Aluminum profiles have many advantages simply because they are made of aluminum alloys. In addition, aluminum profiles are easily amenable to various types of mechanical processing. Typically, tools for processing aluminum alloys are cheaper than, for example, for steel, and the processing speed of aluminum is higher than steel and many other materials.
An important property of aluminum profiles is that they can have complex cross sections to perform a wide variety of functions. They therefore require only minimal processing and thus offer savings in machining costs compared to other materials.
Mechanical processing of aluminum profiles is carried out both before and after applying protective and decorative coatings to them. This depends on the technical requirements for finished products or parts.
Protective anodizing with an anodic coating thickness of 3-5 micrometers is a good way to prevent damage to profiles during machining.
Saw cutting
Cutting usually means cutting with a saw, that is, saw cutting (Figure 1). Aluminum alloys can be cut at higher speeds than steel. Most aluminum alloys allow significantly higher cutting speeds. Therefore, in most cases, saw cutting of aluminum is economical and optimal.
Figure 1 – Saw cutting of aluminum profile [2]
The appearance of the cut and the presence of burrs depends on the aluminum alloy used, its condition, the size and shape of the saw teeth, the number of revolutions of the saw blade per minute, the number of teeth, the diameter of the saw blade and the feed speed of the saw. The number of saw teeth must be large enough to ensure a clean cut. When sawing aluminum profiles, special lubricating emulsions are usually always used.
Basic parameters for cutting aluminum [1]:
- Saw blade diameter: 300-650 mm;
- Saw blade thickness: 2.0-4.2 mm;
- Rotation speed: 1500-2800 rpm;
- Feed speed.
Processing aluminum at home
Each of us has come across such a definition as anodizing, which applies, in particular, to aluminum products. This metal in its pure form or its alloys are well suited for making various crafts, which is used by many home craftsmen. The metal is light in weight, has high strength and is easy to process. But what is most valuable, it is resistant to corrosion. Many craftsmen anodize aluminum at home. But why is this done, since the material itself is quite durable and looks good? However, despite all the advantages, it also has weaknesses. And its main drawback is its interaction with air, which results in an oxidation reaction. This leads to the formation of plaque, which significantly complicates the painting of products. In addition, the type of aluminum itself is far from perfect. It is for this reason that aluminum undergoes an anodizing procedure. According to GOSTs, anodizing is called anodic oxidation. The main result of the electrochemical process of anodizing aluminum is the formation of a more durable oxide coating. The fact is that during the oxidation of the metal, a protective film is formed on its surface, which is easily damaged. The whole point of anodizing is to strengthen this film, and not to apply any coating , which usually happens when chrome plating or galvanizing products. The film is formed from aluminum itself. The process is very similar to another technology - blueing of metals by oxidation. Not only aluminum products are subject to anodization; magnesium and titanium are also subject to such protective treatment if necessary. What can anodizing aluminum at home give to metal? First of all, the ability to resist corrosion will increase significantly. A more durable oxide protective film will last for a very long time and will not peel off. In addition, there are a number of advantages that anodic oxidation technology provides:
- Smoothes the surface of aluminum products, that is, hides some defects (scratches and pinhole damage, chips, stripes) and makes the metal uniform.
- Anodized aluminum profiles have improved protective properties.
- Color anodizing of aluminum gives the metal more attractive features.
- Large thickness of protective film.
- Possibility for various imitation - silver, gold, pearls, etc.
Paint coatings adhere better to such metal due to the acquisition of a matte surface.
When it comes to aniline dyes, there are many options. In addition, anodizing can be performed in different ways:
- cold;
- hard;
- colored.
Let's look at them briefly below.
Cold anodizing
At home, the cold method of anodizing aluminum is often used.
Many companies that offer services in this area also mainly specialize in this method.
The operating temperature range is from -10 to +10 degrees, which is why the technique is called cold.
Among the advantages of anodizing aluminum at home using this method is the production of a thicker protective coating, which increases resistance to corrosion.
Only processed products are difficult to process with organic paint materials. Although the metal will acquire color in any case, and the shade can be olive, grayish or black.
Hard Anodizing
The result of solid anodic oxidation is a particularly strong protective film. Largely due to this, this technology is successfully used on a huge scale:
- industry;
- aircraft manufacturing;
- automotive industry;
- construction.
