Steel annealing is a heat treatment in which steel is heated:
- above the upper critical temperature Ac3 - complete annealing;
- between the critical temperatures Ac1 and Ac3 – incomplete annealing;
- below critical temperatures – low annealing.
Heating is followed by slow cooling, most often with an oven.
Heating above the Ac3 temperature ensures complete recrystallization of the steel, and slow cooling ensures the decomposition of austenite into a completely ferrite-pearlite structure (Figure 1).
Figure 1 - Medium carbon steel 40 after full annealing. Ferrite-pearlite structure.
Purposes of steel annealing
The main purposes of steel annealing are to recrystallize the steel and eliminate internal stresses. Annealing, like normalization, is the initial heat treatment operation. The purpose of annealing is to eliminate defects from previous metallurgical operations (casting, rolling, forging) or to prepare the steel for subsequent technological operations, such as cutting or hardening. Often annealing is the final thermal operation when the properties of the steel after annealing satisfy the requirements for the part or product.
Annealing of the second kind
This annealing is also intended for metals and alloys that undergo phase transformations during annealing in the solid state - both during heating and cooling. Here the goals are somewhat broader than those pursued by recrystallization annealing of steel. When annealing the second type, a more equilibrium structure is obtained for further processing of the material. The grain size disappears, is crushed, viscosity and ductility increase, and hardness and strength are significantly reduced. Such metal can already be cut. Heating is carried out to temperatures much higher than critical, and cooling occurs along with the furnace - very slowly.
Heat treatment also includes hardening of alloys for strength and hardness. Here, on the contrary, a nonequilibrium structure is formed, increasing these parameters due to sorbitol, troostite, and martensite. The temperatures used are also much higher than critical, but cooling occurs at very high speeds. The fourth type of heat treatment is tempering, which relieves internal stresses, reduces hardness and increases the toughness and ductility of hardened steels. When heated to temperatures below critical, the cooling rate can be any. Transformations reduce the imbalance of the structure. This is also how recrystallization annealing of steel works.
Complete annealing of steel
Full annealing—heating above the upper critical temperature followed by slow cooling—solves both of these problems. When heated, the ferrite-pearlite structure of steel transforms into austenitic, and then when cooled, the austenite transforms back into ferrite and pearlite - complete recrystallization occurs. The coarse-grained ferrite-pearlite structure, characteristic of steel after casting or forging, after complete annealing turns into a structure of fine grains of ferrite and pearlite. Full annealing temperature ranges are shown in Figure 2 for steels with different carbon contents.
Figure 2 - Temperature range for complete annealing of steel.
Heat treatment
This is a set of various heating operations using special equipment and using a special technology, with holding and cooling, which are performed strictly in a certain sequence and under precise conditions in order to change the internal structure of the alloy and obtain the desired properties. Heat treatment is divided into several types. Annealing of the first kind, which is used for absolutely any metals and alloys, does not bring about phase transformations in the solid state. Recrystallization annealing is used to achieve the following characteristics.
When heated by first-order annealing, the mobility of atoms increases, chemical inhomogeneity is completely or partially eliminated, and internal stress decreases. It all depends on the heating temperature and holding time. Slow cooling is typical here. Varieties of this method are stress-relieving annealing after casting, welding or forging, diffusion and recrystallization annealing.
Low annealing steel
Low annealing is carried out below both critical points. Therefore, this annealing is also called subcritical. During this annealing, no austenite is formed. Low annealing of steel is carried out in cases where the original structure does not require correction and there is no need for its recrystallization. The purpose of low annealing is only to reduce the internal stresses in the part through the mechanisms of recovery, recrystallization, grain growth and carbide agglomeration. If the initial structure of the steel is bainitic or martensitic, then this operation is called tempering rather than annealing.
Low tempering is one of the ways to spheroidize steel.
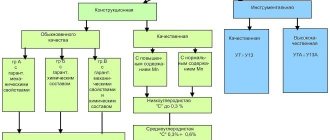
U10, U10A carbon tool steel
Decoding
- According to GOST 1435-99, the letter U in the designation of the steel grade means that the steel is carbon.
- The number 10 following the letter Y indicates the average mass fraction of carbon in tenths of a percent, i.e. the average carbon content in U10 steel is about 1%
- The presence of the letter A at the end of the marking means that the steel is high quality, i.e. with increased requirements for the chemical composition.
Substitute
steel U11, U12, U12A.
