Алюминий – один из наиболее востребованных металлов, который применяется во многих отраслях производственной деятельности. Такая популярность связана с отличными физическими характеристиками материала.
Для алюминия и его сплавов характерны:
- небольшой вес;
- высокая степень пластичности, хорошая теплоемкость и электропроводность;
- устойчивость к негативному влиянию атмосферных явлений, в том числе повышенной влажности. Металл не поддается коррозии.
В промышленном производстве используются преимущественно сплавы алюминия с магнием, никелем, железом, марганцем медью. Из них изготавливают:
- листы;
- плиты;
- заготовки цилиндрической формы;
- прутки;
- профили;
- фольгу
В процессе производства возникает необходимости в раскрое и резке перечисленных выше изделий по определенным размерам. Наиболее удачным методом резки алюминия является лазерная технология. Она заключается в тепловом воздействии луча высокой концентрации. При этом повышается температура только на небольшом участке изделия (заготовки). При лазерной резке нет отходов, получаются качественные кромки.
Способы резки
Вариантов работ по делению металла на мелкие части множество. Условно их делят на механические и термические. В первом случае резка металла осуществляется острыми лезвиями тех или иных инструментов, во втором — путем нагрева поверхности резки с целью расплавления поверхности.
К термическим способам относятся:
- плазменная;
- гидроабразивная;
- лазерная резка.
Механические способы:
- фрезерная резка;
- пилой;
- гильотиной;
- болгаркой.
Об особенностях каждого способа — далее.
Суть процесса газовой резки
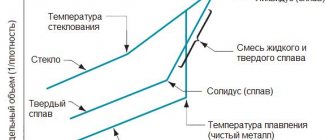
Процесс резки алюминия газом заключается в нагревании заготовки до температуры около +1 100 °С и последующей подаче в зону реза кислородной струи. При взаимодействии газа с нагретым металлом происходит его воспламенение. Необходимым для раскроя условием является постоянное и стабильное поступление газовой струи. Кроме того, температура горения металла должна быть ниже температуры плавления. Иначе возникнут сложности с удалением из рабочей области частиц, которые расплавились, но не сгорели.
Резка алюминия газом происходит в результате сгорания металла в газовой среде. Операция выполняется с помощью резака, обеспечивающего подачу смеси с нужными пропорциями газа (паров жидкого топлива) и кислородных масс. Резак необходим также для воспламенения газовоздушной смеси и отдельной подачи кислорода в зону реза.
Резка алюминия газом – высокопроизводительный термический способ обработки, позволяющий работать с металлами любой толщины. Ежедневная выработка газосварщика может составлять несколько тонн продукции. К достоинствам этого способа обработки металлов специалисты относят автономность от электрического оборудования. Это важно, так как многие работы ведутся в условиях и на объектах, где источники питания отсутствуют.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
С помощью ручного газокислородного оборудования можно выполнять резку различных металлов. Исключение составляют латунь, нержавеющая сталь, медь и алюминий.
Плазменная резка
Один из лучших способов получить идеально ровный срез. Плазма, полученная при сочетаниях воздуха с кислородом, аргоном, азотом, водородом, подходит для резки алюминиевых листов. Например, для заготовок толщиной до 20 мм достаточно чистого азота, а до 100 мм — азота с кислородом, взятым в соотношении 5:1. Нельзя смешивать аргон и азот, поскольку данное сочетание используется для плазменной резки легированной стали.
Образуемый плазменный поток удаляет частицы расплавленного металла с поверхности. Скорость резки зависит от ряда факторов, среди которых:
- толщина листовой стали;
- давления газа (расхода);
- силы тока плазменной установки.
Резать алюминий при помощи плазмы можно ручным способом, но больше возможностей пользователю дает механизированный. Его преимущества — высокая производительность, экономия материала. Недостаток проявляется по окончанию работы — необходимо обработки кромок, застывших после остывания области реза.
Резка листового алюминия
Для раскроя листового алюминия и дюрали, широко применяется лазерная резка
.
