complexity of bending.
- By reducing the rate of deformation and leaving the metal under load for some time until the inertial forces in the deformed section disappear. This is only possible on hydraulic presses or presses with a special crank drive.