Aluminum is one of the most popular metals, which is used in many industries. This popularity is due to the excellent physical characteristics of the material.
Aluminum and its alloys are characterized by:
- light weight;
- high degree of ductility, good heat capacity and electrical conductivity;
- resistance to the negative influence of atmospheric phenomena, including high humidity. The metal does not corrode.
In industrial production, alloys of aluminum with magnesium, nickel, iron, manganese and copper are mainly used. They are made from:
- sheets;
- slabs;
- cylindrical blanks;
- rods;
- profiles;
- foil
During the production process, it becomes necessary to cut and cut the above products to specific sizes. The most successful method for cutting aluminum is laser technology. It consists of the thermal effect of a high concentration beam. In this case, the temperature increases only in a small area of the product (workpiece). Laser cutting eliminates waste and produces high-quality edges.
Cutting methods
There are many options for dividing metal into small parts. Conventionally, they are divided into mechanical and thermal. In the first case, metal cutting is carried out using sharp blades of certain tools, in the second - by heating the cutting surface in order to melt the surface.
Thermal methods include:
- plasma;
- waterjet;
- laser cutting.
Mechanical methods:
- milling cutting;
- saw;
- guillotine;
- Bulgarian
The features of each method are discussed below.
The essence of the gas cutting process
The process of cutting aluminum with gas involves heating the workpiece to a temperature of about +1,100 °C and then supplying an oxygen jet to the cutting zone. When gas interacts with heated metal, it ignites. A necessary condition for cutting is a constant and stable supply of a gas jet. In addition, the combustion temperature of the metal must be lower than the melting point. Otherwise, it will be difficult to remove particles from the work area that have melted but not burned.
Cutting aluminum with gas occurs as a result of combustion of the metal in a gaseous environment. The operation is performed using a cutter that supplies a mixture with the required proportions of gas (liquid fuel vapor) and oxygen masses. The cutter is also necessary to ignite the gas-air mixture and provide a separate supply of oxygen to the cutting area.
Gas cutting of aluminum is a high-performance thermal processing method that allows you to work with metals of any thickness. The daily output of a gas welder can be several tons of product. Experts include autonomy from electrical equipment as the advantages of this method of metal processing. This is important, since many works are carried out in conditions and at facilities where there are no power sources.
We recommend articles on metalworking
- Steel grades: classification and interpretation
- Aluminum grades and areas of their application
- Defects in metal products: causes and search methods
Using hand-held oxy-fuel equipment, you can cut a variety of metals. The exceptions are brass, stainless steel, copper and aluminum.
Plasma cutting
One of the best ways to get a perfectly straight cut. Plasma obtained by combining air with oxygen, argon, nitrogen, and hydrogen is suitable for cutting aluminum sheets. For example, for workpieces up to 20 mm thick, pure nitrogen is sufficient, and for workpieces up to 100 mm, nitrogen with oxygen taken in a 5:1 ratio. Argon and nitrogen should not be mixed as this combination is used for plasma cutting of alloy steel.
The resulting plasma stream removes particles of molten metal from the surface. Cutting speed depends on a number of factors, including:
- sheet steel thickness;
- gas pressure (flow);
- current strength of the plasma installation.
You can cut aluminum using plasma manually, but the mechanized method gives the user more options. Its advantages are high productivity and material savings. The disadvantage manifests itself at the end of the work - it is necessary to process the edges that have hardened after the cutting area has cooled.
Aluminum Sheet Cutting
Laser cutting is widely used for cutting sheet aluminum and duralumin.
.
Advantages of laser processing of aluminum:
- high accuracy;
- no need for edge processing;
- wide range of work performed;
- automation of basic laser cutting operations;
- balanced price-quality ratio.
Cost of laser cutting services for aluminum and duralumin:
| Dural (AMTs, AMG) | |||||
| Thickness | up to 100 m | 100-500 m | 500-1000 | >1000 m | Cost of one plunge, rub. |
| 0,5; 0,8 | 56 | 46 | 37 | negotiable | 1 |
| 1 | 56 | 46 | 37 | negotiable | 1 |
| 1,5 | 91 | 63 | 49 | negotiable | 1 |
| 2 | 116 | 82 | 68 | negotiable | 1 |
| 2,5 | 135 | 104 | 79 | negotiable | 2 |
| 3 | 155 | 126 | 87 | negotiable | 2 |
| 4 | 200 | 144 | 116 | negotiable | 2 |
| 5 | 260 | 210 | 180 | negotiable | 3 |
The final cost of the service can be found out when contacting the company.