Достоинства обработки алюминия лазером:
- высокая точность;
- отсутствие необходимости обработки кромки;
- широкий спектр выполняемых работ;
- автоматизация основных операций лазерной резки;
- взвешенное соотношение цены и качества.
Стоимость услуг лазерной резки алюминия и дюрали:
| Дюраль (АМЦ, АМГ) | |||||
| Толщина | до 100 м | 100-500 м | 500-1000 | >1000 м | Стоимость одного врезания, руб |
| 0,5; 0,8 | 56 | 46 | 37 | договорная | 1 |
| 1 | 56 | 46 | 37 | договорная | 1 |
| 1,5 | 91 | 63 | 49 | договорная | 1 |
| 2 | 116 | 82 | 68 | договорная | 1 |
| 2,5 | 135 | 104 | 79 | договорная | 2 |
| 3 | 155 | 126 | 87 | договорная | 2 |
| 4 | 200 | 144 | 116 | договорная | 2 |
| 5 | 260 | 210 | 180 | договорная | 3 |
Окончательную стоимость услуги, можно узнать при обращении в компанию.
- Действует система скидок.
- Имеем запас материала на складе.
- Партия от 1 шт.
- Изготовим оснастку для серийной резки небольших изделий.
- Возможно исполнение в день заказа +20%
Присылайте свои файлы для лазерной резки в формате .dxf или .cdr в масштабе 1:1 на адрес
Наличие материала на складе и под заказ:
Лист алюминиевый Используемые марки А5М, АМГ2м, АМГ3м, АМГ5м, АМГ6БМ, АМЦМ, Наличие на складе, толщина: 0.6 : 1 : 2 : mm Под заказ, толщина: 0,5 : 0.6 : 0.8 : 1 : 1.2 : 1.5 : 2 : 2,5 : 3 : 4 : 5 мм Размер листа 1250х2500 мм Стоимость: от 255 руб/кг
АМГ – алюминиевый деформируемый сплав с высокой коррозионной стойкостью. Буквы Мг обозначают магний, а цифра указывает на процентное содержание основного легирующего элемента. Из остальных примесей следует отметить марганец, железо, кремний, цинк, титан и медь.
Данная марка алюминия применяется для изготовления заготовок методом лазерной или гидроабразивной резки, горячей или холодной деформации. Хорошо сваривается, изгибается без трещин и подходит для создания различных конструкций, заготовок, деталей.
Рифленый алюминиевый лист Под заказ, толщина: 1.5 : 2 : 3 мм Размер листа 1200х3000 мм
Рифление поверхности придаёт материалу дополнительную жесткость в горизонтальной плоскости, что заметно расширяет сферы его применения в современной промышленности и сфере дизайна: — Покрытие пола, ступеней лестниц, что бы обеспечить противоскольжение — В строительстве, декорировании дома или офиса, создании торговых витрин, в облицовке крыльца и фасада здания — Декорирование и защита кузова для легковых и грузовых автомобилей.
Лист дюралевый Используемые марки Д16АМ, Д16АТ Наличие на складе, толщина: 1.5 : 2 : mm Под заказ, толщина: 0,5 : 0.6 : 0.8 : 1 : 1.2 : 1.5 : 2 : 2,5 : 3 : 4 мм Размер листа 1200х3000 мм Стоимость: от 310 руб/кг
Дюраль представляет собой сплав, включающий алюминий и легирующие элементы, основными из которых являются медь (4,4% массы), а также небольшое количество марганца, магния, кремния и железа, обладает существенно большей прочностью и твердостью, легкостью по сравнению с чистым алюминием. Сплавы упрочняются термообработкой, подвергаются естественному старению и закалке.
Используются дюралевые сплавы в отраслях машиностроения где от материала требуется одновременно легкость и прочность: авиастроении, спортивном авто и мостостроении, при производстве станков и несущих конструкций. Допускается точечная сварка, но в большинстве случаев детали из дюрали закрепляются с помощью креплений или заклепок. Легко обрабатывается механическим резанием. При сгибании может трескаться.