Foreign analogues [1]
| steel grade | Standard |
| 1645 (UK) | GB-03 |
| 1880 (Sweden) | SS |
| 19191 (Czech Republic/Slovakia) | CSN 419191 |
| ABN (Italy) | I-09 |
| C100KN (Italy) | UNI 2955-82 part 2 |
| C102 (Spain) | UNE 36 071 (75) |
| C 105W1 (Germany) | DIN 17350 |
| C 105 E2U (France) | AFNOR NF NF A 35-590 (92) |
| CT 105 (Eurostandard) | EN 96-97 |
| F.515 (Spain) | |
| N10 (Poland) | PN/H 85020 |
| N10E (Poland) | PN/H 85020 |
| OSC-10 (Romania) | STAS 1700 |
| S101 (Hungary) | MSZ 4354 |
| S102 (Hungary) | MSZ 4354 |
| SK3 (Japan) | JIS G4401 (83) |
| T 72301 (USA) | UNS |
| T10 (China) | GB 1298-86 |
| T10A (China) | GB 3530-83 GB 1289-86 |
Type of delivery
- Long products, including shaped steel: GOST 1435-90, GOST 2590-88, GOST 2591-88, GOST 2879-88.
- Calibrated rod GOST 1435-90, GOST 7417-75, GOST 8559-75, GOST 8560-78.
- Polished rod and silver steel GOST 1435-90, GOST 14955-77.
- Tape GOST 2283-79, GOST 21997-76.
- Strip GOST 4405-75, GOST 103-76.
- Forgings and forged blanks GOST 1435-90, GOST 4405-75, GOST 1133-71.
Characteristics and Application
Tool steel U10 (U10A) belongs to the group of steels with reduced hardenability. Steels of this group must be hardened in water, and tools made of this steel, as a rule, have an unhardened core. Quenching in water requires measures to be taken against severe warping, i.e. When designing a tool, sharp corners and sharp transitions of sections should be avoided [2].
Steel U10, U10A is used in the manufacture of tools operating in conditions that do not cause heating of the cutting edge:
- hand taps,
- rasps,
- needle files,
- saws for wood processing,
- dies for cold stamping,
- smooth calibers,
- axes,
- for cold-rolled heat-treated tape with a thickness of 2.5 to 0.02 mm, intended for the production of flat and twisted springs and spring parts of complex configurations, valves, probes, reeds, lamellas, splitting knives, structural small parts, incl. for watches, etc.
U10 steel is not used for the manufacture of tools subject to strong impacts.
Approximate purpose of tool unalloyed steel U10, U10A (GOST 1435-99)
| steel grade | Application area |
| U10A | For cores |
| U10, U10A |
|
According to GOST R 51015-79, U10A steel is used for the manufacture of blades of knives for household and special purposes used in everyday life, industry and catering establishments. However, it should be taken into account that for knives used in the food industry it is preferable to use corrosion-resistant steel.
For upsetting soft metals, carried out with low pressures, U10 steel is used for dies with a diameter of up to 30 mm, which retain a soft core during hardening.
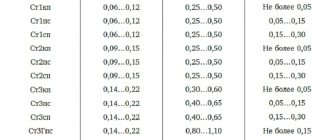
Chemical composition, % (GOST 1435-99)
| steel grade | C | Si | Mn | S | P |
| no more | |||||
| U10 | 0,95-1,09 | 0,17-0,33 | 0,17-0,33 | 0,028 | 0,030 |
| U10A | 0,95-1,09 | 0,17-0,33 | 0,17-0,28 | 0,018 | 0,025 |
Phase composition
| Ferrite | Carbides | Carbide type |
| 84-86 | 16-14 | Fe3C |
Temperature of critical points, °C [3]
| Ac1 | Acm | Ar1 | Mn |
| 730 | 800 | 700 | 210 |
Conditions for preliminary heat treatment of steels U10A, U10 [4]
- Annealing with continuous cooling and spheroidization is recommended to be carried out in shaft and chamber furnaces. The holding time after heating the entire charge to the annealing temperature is 2-3 hours.
- Isothermal annealing is suitable for continuous furnaces (conveyor and pusher furnaces). In this case, the heating time to a given temperature is calculated depending on the thickness of the heated layer of workpieces according to the permissible specific heating time of 1.0 min/mm. The duration of exposure after heating the entire charge to the annealing temperature is 1-2 hours. Isothermal exposure during cooling is 1-2 hours.
- Spheroidization (pendulum annealing) is used to obtain the structure of granular pearlite. The duration of exposure at each stage is 0.5-1.0 hours.
