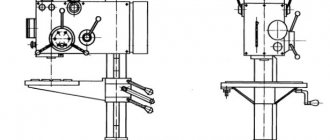
Spindle assembly of drilling machine 2M112
- spindle
- screw
- bearings
- sleeve
- pinion shaft
- bearings
- frame
- sleeve
- pulley
The spindle assembly of the 2M112 tabletop drilling machine is mounted in the housing. The spindle 1 itself is mounted in the sleeve 4 on ball bearings 3 and 6. The spindle receives rotation from the sleeve 8 and pulley 9 through a splined connection. The spindle feed is manual, carried out by rotating the steering wheel using a roller - gear 5 and sleeve 4 with a rack.
Nut 2 is designed to remove the drill chuck from the spindle cone 1.
Technical specifications
The diameter of the holes that can be created using a tool is the main characteristic of drilling machines. The passport of the tool in question indicates that it can be used to create holes with a diameter of up to twelve millimeters.
For domestic use, as well as for small-scale production, this indicator will be sufficient. However, in some cases, drills with larger diameters are installed on the machine.
Depending on the purpose of use, the master can switch the speed of operation of the unit (it has five speeds). The technical description indicates that the rotation speed ranges from four hundred fifty to four thousand five hundred revolutions per minute, depending on the selected speed.
The number of spindles is one. The distance from the spindle to the plate is adjustable. Depending on the specific conditions, the distance can be adjusted from twenty to four hundred millimeters. The work plate has a square shape. The length of one side is twenty-five centimeters.
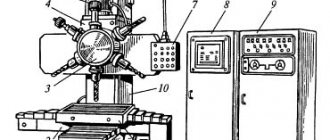
Setting up and commissioning a tabletop drilling machine 2M112
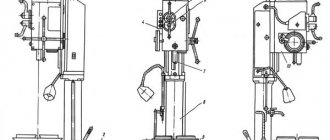
Setting the 2M112 machine scale to the drilling depth
- scale
- pointer
- screw
- screw
When drilling holes to a given depth, you can use a stop. By turning the steering wheel, you should bring the drill to the surface of the material being processed and drill it to the depth of the conical sharpening of the drill. Then turn nut 4 to set pointer 2 to position “0”. Turn nut 4 to set the specified drilling depth.
Moving the spindle head of a tabletop drilling machine 2M112
In order to be able to move spindle headstock 9 along column 1, it is necessary to release handle 2. By turning nut 4 to the left or right, we raise or lower spindle headstock 9.
The 2M112 drilling machine can be configured to drill holes in long and large parts, as it has the ability to rotate the spindle head 360° around the column.
Belt tension of drilling machine 2M112
As the belt wears, it stretches. Handle 2 is used to tension the belt.
Advantages and disadvantages of the device
The fact that the model 2M112 tabletop drilling machine, the design of which was developed more than thirty years ago, can still be found in the equipment of many manufacturing enterprises and home workshops, indicates that specialists value this equipment for its characteristics and advantages.
The popularity of the 2M112 vertical drilling machine is also evidenced by the fact that even after a complete breakdown (which happens extremely rarely), users try to find a unit of a similar model, rather than purchasing cheap and low-quality devices from Chinese manufacturers or expensive European equipment.
In the electrical panel of the machine (combined with the control panel) everything is simple and minimalistic
Among the most significant advantages that the drilling machine model 2M112 has, it is necessary to highlight the following.
- Thanks to its long service life, the machine is characterized by exceptionally high endurance and is able to be successfully operated even in the most severe conditions.
- Due to the simplicity of the design, the device does not require complex care and special maintenance. Even disassembling such equipment yourself does not cause any particular difficulties.
- On the modern market you can easily find any spare parts and components for the 2M112 machine, so there are no difficulties with the repair of such equipment.
- The power of the electric motor with which this machine is equipped is quite enough to satisfy the needs of both a home craftsman and a small manufacturing enterprise.
- A significant characteristic of the 2M112 machine is its affordable price, which is optimally combined with its reliability, efficiency and ease of use.
Connection diagram of the machine to a 220 volt power supply network
The vertical drilling machine of the model in question is not without its shortcomings, which are not mentioned in the passport. The main disadvantage of this equipment is that it is already obsolete. Modern devices of this category, the production of which uses new technological approaches and innovative kinematic schemes, surpass the 2M112 in processing accuracy, efficiency and productivity.