Лист анодированный алюминиевый (декоративный) Цвет лицевой части: Золото глянец, золото шлифованное, серебро глянец, серебро матовое Наличие на складе, толщина: 0.4 : 0.6 : mm Размер листа 1200х3000 мм Стоимость: от 550 руб/кг
Анодирование алюминия – это нанесение защитного покрытия на поверхности изделий электрическим методом. Покрытия, которые образуется при этом процессе, имеют толщину от 5 до 25 мкм и надежно защищают металл от коррозии, придают новые декоративные свойства.
Анодированный листовой алюминий широко применяются в следующих отраслях: — Строительство — изготовление навесных фасадов, вывесок; — Рекламная индустрия — производство объемных и плоских букв, табличек, указателей; — Автомобильная промышленность — тюнинг авто и мототехники, элементы кузова, салона; — Мебельное производство — торговая, выставочная, эксклюзивная мебель; — Производство светильников и отражателей.
Гидроабразивная резка
Метод с натяжкой можно отнести к термическим, поскольку подобное воздействие почти отсутствует. Гидроабразивная установка имеет насос, образующий струю высокого давления. Вода смешивается с абразивом (обычно кварцевым песком), после чего смесь со огромной скоростью подается на область резки. Толщина струи составляет 1/10 мм или чуть больше; врезаясь в поверхность, она с легкостью режет алюминий.
Преимущества метода:
- высокая производительность;
- в процессе работы на металл не воздействуют загрязнители, поскольку удаляются водным потоком;
- точность работы;
- качество обработки поверхности.
Недостатки:
- стоимость установки составляет миллионы рублей;
- невозможность применения способа в домашних условиях;
- быстрый износ расходных элементов оборудования.
Лазерная резка
Осуществляется воздействием лазерного луча, образуемого оборудованием высокой мощности. Лазерная резка алюминия считается самым востребованным методом по ряду причин:
- минимум времени уходит на обработку металла;
- экономия материала;
- почти полное отсутствие дефектов поверхности;
- лазером легко резать даже сложные контуры (острые углы, диаметры);
- современные установки легко настраиваются под определенные условия (например, под толщину листов);
- деформации материала исключены.
Резка алюминия лучом-лазером возможна на устройствах твердотельного и газового типа. Вторые считаются предпочтительными, поскольку работают непрерывно (первые же — только в импульсном режиме).
Параллельно с лучом лазера к месту обработки подводится воздушный поток, сдувающий расплавленные куски металла с кромки. Так достигается гладкость поверхности на выходе.
Специалисты рекомендуют выполнять лазерную резку на малых скоростях, чтобы свести к нулю вероятность деформаций. Для этой же цели советуют использовать азот.
Работа с установками элементарна — в программе выставляются параметры в соответствии с чертежом, запускается оборудование, и пользователь ждет окончания работы. Помимо минимизации использования человеческих ресурсов, преимуществами лазерной резки выступает экономия электроэнергии, а также низкая стоимость оборудования (по сравнению с гидроабразивным). Недостатков мало, но они есть:
- ключевой элемент — лазер; при его поломке все оборудование становится неисправным, и работа встает;
- скорость резки высока, но непостоянна;
- обязательное условие — толщина алюминия не превышает 20 мм.
Резка алюминиевого проката.
Выполняем резку проката из алюминиевых сплавов любых марок во всех состояниях поставки и диапазонах толщин. Осуществляем раскрой материала, изготовление отверстий, фасок и т. д. При обработке учитываем особенности алюминиевых сплавов: их пластичность, легкоплавкость и химическую активность при повышенных температурах. Точностью и оперативность выполнения гарантируются.
Алюминиевых плит.
Алюминиевые плиты в соответствии с ГОСТ 17232-99 обладают толщиной 11-200 мм. С раскроем полуфабрикатов таких габаритов эффективно справляются при помощи плазменной и гидроабразивной резки. Эти методы позволяют получить ровный срез, не требующий дополнительной обработки, при минимальном количестве отходов и исключительной производительности. Высокая теплопроводность алюминия облегчает задачу охлаждения зоны термического влияния для массивных заготовок.