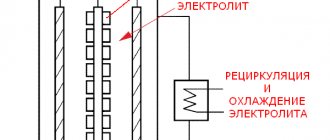
A feature of hard anodizing of aluminum is the use of several electrolytes at once.
In addition to the use of sulfuric acid, a number of other analogs are also involved: oxalic, sulfuric, citric, tartaric and boric.
And this is only during one process in which the current density gradually increases.
The strength of the protective coating is increased due to structural changes.
Color anodizing
The essence of this method is to change the color of the metal. In this case, 4 main methods can be distinguished:
- Adsorption - products are immersed in a special bath or in a dye solution heated to the required temperature.
- Electrolytic (black anodizing of aluminum) - initially a colorless film is obtained, after which the aluminum products are dipped into an acidic saline solution. Black is a common color used in construction, but a slightly bronzed tint can also be achieved.
- Interference - the technique is similar to electrolytic, but in this case a special reflective layer is created, due to which the color palette is much larger.
- Integral - the essence of this method is to mix the electrolyte and organic salts.
As you can understand, color anodic oxidation allows you to acquire a new shade of color, depending on your preferences.
Home technology
In industry, anodizing of metals is carried out using sulfuric acid, but anodizing aluminum at home using it is extremely undesirable due to the release of a large amount of gas. Once the slightest spark is formed, sad consequences cannot be avoided. The technique itself remains unchanged, but soda is used instead of acid.
But first you should prepare the “equipment”:
- several baths;
- wiring;
- Battery or rectifier (current source);
- rheostat;
- ammeter.
Aluminum containers are needed directly for the process itself. The other two are needed for preparing solutions, for which glass or plastic products are useful.
Preparation of an alternative electrolyte
To prepare solutions for anodizing aluminum with your own hands (soda and salt), you only need warm distilled water. The components for mixing are kept in a ratio of 1 to 9 (soda or salt - water).
The solutions are mixed well, after which they need to brew.
And after some time, they need to be poured into other containers, and try to prevent the ingress of soda sediment.
The final result of the procedure will depend on the purity of the solution.
Before the part is processed, it must be cleaned, if necessary, the surface must be sanded and degreased. The film thickness is no more than 0.05 millimeters, so it cannot hide visible defects.
Anodizing aluminum - methods of performing the technology
Paint guru➣Special materials➣Other coatings➣
Anodizing aluminum (anodic oxidation) is a process that results in the formation of an oxide coating on the surface of the metal.
The main task of the oxide coating is to protect the surface of aluminum from oxidation that occurs due to the interaction of this metal with air.
Anodizing is not intended to destroy the film formed during oxidation (it performs a protective function), but to make it more durable. In this respect, anodizing is similar to a method such as oxidation bluing.
Anodic oxidation technology is used to strengthen not only aluminum and its alloys, but also other metals. For example, oxide coatings are used to protect titanium and magnesium.
In addition to strengthening the surface layer, anodizing has the following goals:
- smoothing of various surface defects (chips, scratches, etc.);
- increasing the adhesive qualities of the material (paint adheres much better to the oxide film than to bare metal);
- improving the appearance of metal;
- giving the metal various decorative effects (for example, you can create an imitation of gold, silver, pearls).
Milling
When milling aluminum, a higher feed rate is used than when milling steel. Therefore, cutters for aluminum must have wider slots to remove chips. As with other types of cutting processing, high cutting speeds are used for aluminum (Figure 2).
Figure 2 – Milling an aluminum part [2]
If high quality milled aluminum surfaces are required, the milling equipment must be powerful and robust enough to be able to provide consistent tool and material feed.
Drilling
Like other types of machining, aluminum drilling is performed at high speeds. When working with conventional drills, they must be sharpened in such a way as to reduce the required pressure on the material and achieve a better drilling result (Figure 3).
Figure 3 – Drilling aluminum [2]
Special drills for aluminum are used only for deep holes or soft alloys. Drills for processing extruded aluminum profiles have a sharpening angle of 130º, a helical flute angle of 40º, as well as special grooves for better chip removal [1, 2].