The kinematic diagram of the machine consists of a minimum number of parts
Schematic diagram of 2M112
Lubrication system of drilling machine 2M112
| № | Lubrication points | Lubrication mode or oil change | Lubricant grade |
| 1 | Splined part of the spindle | Once every 2 days | I-20A |
| 2 | Nut and column surface | Once every 7 days | CIATIM-203 |
| 3 | Joint surface of sub-motor plate | Once every 30 days | I-20A |
| 4 | Spindle gear neck shaft and housing retainer on the column | Once every 3 days | I-20A |
| 5 | Spindle sleeve bearings and nuts | Once every 6 months | CIATIM-203 |
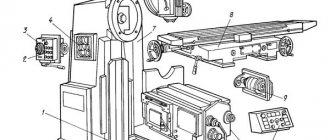
Technical characteristics of vertical drilling machine 2s132
terms of Use
As the passport shows, the 2S132l drilling machine can be used at temperatures not lower than plus 1ºC, and also not higher than plus 35ºC. At 25ºC the relative humidity should be up to 80%.
It is designed to perform typical drilling work, namely:
- drilling;
- reaming;
- deployment;
- thread cutting;
- countersinking;
- boring holes;
- countersinking;
- trimming ends.
The instruction manual also confirms that the device can be produced upon request for more severe operating climatic conditions: from minus 10 to plus 45ºC.
There should be no strong temperature changes or exposure to direct local heating. Otherwise, the electrical circuit, as well as individual components, suffer first of all.
The operating manual states that maintenance, repair, operation, adjustment and installation must only be carried out by qualified personnel who have been trained to operate the equipment. Qualification must be documented.
Training on how to operate the machine can be provided by the manufacturer.
Trainees must remain under the supervision of an experienced specialist and first carefully study the machine passport. Management must ensure compliance with safety rules.
Modifications and features
Let's decipher the modification of the 2S132 machine:
- “2” - drilling group of machines;
- “C” - modernization of the machine;
- “132” is the main technical characteristic of the machine – the maximum drilling diameter.
Based on the basic modification, the following models appeared:
- 2C132K – coordinate machine with a floating table;
- 2С132Ц – with automated control;
- 2S132PF2I - with numerical control (CNC).
Design features of 2S132:
- high rigidity is ensured by cast iron body parts;
- coolant supply with a tank that is built into the base;
- electrical equipment is built into the column;
- the desktop has a height adjustment mechanism;
- There is a unit that allows you to control the drilling depth.
The passport indicates the following main components of the equipment:
- cooling system;
- drill head;
- spindle head;
- feed and speed control mechanism;
- plate;
- gearbox;
- plunger pump;
- gearbox;
- drive unit;
- electrical diagram.
The stand is a hollow cast iron on which the table and head move along guides. The table has three T-shaped slots that allow you to fix the equipment.
An electric coolant pump is placed on the foundation plate. A cabinet with electrical equipment is installed at the top of the column.
Another part is the gearbox. It serves to implement spindle rotation. The electric motor rotates the input shaft of the gearbox through a clutch and gear. Moving blocks can set 12-15 speeds.
The output shaft has a splined hole that helps transmit torque to the spindle. The gear transmission transmits rotational motion to the feed box.
The feed box is used for axial movement of the spindle. Two triple moving blocks implement nine feeds - this is confirmed by the diagram and passport of the machine. The output shaft of the unit is connected to the upper support of the worm of the feed mechanism. Rotation is transmitted to it due to the coupling located on the shaft. This is how the node works.
The spindle head is located on two bearings located in a quill, which is moved along the axis using a rack and pinion transmission. The tool is knocked out of the Morse taper of the spindle using a special device on the spindle head.
By rotating the steering wheel, the spindle head rises and knockout occurs. The holder of the device is in contact with the head body, and turning the lever helps knock out the cutting tool.
The lower groove is secured by the key of the mandrel in which the cutter is located. To prevent the key from falling out of the groove during operation, there is a sleeve placed in the grooves of the glass. It is used only for milling, as evidenced by the device passport.
Floating table
Necessary for drilling products, includes the following parts:
The table moves longitudinally using needle bearings. In the transverse direction, the movement of the slide is also carried out using needle bearings. They make movement smooth and easy, ensuring the desired position of the table.