- There is a discount system.
- We have a stock of material in our warehouse.
- Lot from 1 pc.
- We will produce equipment for serial cutting of small products.
- Possible execution on the day of order +20%
Send your files for laser cutting in .dxf or .cdr format in 1:1 scale to
Availability of material in stock and on order:
Aluminum sheet Used grades A5M, AMG2m, AMG3m, AMG5m, AMG6BM, AMTSM, Availability in warehouse, thickness: 0.6 : 1 : 2 : mm To order, thickness: 0.5 : 0.6 : 0.8 : 1 : 1.2 : 1.5 : 2 : 2.5: 3: 4: 5 mm Sheet size 1250x2500 mm Cost: from 255 rubles/kg
AMG is a deformable aluminum alloy with high corrosion resistance. The letters Mg indicate magnesium, and the number indicates the percentage of the main alloying element. Other impurities include manganese, iron, silicon, zinc, titanium and copper.
This grade of aluminum is used for the manufacture of workpieces using laser or waterjet cutting, hot or cold deformation. It welds well, bends without cracks and is suitable for creating various structures, blanks, and parts.
Corrugated aluminum sheet To order, thickness: 1.5 : 2 : 3 mm Sheet size 1200x3000 mm
Corrugation of the surface gives the material additional rigidity in the horizontal plane, which significantly expands the scope of its application in modern industry and design: - Covering floors, staircases, etc. provide anti-slip properties - In construction, decorating a home or office, creating trade displays, cladding porches and building facades - Decorating and protecting the body for cars and trucks.
Duralumin sheet Used grades D16AM, D16AT Availability in warehouse, thickness: 1.5 : 2 : mm To order, thickness: 0.5 : 0.6 : 0.8 : 1 : 1.2 : 1.5 : 2 : 2.5 : 3 : 4 mm Sheet size 1200x3000 mm Cost: from 310 rub/kg
Dural is an alloy that includes aluminum and alloying elements, the main of which are copper (4.4% of the mass), as well as small amounts of manganese, magnesium, silicon and iron, it has significantly greater strength and hardness , lighter compared to pure aluminum. Alloys are strengthened by heat treatment, subject to natural aging and hardening.
Duralumin alloys are used in mechanical engineering industries where both lightness and strength are required from the material: aircraft construction, sports cars and bridge construction, in the production of machine tools and load-bearing structures. Spot welding is allowed, but in most cases, duralumin parts are secured using fasteners or rivets. Easily processed by mechanical cutting. May crack when bent.
Anodized aluminum sheet (decorative) Color of the front part: Gloss gold, polished gold, gloss silver, matte silver Availability in stock, thickness: 0.4: 0.6: mm Sheet size 1200x3000 mm Cost: from 550 rub/kg
Anodizing aluminum is the application of a protective coating on the surface of products using the electrical method. The coatings that are formed during this process have a thickness of 5 to 25 microns and reliably protect the metal from corrosion and impart new decorative properties.
Anodized sheet aluminum is widely used in the following industries: — Construction — production of curtain facades, signs; — Advertising industry — production of three-dimensional and flat letters, plates, signs; — Automotive industry — tuning of cars and motorcycles, body parts, interior parts; — Furniture production — trade, exhibition, exclusive furniture; — Production of lamps and reflectors.
Waterjet cutting
The method with a stretch can be classified as thermal, since such an effect is almost absent. The waterjet unit has a pump that produces a high-pressure jet. Water is mixed with an abrasive (usually quartz sand), after which the mixture is fed at high speed to the cutting area. The thickness of the jet is 1/10 mm or slightly more; cutting into the surface, it cuts aluminum with ease.
Advantages of the method:
- high performance;
- during operation, the metal is not affected by pollutants, since they are removed by water flow;
- accuracy of work;
- quality of surface treatment.
Flaws:
- installation cost is millions of rubles;
- impossibility of using the method at home;
- rapid wear of equipment consumables.