- High tempering should be used: to remove hardening after cold plastic deformation (the so-called recrystallization annealing); to relieve internal stresses from cutting treatment prior to hardening; before re-hardening products that have reduced hardness after heat treatment. Duration of exposure at high tempering is 2-3 hours*.
- Normalization is used to refine the grain of overheated steel and to eliminate the cementite network. Heating during normalization can be done in furnaces and salt baths. The duration of exposure when heated in furnaces is 20-30 minutes*, when heated in salt baths - equal to the calculated exposure time for heating for hardening [5].
- Improvement is used to obtain increased surface cleanliness during cutting in cases where the steel in the annealed state has a hardness of ˂ HB 183. Hardening and high tempering during improvement are recommended to be done with heating in furnaces. The duration of exposure when heating for hardening is 20-30 minutes*, with high tempering 2-4 hours*.
* After warming up the entire cage to the set temperature.
- a) Annealing with continuous cooling
- b) Isothermal annealing
- c) Spheroidization (pendulum annealing)
- d) High holiday
- e) Normalization
- f) Improvement
Approximate heat treatment temperature and hardness of U10 steel in the annealed state [6]
| Annealing temperature °C | Hardness after annealing HB (no more) | Quenching temperature °C |
| 760-780 °C | 197 | 770-800 °C |
Hardening [2]
The hardening temperature of hypereutectoid steel U10A lies in the range between Ac3 and Ac1. The structure of steel in the hardened state consists of martensite and excess (secondary) carbides. The optimal hardening temperature is about 800 °C.
In hardened steel, the tetragonality of martensite and internal stresses create significant brittleness, therefore, after hardening, tempering is a mandatory operation
Recommended heating temperatures (in °C) of U10A steel for surface hardening (cooling with a water shower) [7]
| steel grade | Initial structure | Pre-heat treatment | Heating temperature in the furnace in °C | Heating rate in degrees/sec | ||
| 30 — 60 | 100 — 200 | 400 — 500 | ||||
| Heating duration in seconds | ||||||
| 2 — 4 | 1,0 — 1,5 | 0,5 — 0,8 | ||||
| Heating temperature t.w.h. above Ac1 | ||||||
| U10A | Lamellar perlite or sorbitol (+ cementite) | Normalization or improvement | 760-780 | 780-820 | 800-860 | 820-900 |
Recrystallization annealing temperature of steel [7]
| Pressure treatment followed by annealing | steel grade | Annealing temperature in °C |
| Cold drawing (calibration) of bars | U10 | 700 |
Approximate annealing modes for tool steels U10, U10A to improve machinability during cutting [7]
| Heating temperature in °C | Cooling | Indentation diameter according to Brinell in mm |
| 760-780 | With an oven at 50° per hour to a temperature of 500°C, and then in air | ≥4,3 |
NOTE. To improve the machinability of tool steels, high tempering at a temperature of 650-680 °C is also used.
Hardness of carbon steel grades after tempering [7]
| steel grade | Akalka mode | Hardness after quenching HRC | Hardness HRC after tempering at temperature in °C | |||||
| temperature in °C | cooling medium | 200 | 300 | 400 | 500 | 600 | ||
| U10 | 770-790 | Through water to oil | 62-64 | 61-63 | 54-58 | 48-52 | — | — |
The influence of cold treatment on the properties of U10 steel [7]
| Quenching temperature in °C | Cold treatment temperature in °C | Hardness increment HRC | Length change in % |
| 780 | 0 | 1,5 | — |
Mechanical properties of rolled products with a cross section of 0.1-4.0 mm (GOST 2283-79)
| Delivery status | σ0.2, MPa, no more | δ5, %, not less |
| Cold rolled strip: | ||
| annealed | 750 | 10 |
| hard-worked | 750-1200 | — |
| cold-worked, strength class H1 | 750-900 | — |
| cold-worked, strength class NZ | 1050-1200 | — |
| Annealed tape of the highest quality category | 700 | 13 |
True generalized mechanical properties of annealed steel at 20 °C [8]
| Stretching | Compression | Torsion | |||
| sk, kgf/mm2 | q, % | sszh, kgf/mm2 | q, % | tk, kgf/mm2 | q, % |
| 45-55 | 125-135 | 45-55 | 180-190 | 45-55 | 115-125 |
- sk—true tensile strength
- sсж - true compression resistance
- q, % - true shift
- τk - true torsional strength
NOTE. For all types of deformation, fracture is ductile.