Листового алюминия.
Листы алюминия по толщине не превышают 10 мм. В этом случае выбор метода обработки определяется задачей, стоящей перед мастером:
- несложный раскрой заготовок малой толщины обеспечивается на гильотине;
- серийное изготовление изделий с повышенными требованиями к точности формируемой резанием поверхности предполагает использование автоматизированных технологий гидроабразивной резки, лазерной или плазменной;
- приведенные в предыдущем пункте методы позволяют получить изделия со сложными контурами.
Охлаждение материала в случае применения методов термической резки позволяет избегать коробления или оплавления продукции.
Кругов алюминия.
Круги (цилиндрические заготовки) по ГОСТ 21488-97 могут достигать диаметра 300 мм. Способ раскроя проката круглого сечения выбирается в зависимости от его толщины. Заготовки малой толщины разделяют преимущественно механическими способами резания — дисковой пилой или на ленточнопильном станке.
Алюминиевых прутков.
Прутки аналогичны по форме кругам, но их диаметр сечения до 80 мм. С задачей резания заготовок такого рода справляются при помощи механической рубки. Изделия с нанесённым покрытием обрабатываются в соответствии с предписанием производителя.
Фрезерная обработка
Уникальность способа в том, что работа возможна со сложными поверхностями, в т.ч. с винтовыми. Обязательно настроить фрезерное оборудование именно под работу с алюминием, то есть выбрать тип фрезы и частоту ее оборотов в соответствии с рекомендациями.
Современные станки с ЧПУ и возможностью 3D-проектирования не уступают лазерным и плазменным устройствам по точности резки. Их применяют при создании литых форм, объемных изделий их алюминия, сложных конструкций. Однако есть недостаток в работе с оборудованием — растет риск деформаций и появления дефектов на поверхности из-за высокой пластичности материала.
Собственное производство
Заказать услугу по лазерной резке алюминия у производителя – выгоднее и надежнее, чем работа с посредниками. Наша компания обладает собственным высокотехнологическим оборудованием от ведущих мировых изготовителей и опытные, квалифицированными кадрами, управляющими всеми операциями.
Стоимость услуг формируется без наценок и комиссионных процентов посредникам. Цена просчитывается на этапе оформления заказа. На расчет стоимости влияют такие показатели, как тип обрабатываемых заготовок (изделий), сложность задачи, объем заказа. Все работы выполняются быстро с гарантией качества.
Использование различных пил
Для резки алюминия подходят ленточные и дисковые пилы. Достоинства первых:
- малая ширина реза;
- возможность угловой обработки;
- компактность.
Если пользователь регулярно сталкивается с необходимостью резки алюминия, он может найти домашний вариант установки, отличающийся малыми габаритами.
Конструкция современных устройств включает полезные приспособления, среди которых вращающаяся пильная рама, измеритель натяжения нити (ленты), вариатор для плавной смены скоростей резки, встроенную систему очистки пильного полотна. Качество работы оборудования сопоставимо с лазером и плазмой, только мастер на многом сэкономит (на деньгах, времени работы и пространстве).
Ленточные пилы позволяют резать алюминиевый профиль диаметром до 300 мм с погрешность менее 0,5 мм. Поэтому они используются даже в домашних условиях.
Второй тип пил, используемых при резке алюминия — дисковые. Они делятся на фронтальные и вырубные, могут выглядеть как напольный либо настольный станок, иметь одну или две рабочие головки. В устройствах среднего ценового диапазона имеются зажимы для фиксации заготовки под углом. Активный элемент — диск диаметром до 550 мм — должен иметь алмазное напыление на зубьях и указание, что он подходит для резки алюминия.
Достоинства работы с дисковыми пилами:
- современные установки гарантируют безопасность оператора при работе;
- возможна автоматическая резка;
- плавность подачи режущего элемента;
- наличие отсеков для отходов.