Its fixation is carried out using a clamping device, including the following elements:
- eccentric shaft;
- lower and upper thrust;
- two wedges.
The screw helps adjust the clamping device. A reliable operation scheme of the unit is provided.
Specifications
Finally, let’s summarize all the technical characteristics and description of the 2S132 drilling machine into a general table included in the passport and operating manual:
| Specifications | 2S132 |
| Axial force on the spindle, up to, N | 15000 |
| Spindle taper | Morse 4 |
| Number of slots (T-shaped) | 3 |
| Distance between column and spindle axis, mm | 300 |
| Table lift, mm | 300 |
| Spindle speed, rpm | 31,5-1400 |
| Torque, up to, Nm | 400 |
| Engine power, kW | 4 |
| Number of spindle speeds | 12 |
| Spindle quill feed rate | 9 |
| Spindle quill movement, mm | 250 |
| Working surface of the table, size, mm | 500×500 |
| Head movement, mm | 170 |
| Maximum product weight, kg | 600 |
| Maximum distance between the table and the end of the spindle, mm | 750 |
| Maximum product height, mm | 600 |
| Drilling, mm | 3-32 |
| Cutable thread | M3-M33 |
| Dimensions, mm (without packaging, with packaging) | 870x1110x2700, 1350x1100x2370 |
| Weight, kg (without packaging, with packaging) | 1200, 1500 |
It can be added that the instruction manual contains other information. For example, it indicates a detailed electrical diagram of the machine, how the device is started, and what the safety conditions are.
Preparing the 2M112 tabletop drilling machine for initial start-up
Remove anti-corrosion coatings applied before packaging to exposed machined unpainted parts of the machine using aviation gasoline or white spirit (heavy gasoline), or kerosene.
Lubricate all areas indicated in the “Lubrication System” section.
Layout and specification of rolling bearings for the 2M112 tabletop drilling machine
| No. of bearings according to standard | 180305 | 180203 | 180104 | 8204 |
| GOST | 8882-75 | 8882-75 | 8882-75 | 7872-89 |
| Ball bearing type | radial single row | radial single row | radial single row | persistent single row |
| Location of installations | Splined bushing | Spindle | Spindle | Spindle |
| Installation location Shaft No. | 1 | 1 | 1 | 1 |
| Position number according to the scheme | 1 | 2 | 3 | 4 |
| Qty | 2 | 1 | 1 | 1 |
Help with the restoration of 2N112 – Drilling machines
I’m not completely sure that this is 2M112, but still. :rolleyes:
In general, I bought a “working” machine from an ad on the Internet, but in reality, everything turned out to be a little different. However, I’m not the first...
The already battered engine nameplate was also painted over. We managed to wipe off the paint and somehow see the initial symbols of the model - AMX74, rpm - 1370, efficiency yes Δ/Y 220/380. I already knew the latter, because... I have already managed to reconnect the windings and connect the motor to the frequency converter. The connection showed squeaking bearings. You can probably lubricate it, but I’d rather change it. The engine power remains a mystery to me.
A couple of questions arose:
1. Does it make sense to weld the spindle head clamp? Not only is it cast iron (you need to find a track welder), but you also have to weld it over a thin body... Will the welding seam hold up when tightened?
2. Do I understand correctly that the console on which the engine is mounted is skewed because in the gap between the dovetails there must be some kind of slats (wedges?) filling it? What material is best to make it from?
3. I saw in neighboring topics that on such machines a thrust bearing is installed between the lifting ring and the SB. Is this by design or homemade? Can anyone tell me the bearing number...
Thanks to everyone who takes the trouble to help with the answers.
Specification of drawings of wearing parts of the table-top drilling machine 2M112
| Part designation | the name of detail | Qty | Weight, kg | Material |
| 2М112.21.401 | Spindle | 1 | 0,7 | Steel 40Х |
| 2М112.21 411 | screw | 1 | 0.068 | Steel 45 |
| 2М112.21.418 | Lever | 1 | 0,049 | Steel 45 |
| 2М112.21.420 | Sleeve | 1 | 0,05 | Steel 45 |
| 2М112.21.416 | Spring | 1 | 0,06 | Steel 65G |
| 2М112.21.403 | Splined bushing | 1 | 0,15 | Steel 40Х |
Splined bushing 2M112-01-01-1
Material: steel 40Х GOST 4543-71
Spindle 2M112-01-02-2
Material: steel 40Х GOST 4543-71
Nut 2M112-01-02-3
Material: Steel 45 GOST1050-88
Coating – Chemical Ox.prm.