Turning
Turning can be applied to round pipes or bars (Figure 4). Aluminum can be turned with standard or special tools and usually at high rotation speeds. Therefore, special attention is paid to eliminating vibration of the workpiece. When installing a part in a lathe, special shims are used to prevent dents and other damage from forming on the part.
Figure 4 – Turning of an aluminum pipe [2]
Good turning is achieved if the aluminum alloy produces short chips. Therefore, aluminum alloys in a hardened state are usually processed using this method. If the metal is in a soft state, it can cause sticking to the cutter, long chips, chip pileup, excessive burrs, and difficulty maintaining dimensional accuracy.
To cool cutting tools and remove chips, coolants based on mineral oils or water emulsions are used.
Specific features of aluminum shavings
The appearance of the chips characterizes the machining of aluminum in the best possible way. The standard is considered to be twisted cylindrical shavings of short length. In fact, there are a lot of varieties of aluminum shavings, which is explained by the presence of a wide variety of alloys based on aluminum. In this case, the following pattern is observed: with the improvement of the strength properties of the metal, the length of the chips is shortened.
General rules for chip formation:
- Pure aluminum and its alloys, which are soft and easy to deform, produce long chips during machining. Because of this, it is necessary to perform certain actions, for example, use devices whose main purpose is to grind chips;
- with aluminum alloys characterized by high strength, there are no problems in terms of chip formation;
- aluminum alloys, called eutectic, form long chips;
- The shavings of hypoeutectic aluminum alloys are usually in the shape of a spiral or ring. Its characteristic feature is the ease of removal;
- Problems often arise with chip formation in hypereutectic aluminum alloys, as evidenced by chips that are short and fragmented.
Aluminum alloys, which can be easily machined by cutting, contain soft metals (lead, bismuth). In this case, the shape and length of the chips depend not only on the type of metal, but also on the geometric characteristics of the tooth of the metal-cutting tool. A tool with a small rake angle will produce short chips in those applications, regardless of the material composition.
Thread cutting on aluminum
Internal and external threads on aluminum parts are performed using all conventional machining methods, as well as the rolling method with plastic deformation of the material (Figure 5). The best threads are obtained on thermally hardenable aluminum alloys. Up to a diameter of 6 mm, ordinary taps for steel are used, and for larger diameters, special taps for aluminum are used. Aluminum taps have larger flutes to remove chips.
To make external threads, conventional dies are usually used, as well as plastic rolling methods without the formation of chips.
Figure 5 – Thread cutting in aluminum [2]
How are aluminum alloys classified?
The classification of aluminum alloys occurs depending on the metal additives and is divided into:
The most common element in the earth's crust is aluminum. This is the thirteenth element of the periodic table. It is widely used in industrial production.
Other metals are added to an aluminum alloy in addition to the main element. Impurities are called alloying. This means that additional components are introduced into the alloy to give it some properties. Alloying elements can improve the physical or chemical properties of a material. An alloy is a mixture of aluminum-based metals with the addition of other elements. The content of the predominant metal should not exceed 99%.
- silicon (Si);
- magnesium (Mg);
- manganese (Mn);
- copper (Cu);
- zinc (Zn)
Iron can be considered an undesirable impurity because it reduces the strength of the alloy. But sometimes it is added specifically, for example, to make aluminum foil.
In addition to the main alloying elements discussed above, others are added to the alloy. They are included in small quantities up to 0.5%. These elements can add anti-corrosion, strength, and castability to the alloy.
Another basis for classifying aluminum alloys is the processing method. Alloys are distinguished:
- foundries;
- deformable.
In the first case, ready-made aluminum products are cast by filling out special molds. The alloy must have good fluidity in order to completely occupy the volume of the workpiece.
Wrought alloys are processed under pressure. They can be rolled, stamped or pressed.
Alloys using manganese have good strength. They are resistant to corrosion. This metal is easy to weld and is called duralumin, whose properties are highly durable.
Alloys with the addition of copper and silicon have a ductile structure, but are susceptible to corrosion. Therefore, they need to be coated with a protective metal. The use of aluminum alloys with copper occurs mainly in sleeve bearings and cylinder blocks.
Device cases are cast from alloys containing silicon, since the metal has little shrinkage.