Материал диска — быстрорежущая сталь ( с маркировкой HSS). Некоторые установки допускают поворот заготовки на угол до 45 градусов для удобства работы.
Технология кислородно-флюсовой резки алюминия
Результативность кислородно-флюсовой резки металлов на 15–20 % выше за счет мощного пламени и отсутствия необходимости в дополнительном прогревании заготовок. Этот способ является намного более эффективным в сравнении с применяемыми ранее. Благодаря высокой скорости обработки получаются чистые высококачественные края среза. Используемый в процессе флюс обладает высокими термомеханическими или механическими свойствами.
Кислородно-флюсовая резка используется для работы с:
- высоколегированными сталями, содержащими хром и никель, частицы которых при сварке образуют тугоплавкие окислы, не удаляющиеся под воздействием кислородной струи;
- с чугуном и цветными металлами, чувствительным к перепадам температур.
Флюсы могут быть следующих видов:
- алюминиевыми и железными порошками;
- кварцевым песком;
- керамическими (силикокальцием и ферросилицием) для работы с низколегированными сталями;
- феррофосфором, подходящим для резки заготовок из цветных металлов.
Кислородно-флюсовая резка алюминия и других металлов возможна как вручную, так и при помощи специального оборудования. Конструкция последнего состоит из резака, флюсопитателя, передатчика, подающего флюс в резак.
В устройствах для кислородно-флюсовой резки используется металлорежущий инструмент большего диаметра, чем в оборудовании для раскроя с помощью одного кислорода. Газовая среда образуется окислителями, пропаном, азотом, флюсонесущими газами, углекислым газом. Для ручной резки используется специальное устройство – копьедержатель. Машинная обработка выполняется при помощи портальных автоматических устройств и установок. Устройства для ручной и автоматической резки подходят для работы со сталями, чугуном, бетоном, алюминием, различными сплавами цветных металлов.
При работе кислородно-флюсовым способом необходимо рассчитать флюсовый состав для резки заготовки из определенного металла по диаграмме состояния, получения шлакового состава, имеющего минимальную температуру плавления и вязкость. Резаки, используемые при этом способе, отличаются от приспособлений для кислородной резки каналами для подачи газа, имеющими меньший диаметр. Техника раскроя аналогична кислородному способу, но с более мощным пламенем (15–20 %), позволяющим флюсу нагреться до возгорания.
Резка углошлифовальной машинкой
Устройства известны как «болгарки». Сразу стоит отметить — резать алюминий инструментом сложно, поскольку он относится к мягким, вязким по структуре. Но обработка материала все же возможно, она лишь требует специфических действий.
Например, при резе толстых алюминиевых листов на место реза капают керосин, чтобы отрезной диск не увяз в металле. Также покупать надо круг, подходящий именно для алюминия; в ином случае снизится эффективность и безопасность работы.
Достоинства резки болгаркой — быстрота, эффективность, относительно тонкая ширина реза. Пользователю важно помнить, что усилие прилагается лишь в радиальном направлении.
Алюминий — особый материал со специфическими свойствами, поэтому технология резки выбирается не так, как для той же стали. Для пользователя важны выбор способа обработки, контроль процесса, правильное выставление исходных параметров (при работе с автоматизированным установками). Ошибки недопустимы — пластичный и вязкий алюминий не простит просчета.
Если вам известны другие эффективные способы, как и чем резать алюминий, поделитесь своими знаниями в обсуждении к материалу.
Резка дюралевых листов
Листы имеют небольшую толщину, поэтому для их обработки используется экономичный режим работы оборудования. Это касается в первую очередь устанавливаемой мощности. Листы дюрали имеют следующие размеры – ширина от 60 до 180 см, длина – от 200 до 700 см, Требования по качеству и технологии изготовления содержатся в ГОСТ 21631 от 1976 года.
Использование лазера при обработке дюралевого листа позволяет совершить операцию за очень короткое время. При этом обработка материала большой толщины (нескольких листов) занимает несколько технологических циклов, что несколько удорожает процесс.