Spring 2M112-01-08
Material: Steel65G GOST14959-79
Hairpin 2M112-01-04-1
Material: St 3 GOST 380-2005
Coating – Chem. Oks. prm.
Bushing 2М112-01-07
Material: St3 GOST 380-2005
Vertical drilling machine 2S132 - technical characteristics
The 2S132 vertical drilling machine is an excellent assistant in small-scale, serial, and single-piece production. The actions are carried out using high-speed tools made of hard metal alloys.
Until 2014, this machine was supplied to the market by the Sterlitamak Machine Tool Plant. This equipment model is intended for processing parts made of structural materials. Do not process flammable materials on the machine.
Purpose of the machine
The manufacturer provides for the use of the machine for the following types of work:
- drilling,
- countersinking,
- reaming,
- trimming ends,
- deployment.
The manufacturer describes the possibility of using the 2C132 model in certain climatic conditions. The minimum permissible value is +1 oC, the maximum possible value is +35 oC.
Air humidity is also important; it should not exceed 80% at an average air temperature of 25 °C. If climatic conditions go beyond the described limits, both on the larger and smaller side, the plant offers the manufacture of a machine to individual order.
It is not recommended to use the device in rooms with high levels of dust. Strong temperature changes and heating will negatively affect the service life. In case of non-compliance with the requirements, the machine is removed from warranty service. At the same time, the manufacturer claims that 10 years will pass before the first major overhaul.
The vertical drilling machine is manufactured in several modifications. The final letter in the name specifies the equipment included in the device:
- 2S132L with a round section of the supporting column,
- 2S132K with a floating cross table,
- 2С132Ц with automation elements in the control system,
- 2S132PF2I with CNC control and a floating cross table.
Machine device
The 2S132 machine is equipped with a control panel, with which you can perform the following actions:
- power supply and shutdown,
- turning the spindle left and right,
- selection of drilling mode,
- selection of thread cutting mode,
- turning on the coolant system (coolant).
In addition to the control buttons, the remote control contains lamps - operation indicators and mode switches. The design of the 2S312 machine itself consists of several elements.
Machine column
A rectangular hollow cast iron in which the drilling head is moved manually. Various types of equipment are fixed into the grooves of the lifting table. The electric pump is installed inside the column, and an electrical panel is mounted there, in a niche. The role of the coolant reservoir is played by the foundation plate.
Gearbox and drive
Mobile units make it possible to use 12 rotation speeds. The rotation of the input shaft of the gearbox occurs via an electric motor.
plunger pump
Serves to lubricate the gearbox and all assembly units of the drilling head. The pump operation is monitored using an oil indicator, the basis of which is the front part of the engine subplate.
Speed and feed switching mechanism
You can switch speeds using a handle that has several positions: four of them are located around the circumference, three along the center line.
Feeds are switched by another handle, which can also be fixed in several positions. The location of the handles is the front part of the drilling head.
Speeds and feeds should be calculated based on the data on the attached plate.
Gearbox
Performs axial movement of the spindle. The maximum feeds can be 9. They are carried out by moving gear blocks.
Spindle
The basis for its installation are two ball bearings. The axial load is taken by the lower thrust bearing, the force when knocking out the tool is taken by the upper ball bearing. The location of the bearings is a quill 3, moved along the axis by means of a rack and pinion feed.
Drill head
This is a rectangular casting of cast iron into which the main units of the machine are mounted: feed and speed box, spindle, feed mechanism, speed shift mechanism, spindle counterweight.
Floating table
The 2S132 machine is equipped with a floating platform, the characteristics of which allow the parts to be processed to be well fixed and positioned as conveniently as possible relative to the cutting tool.
The design of the floating table includes:
- Bearing surface (table). It moves longitudinally and transversely along the slide using needle bearings.
- Slides (guides).
- Base.
The technical characteristics of the floating table allow you to quickly move parts that are processed by marking or by copying. The main advantage of the table is quick movement in the desired direction. The design uses a screw mechanism to control the clamping mechanism. The maximum load of the work table is 600 kg.
Design Features
The following indicators distinguish the 2s132 machine from similar models:
- increased rigidity due to parts made of cast iron,
- coolant supply with a tank built into the base,
- possibility of adjusting the height of the floating table,
- electrical equipment built into the column,
- the presence of a unit designed to control drilling depth.