Laser cutting
It is carried out by exposure to a laser beam generated by high-power equipment. Laser cutting of aluminum is considered the most popular method for a number of reasons:
- a minimum of time is spent on metal processing;
- saving material;
- almost complete absence of surface defects;
- It is easy to use a laser to cut even complex contours (sharp corners, diameters);
- modern installations are easily adjusted to certain conditions (for example, to the thickness of sheets);
- material deformations are excluded.
Cutting aluminum with a laser beam is possible on solid-state and gas-type devices. The latter are considered preferable because they operate continuously (the former only in pulse mode).
In parallel with the laser beam, an air flow is supplied to the processing site, blowing away molten pieces of metal from the edge. This ensures a smooth surface at the exit.
Experts recommend performing laser cutting at low speeds to reduce the likelihood of deformation to zero. It is recommended to use nitrogen for the same purpose.
Working with the settings is elementary - parameters are set in the program in accordance with the drawing, the equipment is started, and the user waits for the end of the work. In addition to minimizing the use of human resources, the advantages of laser cutting are energy savings, as well as the low cost of equipment (compared to waterjet). There are few disadvantages, but they do exist:
- the key element is the laser; if it breaks down, all equipment becomes faulty and work stops;
- cutting speed is high, but not constant;
- a prerequisite is that the thickness of the aluminum does not exceed 20 mm.
Cutting of rolled aluminum.
We cut rolled aluminum alloys of any grade in all delivery conditions and thickness ranges. We carry out cutting of material, making holes, chamfers, etc. When processing, we take into account the characteristics of aluminum alloys: their ductility, fusibility and chemical activity at elevated temperatures. Accuracy and efficiency of execution are guaranteed.
Aluminum plates.
Aluminum plates in accordance with GOST 17232-99 have a thickness of 11-200 mm. Cutting semi-finished products of such dimensions is effectively handled using plasma and waterjet cutting. These methods produce clean, clean cuts with minimal waste and exceptional productivity. The high thermal conductivity of aluminum facilitates the task of cooling the heat-affected zone for massive workpieces.
Sheet aluminum.
Aluminum sheets do not exceed 10 mm in thickness. In this case, the choice of processing method is determined by the task facing the master:
- simple cutting of workpieces of small thickness is ensured on a guillotine;
- serial production of products with increased requirements for the accuracy of the surface formed by cutting involves the use of automated waterjet cutting technologies, laser or plasma;
- The methods given in the previous paragraph allow you to obtain products with complex contours.
Cooling the material when using thermal cutting methods avoids warping or melting of the product.
Aluminum circles.
Circles (cylindrical blanks) according to GOST 21488-97 can reach a diameter of 300 mm. The method of cutting round rolled products is selected depending on its thickness. Workpieces of small thickness are separated mainly by mechanical cutting methods - with a circular saw or on a band saw.
Aluminum rods.
The rods are similar in shape to circles, but their cross-sectional diameter is up to 80 mm. The task of cutting workpieces of this kind is handled using mechanical cutting. Coated products are processed in accordance with the manufacturer's instructions.
Milling
The uniqueness of the method is that it can work with complex surfaces, incl. with screws. It is imperative to configure the milling equipment specifically for working with aluminum, that is, select the type of cutter and its speed in accordance with the recommendations.
Modern CNC machines with 3D design capabilities are not inferior to laser and plasma devices in terms of cutting accuracy. They are used to create cast forms, volumetric aluminum products, and complex structures. However, there is a drawback in working with the equipment - the risk of deformation and the appearance of defects on the surface increases due to the high plasticity of the material.
Own production
Ordering a service for laser cutting of aluminum from a manufacturer is more profitable and reliable than working with intermediaries. Our company has its own high-tech equipment from the world's leading manufacturers and experienced, qualified personnel managing all operations.
The cost of services is formed without markups and commissions to intermediaries. The price is calculated at the ordering stage. The cost calculation is influenced by such indicators as the type of workpieces (products) being processed, the complexity of the task, and the order volume. All work is completed quickly with a quality guarantee.
Using different saws
Band saws and circular saws are suitable for cutting aluminum. Advantages of the first:
- small cutting width;
- possibility of angular processing;
- compactness.
If the user regularly faces the need to cut aluminum, he can find a home installation option that is small in size.
The design of modern devices includes useful devices, including a rotating saw frame, a thread (band) tension meter, a variator for smoothly changing cutting speeds, and a built-in saw blade cleaning system. The quality of the equipment is comparable to laser and plasma, only the master will save a lot (on money, work time and space).
