The essence of the bending process
Metal bending is an industrial process in which sheet metal is formed into a specific shape. As a result of such technological processing, a volumetric element or part is produced from a flat metal blank (that is, a sheet). An item made using this method is a three-dimensional product without seams or any other types of joints. The process of changing the configuration of a metal sheet occurs due to:
- mechanical impact on the metal structure;
- exposure to high temperature.
This process can be characterized as stretching the outer layer of material while simultaneously compressing the inner one. In this way, the workpiece can be given the required shape with specific parameters.
Defects and difficulties when bending
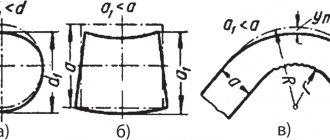
Bending of low-plasticity steels (in particular, those containing more than 0.5% C) becomes more difficult, mainly due to the phenomenon of springing - a discrepancy between the configuration of the finished part and the requirements of the drawing. Springback is a major problem when developing a bending process.
The essence of the phenomenon is the elastic aftereffect of the material after removal of the working load. As a result, the shape of the workpiece is distorted (in some cases, the actual spring angle can reach 12...150, which subsequently dramatically affects the accuracy of the mating of the bent part with the adjacent one).
Springing is eliminated or reduced using the following technological methods:
Spring during bending
- Compensation for the spring angle by corresponding changes in the parameters of the working part of the punch and matrix. The method is effective if the grade of the metal/alloy or its strength characteristics, in particular, the ultimate tensile strength, are precisely known. In particularly critical situations, it will be necessary to carry out technological tests for bending. If, for example, the spring angle is 120, then the working edge of the punch is increased by the same angle.
- By changing the working profile of the matrix, as a result of which bending of metals along the entire length of the deformation zone must constantly occur in contact with the active working tool. To do this, technological undercuts or notches are made in the matrix, if possible.
- Increasing the plasticity of the metal, for which it is annealed before stamping. For high-carbon steels, the annealing temperature is usually set within 570...6000C, and for low-carbon steels 180...2000C.
- By bending in a hot state, when the plastic characteristics of the metal are obviously better. True, in this case, an additional operation of cleaning the surface of the part is introduced into the technological process, and the working surface of the matrix must be cleaned of scale particles after each stroke of the punch.
Where is it used?
Today, precision metal bending is used quite widely. This method has proven to be more effective than stamping. Basically, this processing method is used in conditions of production of a large number of products - for example, pipes and fittings, various profile products. This technology is also used in construction (for metal and sheet metal) and various types of installation work (partially bent metal). Many more craftsmen of handicrafts (for example, decorative forging) use this type of processing for their work.
Main advantages
The main advantage of this method of sheet metal processing is the high accuracy of linear measurements of the finished product. It is equally important that products made by this method of metal molding are seamless. This significantly increases the reliability and mechanical stability of products. In addition, this treatment significantly improves the structure of the metal itself, making it more durable and resistant to corrosion. But this is applicable provided that sheets of brittle grades of metal alloys are not used for bending. It is worth noting that the procedure for manufacturing metal products using this method is more effective. This is because relatively high production intensity can be achieved. And by minimizing the cost of human labor (if we mean industrial production), this method of sheet metal processing significantly reduces the cost of the finished product.
Advantages of metal bending on CNC machines
More and more, the use of computer-controlled equipment is becoming the norm rather than the exception. Such machines can be seen in almost any production, regardless of its scale. The use of specialized software allows not only to increase the processing speed of parts, but also leads to noticeable savings in metal and increased accuracy of workpiece processing.
The work of processing workpieces on bending machines under CNC control is as follows:
- using storage media or via a LAN, a control program is entered into the control system.
- it encodes the signals necessary for the operation of the equipment, on the basis of which the workpiece will be processed. That is, the actuators, receiving the appropriate commands, set in motion the working body (punch) that presses the workpiece into the matrix.
The use of control systems allows you to achieve certain advantages over other metal processing methods:
- The quality of the finished product is ensured, including the fact that during CNC operation the influence of the human factor is completely eliminated.
- The dimensions and shape of the resulting product fully comply with the requirements of the working documentation.
In addition to the mentioned parameters, it is impossible not to mention the fact that the work on manufacturing products can be carried out 7/24 without the involvement of additional human resources.
Metal bending: tools and their applications
It is worth distinguishing two types of equipment:
- Industrial, that is, equipment that is used in production.
- Manual, that is, something that can be used in small workshops, most often of the home type.