The main technical characteristic of the model is the drilling diameter. It is equal to 132 mm (maximum).
Operating and maintenance conditions of the machine
The operating life of the machine is guaranteed only if preventive measures are carried out in a timely manner. The unit must be periodically checked to ensure compliance with accuracy standards. In this case, it is better not to perform unnecessary disassembly of the machine, as this may affect the output accuracy.
Only highly qualified personnel should be allowed to operate the machine and repair it. Measuring instruments and instruments must undergo certification procedures. No unauthorized access or interference is permitted. This can lead to both injury and damage to components and assemblies.
The time of continuous operation of the machine should not be more than 16 hours, that is, two working shifts. After this time, it is necessary to carry out maintenance of the device.
Source: https://xn—-ntbhhmr6g.xn--p1ai/utilizatsiya/oborudovanie/obzor-vertikalno-sverlilnogo-stanka-2s132
Electrical equipment of tabletop drilling machine 2M112
- The electrical equipment of the 2M112 drilling machine is designed for power supply from a three-phase alternating current network with a voltage of 380V, 50 Hz.
- If necessary, the 2M112 machine with electrical equipment can be made upon special order for a voltage of 220V, 50 Hz.
- The starting and protective equipment is mounted in the plate of the 2M112 table-top drilling machine.
Machine drive 2M112
- To drive the spindle (D1), an AC motor type 5AI 71 A4 (0.55 kW, 1500 rpm) IM 3081 is used
Locks 2M112
- When the engine (D1) rotates in one direction, turning it on in the other direction is impossible.
Protection of tabletop drilling machine 2M112
- The electrical equipment of the 2M112 machine is protected from short circuits and overloads by a single-pole circuit breaker.
- To prevent self-starting of electric motors, zero protection is applied using contacts of magnetic starters K1 and K2.
Schematic diagram of the tabletop drilling machine 2M112
Specification of purchased electrical equipment
| Designation according to the diagram | Name | Qty |
| QFI | Automatic switch VA47-2916A | 1 |
| KM1, KM2 | Magnetic contactor KMI 11210 | 2 |
| M | Electric motor: | 1 |
| SB1 | Button KE021 red. | 1 |
| SB2 | Button KE011 black | 1 |
| SB3 | Button KE011 black | 1 |
Instructions for connecting and servicing electrical equipment of the 2M112 drilling machine
- The 2M112 tabletop drilling machine must be connected to the general grounding system of the workshop using a special bolt located on the machine plate. Grounding of the machine and operation of its electrical equipment must be carried out in accordance with the requirements of the “Rules for technical operation and safety of maintenance of electrical installations of industrial enterprises.”
- When servicing, adjusting and repairing the electrical equipment of the 2M112 machine, you must follow the established safety rules for electrical installation work. Access to the contact parts of electrical machines and devices is permitted only after the machine is disconnected from the network by a circuit breaker.
- It is recommended to first do a test run of the 2M112 drilling machine at idle speed at all speeds sequentially, starting with the lowest spindle speed. During the first period after starting the machine, it is not recommended to work at maximum spindle speed.
- To ensure long-term and trouble-free operation of the 2M112 drilling machine, it is necessary to regularly:
- clean the electric motor, starting and protective equipment from dust,
- clean contacts from carbon deposits,
- tighten connections of wires to equipment as necessary.
Compliance with the above rules will ensure long-term uninterrupted operation of the 2M112 drilling machine and the safety of operating personnel
Initial launch of tabletop drilling machine 2M112
- Before the initial start-up of the 2M112 machine, all instructions set out in the sections “Machine Electrical Equipment” and “Lubrication System” related to the initial start-up must be followed.
- Then a test run is done at idle at all speeds sequentially, starting with the lowest spindle speed. After making sure that all the mechanisms of the machine are working properly, you can begin to operate it.
- During the first period after launching the 2M112 tabletop drilling machine, it is not recommended to work at maximum spindle speed.
2M112 tabletop drilling machine. Purpose and scope
The 2M112 tabletop drilling machine was the most popular metal-cutting machine in the USSR. It was produced by several machine tool factories and training production workshops throughout the country.
2M112 drilling machines were produced in 1976 according to the technical specifications TU-024-4596-76.
Currently, the 2M112 is produced by several enterprises almost unchanged.