Band saws allow cutting aluminum profiles with a diameter of up to 300 mm with an error of less than 0.5 mm. Therefore, they are used even at home.
The second type of saw used when cutting aluminum is a circular saw. They are divided into frontal and die-cutting, can look like a floor-standing or table-top machine, and have one or two working heads. Devices in the mid-price range have clamps for fixing the workpiece at an angle. The active element - a disk with a diameter of up to 550 mm - must have diamond coating on the teeth and indicate that it is suitable for cutting aluminum.
Advantages of working with circular saws:
- modern installations guarantee operator safety during operation;
- automatic cutting possible;
- smooth feeding of the cutting element;
- availability of waste compartments.
Disc material - high-speed steel (HSS marked). Some installations allow the workpiece to be rotated at an angle of up to 45 degrees for ease of operation.
Oxy-flux cutting technology for aluminum
The efficiency of oxygen-flux cutting of metals is 15–20% higher due to the powerful flame and the absence of the need for additional heating of the workpieces. This method is much more effective in comparison with those used previously. Thanks to the high processing speed, clean, high-quality cut edges are obtained. The flux used in the process has high thermomechanical or mechanical properties.
Oxygen flux cutting is used to work with:
- high-alloy steels containing chromium and nickel, particles of which during welding form refractory oxides that are not removed under the influence of an oxygen jet;
- with cast iron and non-ferrous metals sensitive to temperature changes.
Fluxes can be of the following types:
- aluminum and iron powders;
- quartz sand;
- ceramic (silicocalcium and ferrosilicon) for working with low-alloy steels;
- ferrophosphorus, suitable for cutting non-ferrous metal workpieces.
Oxygen-flux cutting of aluminum and other metals is possible both manually and using special equipment. The design of the latter consists of a cutter, a flux feeder, and a transmitter that supplies flux to the cutter.
Oxy-flux cutting devices use metal-cutting tools of a larger diameter than cutting equipment using oxygen alone. The gas environment is formed by oxidizing agents, propane, nitrogen, flux-carrying gases, and carbon dioxide. For manual cutting, a special device is used - a spear holder. Machine processing is carried out using automatic portal devices and installations. Devices for manual and automatic cutting are suitable for working with steel, cast iron, concrete, aluminum, and various alloys of non-ferrous metals.
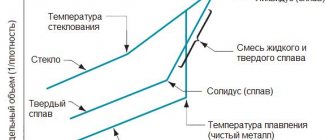
When working with the oxygen-flux method, it is necessary to calculate the flux composition for cutting a workpiece from a certain metal according to the phase diagram, obtaining a slag composition that has a minimum melting point and viscosity. The cutters used in this method differ from devices for oxyfuel cutting in that the gas supply channels have a smaller diameter. The cutting technique is similar to the oxygen method, but with a more powerful flame (15–20%), allowing the flux to heat up until it ignites.
Cutting with an angle grinder
The devices are known as “grinders”. It’s worth noting right away that cutting aluminum with a tool is difficult, since it has a soft, viscous structure. But processing the material is still possible, it just requires specific actions.
For example, when cutting thick aluminum sheets, kerosene is dripped onto the cut site so that the cutting disc does not get stuck in the metal. You also need to buy a circle suitable specifically for aluminum; otherwise, the efficiency and safety of work will be reduced.
The advantages of cutting with a grinder are speed, efficiency, and relatively thin cutting width. It is important for the user to remember that the force is applied only in the radial direction.
Aluminum is a special material with specific properties, so the cutting technology is chosen differently than for the same steel. The choice of processing method, process control, and correct setting of initial parameters (when working with automated installations) are important for the user. Mistakes are unacceptable - plastic and tough aluminum will not forgive a miscalculation.
If you know other effective ways of how and with what to cut aluminum, share your knowledge in the discussion about the material.
Cutting duralumin sheets
The sheets are small in thickness, so they are processed in an economical operating mode of the equipment. This concerns primarily the installed power. Duralumin sheets have the following dimensions - width from 60 to 180 cm, length - from 200 to 700 cm. Requirements for quality and manufacturing technology are contained in GOST 21631 of 1976.
The use of a laser when processing duralumin sheets allows the operation to be completed in a very short time. At the same time, processing thick material (several sheets) takes several technological cycles, which makes the process somewhat more expensive.