Special sheet bending machines are used in production. Typically, the technological process itself involves the use of devices for cutting blanks from metal sheets (it is more efficient to use laser cutting). After preparing the flat workpiece, the processing itself follows directly on the sheet bending equipment. Manual machines are less efficient, the result is often not of very high quality, and you will need to tinker with one product much longer than with an automated device. But they are still used for bending sheet metal at home. Typically, home craftsmen use them to carry out minor repair work or create decorative forged products. Both specialized devices and manual machines allow you to effectively work with sheet metal of different thicknesses. There is only one difference - the degree of effort exerted during the process. But when working with any type of equipment there are some peculiarities:
- When operating a manual machine for shaping and bending sheet metal, the main requirement is precision, accuracy and strength. It is necessary to ensure the production of a product with certain parameters through your own efforts.
- When working on an automated sheet bending machine, you need to take into account the features of working with special software.
Types and design of bending machines
Bending of sheet metal is carried out using specialized equipment - sheet bending machines. According to the operating principle, metal bending machines can be divided into several types:
Universal bending machine
Universal. When this machine operates, the sheet is placed in a fixed matrix and, with the assistance of a punch, it is given the required shape. Punches are made in several designs, which differ from each other in shape and size, for example, in angle. As a rule, a groove in the shape of an angle is made on the matrix.
Universal presses are easily reconfigurable and can solve many technological problems.
Turning. This machine consists of a traverse, as the bending beam is called, a bending beam and a back stop. A clamping beam is necessary to secure the sheet of metal to the frame. The bending of the sheet is carried out by a bending beam. In fact, it is the main working element of this machine.
Rotary bending machine
Rotary bending machine
Rotary. The design of such equipment may include several shafts (rolls). They rotate around their axis. In addition, the work rolls can move in a vertical plane. A sheet of metal is placed in the space between the shafts and by moving them vertically the future bending radius is adjusted. After the sheet passes between the rotating shafts, it receives the required shape.
A metal bending machine can be powered by human muscle power, hydraulic, pneumatic, electric (electromechanical) or mechanical drive.
Folding machine
Folding machine
To work with metal of small thickness, folding or folding machines are used. They are widely used when working with roofing sheets, creating ventilation ducts, etc.
Technological features of the process
In addition, to carry out these works (for example, bending pipes, the manufacturing technology of which involves the use of a hydraulic press), special dies are required. Thanks to these stamps, the sheet placed in the press acquires the required shape due to the high pressure applied to the workpiece. In order for the structure of the workpiece to become sufficiently strong and denser, the workpieces are preheated to a specific temperature. The technology is simple, but it allows you to make durable products of acceptable quality, using time efficiently. Finished bent metal products have the opportunity to become a suitable alternative to other types of rolled metal. Regarding characteristics and specific parameters (for example, resistance to corrosion), bent products are much better than their analogues. Therefore, such metal products constitute reasonable competition for welded products, which do not guarantee the strength and stability of the structure being created. There are no particular differences in the use of automatic or manual sheet bending equipment. The operating principle of both types of machines is the same, only the effort and speed of manufacturing specific parts differ.
Operating principle of various sheet metal bending machines
The technological equipment used in modern production for the creation of metal structures makes it possible to obtain finished parts with different dimensions and shapes from sheet material.
Roll bending
Manual sheet benders
These designs have a number of features, in particular, they have restrictions on the depth of the workpiece, the maximum thickness of the metal, its width, or more precisely the bending length. The thinner the metal, the longer the bending length. Most often, they are used for bending thin sheet metal.
Bending with a manual bender
The work of manual installation is constructed as follows: The sheet is pressed against the work table by the upper beam. The required bending angle is obtained by lifting the lower, rotating beam. When using this machine, it is necessary to keep in mind that the thickness of the sheet that can be processed should not exceed 2 mm.
Manual sheet benders are lightweight, and this allows them to be used both in stationary conditions and directly at the workplace, for example, on a construction site.
Hydraulic sheet benders
These machines use liquid as an energy source. The pump, built into the system, creates excess pressure, under the influence of which the plunger moves the movable transverse beam. The sheet to be processed is pressed against the work table, and the movement of the cross beam performs straightening and bending of the sheet.
Sheet benders of this class are used to process workpieces along the entire length of the work table; in addition, they are used to deep draw metal. The hydraulic cylinders feature positioning accuracy and high operating efficiency. Their use allows you to control the amount of movement, speed and movement of parts of the hydraulic system.
Hydraulic sheet bending machine
Hydraulically driven machines are used for the production of additional components, air ducts, and roofing parts. This equipment is used to make advertising structures and perform external and internal finishing of buildings and structures. The use of hydraulic equipment makes it possible to process sheets with greater thickness, for example, up to 4 – 8 mm. Of course, this value depends on the brand of material being processed.