The table-top vertical drilling machine 2m112 is designed for drilling holes with a diameter of 0... 12 mm in small parts made of cast iron, steel, non-ferrous alloys and non-metallic materials in industrial enterprises, repair shops and household workshops.
2m112 machine was also used in schools, vocational schools, and technical schools for polytechnic training.
Drilling operations on the 2m112 machine
Drilling machine 2m112 allows you to perform the following operations:
- drilling
- countersinking
- deployment
- reaming
Threading is only possible in through holes, because Spindle rotation is reversed manually using a button on the control panel.
Tapping blind holes requires a device to stop the tap at the end of the hole, such as a safety chuck.
Operating principle and design features of the machine
The drilling depth is measured using a flat scale or stop.
The original design of the belt drive tension allows you to quickly change the position of the belt on the pulleys to obtain the desired cutting speed.
Using a stand to install the machine makes it possible to drill the ends of long parts, such as shafts. The shaft diameter is up to one hundred and twenty millimeters, the length is up to a thousand millimeters.
The spindle of the 2m112 machine receives five rotation speeds from five-stage drive pulleys, which provides free choice of cutting speeds in the range from 450 to 4500 rpm.
The end of the spindle is an external shortened Morse taper KM2, designation B18 according to GOST 9953 (Shortened tool tapers) - shortened cone: D = 17.780 mm, cone length 37.0 mm.
The shortened cone B18 corresponds to a three-jaw drill chuck of the 16th standard size in accordance with GOST 8522 (Three-jaw drill chucks) with a clamping range from 3 to 16 mm.
An example of a symbol for a 3-jaw drill chuck, size 16, with a connecting conical hole B18:
Cartridge 16-B18 GOST 8522-79
Complete set and additional accessories of the drilling machine 2m112
The standard package includes:
- assembled machine
- drill chuck 16-B18 GOST8522-79
- Device and operation manual
Additional machine accessories to expand its capabilities:
- Lamp - (for example: NKP03-60-002)
- Vice - (for example: 7200-021P) are indispensable for complex types of processing, for example, small parts or drilling at an angle
- Cross table - indispensable for precise coordinate drilling or light milling
- Turret - for machining a series of parts with several tools
- Cooling unit - indispensable for long-term drilling
Main technical characteristics of the tabletop drilling machine 2m112
Manufacturer: Kirov Machine Tool Plant (according to TU2.042.00221089.099-2010).
- Drilling diameter: Ø 3… 12 mm
- Maximum drilling depth: 100 mm
- Maximum height of the workpiece installed on the work table: 400 mm
- Spindle speed limits per minute - (5 steps) 450, 800, 1400, 2500, 4500 rpm
- Spindle end - B18 external shortened Morse taper 2 according to GOST 9953
- Standard drill chuck - Chuck 16-B18 GOST 8522-79, clamping range 3..16 mm
- Electric motor power: 0.55 kW
- Machine weight: 120 kg
Acceptable values of machine accuracy standards according to GOST 370 must correspond to:
- Radial runout of the spindle cone – 12 µm;
- Flatness of the working surface of the table – 25 microns;
Morse cone instrumental shortened
Tool taper - Morse taper is one of the most widely used tool mounts.
It was proposed by Stephen A. Morse around 1864. The Morse taper is divided into eight sizes - from KM0 to KM7 (in English: MT0-MT7, in German: MK0-MK7).
Morse taper standards: GOST 25557 (Tool cones. Main dimensions), ISO 296, DIN 228. Cones made according to inch and metric standards are interchangeable in everything except the shank thread.
For many applications, the length of the Morse cone turned out to be excessive. Therefore, a standard was introduced for nine standard sizes of shortened Morse cones (B7, B10, B12, B16, B18, B22, B24, B32, B45), these dimensions were obtained by removing the thicker part of the cone. The number in the designation of a short cone is the diameter of the thick part of the cone in mm.
Russian standard for shortened cones GOST 9953
Tool cones are shortened.
Russian standard for drill chucks GOST 8522
Three-jaw drill chucks.
- B7 - Morse cone KM0 , D = 7.067 mm;
- B10 - Morse cone KM1 , D = 10.094 mm. Cartridge 4-B10 (0.5÷4 mm);
- B12 - Morse cone KM1 , D = 12.065 mm. Cartridge 6-B12 (0.5÷6 mm), Cartridge 8-B12 (1÷8 mm);
- B16 - Morse cone KM2 , D = 15.733 mm. Cartridge 10-B16 (1÷10 mm), Cartridge 13-B16 (1÷13 mm);
- B18 - Morse cone KM2 , D = 17.780 mm. Cartridge 16-B18 (3÷16 mm);
- B22 - Morse cone KM3 , D = 21.793 mm. Cartridge 20-B22 (5÷20 mm);
- B24 - Morse cone KM3 , D = 23.825 mm;
- B32 - Morse cone KM4 , D = 31.267 mm;
- B45 - Morse cone KM5 , D = 44.399 mm.
Where D is the diameter of the cone in the main plane.
What is the 2M112 machine and where is it used?
The 2M112 machine, which belongs to the vertical drilling category, began production in 1980. Over a fairly long period of its existence on the market, this device has gained enormous popularity when used in home workshops and workshops of small manufacturing enterprises. 2M112 machines, designed for desktop use, are also included in the equipment of training workshops of schools and vocational educational institutions, where young specialists are trained on them.
The technical capabilities of the drilling machine in question allow you to perform a number of technological operations:
- drilling holes;
- reaming;
- deployment;
- countersinking;
- internal thread cutting.
You can install a rotary vice on the machine's work table
Despite the simplicity of the design, the 2M112 desktop drilling machine provides the ability to change the rotation speed of the working chuck in 5 steps. To implement this function, the position of the belt on the belt drive pulleys changes on the unit, which is done very quickly thanks to the special design of this unit. The drilling depth when working on the 2M112 drilling machine is also adjusted quite simply - a flat scale (or stops) is used for this.
Belt drive under raised machine guard
The simple design provides the main advantages of the 2M112 vertical drilling machine - exceptional reliability and ease of use. This machine is distinguished by such characteristics as compact dimensions (795x390x950 mm) and low weight (120 kg), which makes it easy to move such equipment to any place. Due to its compactness, the model 2M112 vertical drilling machine can be installed both on the surface of a mechanic’s table and on a special drilling column or stand.
2 Setting up and preparing the machine for operation
The process of preparing the 2M112 vertical drilling machine for use consists of the following operations:
- Lubrication of rotating units.
- Adjusting the desktop height and fixing it.
- Installing the drill into the spindle.
- Fixing the workpiece on the table using clamps or a clamping bar.
- Checking the coincidence of the drill axis and the drilling point previously marked on the workpiece.
The drill must be installed in a drill chuck; other types of tools (taps, cutters) must be installed in a conical hole at the end of the spindle. Before installation, the seat and the tool itself must be cleaned of oil and dirt with a rag, after which the drill shank (or a drill inserted into the chuck) is inserted into the conical socket on the spindle so that its tab fits into the knockout hole, and the shank is fixed in the spindle with a strong push.
Dismantling of the tool is carried out using a flat wedge; one of its ends must be inserted into the knockout hole and lightly struck on the opposite side of the wedge. As a result, the wedge will squeeze the drill shank out of the mounting hole. It is also permissible to remove the tool using a radius wedge or an eccentric wrench.
2M112 in working order
The methods of fixing parts on the machine table are extremely variable; they are selected based on the size and weight of the workpieces being processed. It is most convenient to fix small-sized structures on a prismatic gasket or using a vice mounted in the T-shaped slots of the table. If the dimensions of the workpiece do not allow it to be secured in a vice, it must be secured using clamping bars directly on the table surface. Please note that the final fixation of the part must be performed only after the axes of the drill and the hole being formed are aligned.
After the drill is mounted and the part is secured, it is necessary to configure the machine. The essence of the setting is to install the transmission belt on the required pulley gear to obtain the desired spindle speed. The rotation frequency is selected in accordance with the provisions of the technological map (in industrial conditions) or according to reference books, based on the depth and diameter of the hole being drilled and the type of material being processed.
Upon completion of the preparatory work, it is necessary to perform a test run of the 2M112 vertical drilling machine. After making sure that its settings are correct, you can begin the drilling process.
The 2m112 drilling machine, despite its rather long history of existence, is still in great demand in workshops, vocational schools, and various industries. You might have come across the 2m112 model, as well as its analogues in the form of gs2112, 2n112 and 2a112, in labor lessons at your school. Therefore, let’s look at the 2m112 model in more detail, look at its passport and study the technical characteristics.