Electromechanical sheet benders
The design of this equipment consists of a frame and a rotating beam for bending the sheet. In addition to the rotary beam, a beam assembled from profile sentiments is installed on the machine, which presses the sheet. For operator safety, this type of machine has pedal control.
Electromechanical sheet benders
This type of sheet bending machine allows you to bend long lengths of metal. They are used for processing various materials, including galvanized steel and cold-rolled steel 2.5 mm thick.
Machines of this type are used in the production of sills, window sills, and structures for ventilation systems.
Features of metal bending in a home workshop
When carrying out repairs or construction, and if you need to use metal or products made from it, it often becomes necessary to bend the part. Bending metal at home is a rather labor-intensive process, but it is completely within the control of a master. In this case, you still cannot do without using a special manual sheet bending machine. Often such simple equipment is made from improvised means and tools. The list of required components of such a manual bending machine includes the following parts:
- Clamp.
- Base and cheeks.
- Bracket.
- Welded clamp.
- Axles.
- Punch Angle.
Finding the necessary parts for the manufacture of such equipment is not difficult. After manufacturing such a machine, it is worth taking care of the installation (it is better to install the tool securely enough). It is most convenient to install this machine on a table specially designated for it. But all this is doable, all that remains is to understand how to work with it. It is better to practice or ask someone to show you the specifics of the bending process on a manual sheet bending machine. By the way, the hand-held machines themselves may differ in design, which affects the features of their direct use. The metal processing process itself cannot be imagined without the use of a mallet, pliers, hammer and similar hand tools. But such simple equipment will only help cope with sheets of relatively small thickness. When working with thicker sheets, it is worth purchasing special hydraulic rollers or manual roller presses. It is impossible to do highly complex work at home. It will also be problematic to process fairly thick metal sheets. But it is technically possible to make corners, components for drainage and even pipes. However, such an operation will take a lot of time, which will significantly prolong the repair or construction work itself.
Metal bending and its main methods
Sheet bending
It should be understood that metal bending operations are not limited to working with sheet metal. When creating metal structures for various purposes, there is a need to use bent pipes or profiles.
Radius sheet bending
Radial bending of sheet metal is performed using the equipment described above. When performing it, it is important to choose the correct linear size of the workpiece. The designer must remember that the length of the workpiece should be slightly longer than the length of the finished part. This is due to the specifics of the bending operation. The fact is that when the position of one part of the sheet changes relative to another, the inner layers of the metal are compressed, and the outer ones are stretched. That is, before performing radius bending of metal, it is necessary to carefully calculate the geometric parameters of the workpiece.
To calculate the bending radius, it is enough to use tabular data that can be found in almost any engineering reference book.
Pipe bending
Pipes can also be bent in accordance with the requirements of the working documentation. There are several methods - manual and mechanized. By the way, in everyday life, bent pipes can be found on fences and railings installed in residential buildings and premises for other purposes.
Hydraulic pipe bending
Most often, pipes are bent along a radius. This process allows the pipe to be bent either partially or completely. Moreover, it will not depend on the shape and size of the section. The process of pipe deformation looks something like this: when bending a hollow profile, several forces act on the workpiece, one affects the surface of the inner wall, and the second affects the outer side of the profile.
Round pipe bending process
When bending a pipe, there is a danger that the interaction of these forces may deform the pipe profile. As a result, loss of alignment may occur. Moreover, if a number of technological rules are not followed, the pipe may rupture. If the bend is uneven, folds may form at the bend. The reason for this is the influence of tangential forces arising during pipe deformation.
To avoid such phenomena, cold and hot pipe bending is used. The first method is used for processing pipes with a small diameter. But in this case, it is necessary to know the minimum permissible bend radius, which runs along the center line. It should be noted that the use of local heating of the pipe creates more comfortable conditions for bending the pipe. After heating, the metal acquires plasticity sufficient to perform a given deformation. The hot bending method is used on large diameter pipes.
There is a way out!
But you can always find a way out of the situation - order the production of the necessary bent metal products in a special workshop.
If you need pipes for home drainage or cornices, as well as other forms of bent metal products, then it is more profitable, faster and more reliable to order them from professionals. Cooperation with specialists guarantees:
- high speed of execution of each individual order;
- accuracy and excellent quality of finished products;
- use of modern high-precision equipment when bending metal;
- favorable cost of the service.
Ordering the production of bent metal products from specialists is a significant saving of your time and effort. And besides, getting the expected good result.