Hardness of heat-treated (after annealing or high tempering) metal products made from U10, U10A steel, except for rolled products for cores, and the hardness of samples after hardening (GOST 1435-99)
| steel grade | Hardness of heat-treated metal products | Hardness of samples after quenching in water | ||
| NV, no more | Imprint diameter, mm, not less | Quenching temperature, °C | HRC, (HRC), not less | |
| U10, U10A | 212 | 4,15 | 770-800 | 63 (62) |
Steel hardness depending on tempering temperature [9]
| ttp, °С | Hardness HRCе |
| 160-200 | 63-65 |
| 200-300 | 57-63 |
| 300-400 | 49-57 |
| 400-500 | 40-49 |
NOTE. Quenching at 760-780 °C in water.
Mechanical properties depending on test temperature [9]
| tsp, °C | σв, MPa | δ5, % | ψ % |
| 700 | 105 | 50 | 87 |
| 800 | 90 | 52 | 100 |
| 900 | 55 | 59 | 100 |
| 1000 | 29 | 70 | 100 |
| 1100 | 18 | 78 | 100 |
| 1200 | 16 | 86 | 100 |
NOTE. A sample with a diameter of 5 mm and a length of 25 mm is deformed and annealed; deformation speed 10 mm/min; strain rate 0.007 1/s
Technological properties [9]
- Forging temperature, °C: beginning 1180, end 800. Sections up to 100 mm are cooled in air; sections 101-300 - in the pit.
- Weldability - not applicable to welded structures. Welding method - KTS.
- Cutting machinability - Kv b.st = 1.0 and Kv tv.spl = 1.1 at HB 197 [10].
- Tendency to temper brittleness - not prone.
- Flock sensitivity - not sensitive.
Heat resistance [9]
| Temperature, °C | Time, h | Hardness HRCе |
| 150-160 | 1 | 63 |
| 200-220 | 1 | 59 |
Critical diameter d
| Heat treatment | Critical hardness HRCе | d, mm, after hardening | |
| in water | In oil | ||
| Hardening | 61 | 10-20 | 4-6 |
| Hardening at 760 °C | 42-66 | 20 | — |
Physical properties at 20 °C [12]
| Heat treatment | Hc, A/cm | μmax x 10-6, G/m | 4πJs, T | ρ, Ohm*mm2/m | γ, g/cm3 |
| Annealing | 5-13* | 88 | 1,95 | — | 7,81 |
| Hardening from 850 °C | 37 | — | 1,75 | 0,42 | — |
| Hardening from 850 °C, tempering at 200 °C | 26 | — | 1,9 | 0,29 | — |
- Hc—coercive force;
- μmax—maximum magnetic permeability;
- 4πJs—magnetic saturation;
- ρ—resistivity;
- γ—density;
Thermal conductivity coefficient λ W/(m*K)
| Steel grade | λ W/(m*K), at test temperature, °C | |||||||||
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | |
| U10, U10A | 40 | 44 | — | 41 | — | — | 38 | — | — | 34 |
Linear expansion coefficient α*106, K-1
| steel grade | α*106, K-1 at test temperature, °C | |||||||||
| 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 | 20-800 | 20-900 | 20-1000 | |
| U10, U10A | 11,5 | 11,9 | 12,5 | 13,0 | 13,4 | 13,9 | 14,3 | 13,9 | 15,4 | 13,3 |
Bibliography
- Shishkov M.M. Brand of steels and alloys. 2000
- Gulyaev A.P. Metallurgy. 1977
- Poznyak L.A. Tool steels: Directory. 1977
- Gulyaev A.P. and others. Tool steels: Handbook. 1975
- Smolnikov E.A. How to calculate heating time during hardening. “Metal science and heat treatment of metals.” 1970, No. 12, pp. 53-56
- Kamenichny I.S. Practice of heat treatment of tools. 1952
- Filinov S.A., Firger I.V. Thermist's Handbook. 1969
- Pribilov B.P. Mechanical properties of tool steels, 1958
- Brand of steels and alloys (edited by Sorokin V.G.). 1989
- Brand of steel and alloys (edited by Kryanin and others). 1977
- Brand of steels. - M.: CBTI, 1961.
- Brand of steel for mechanical engineering. NIIMASH. 1965
Find out more
Steel U7(U7A)
P18 high-speed tool steel…
Steel X12MF tool stamping...
U12, U12A carbon tool steel…
Diffusion annealing
Diffusion annealing is a variant of full annealing. It is carried out for steel ingots. Cast steel is characterized by heterogeneity of chemical composition, as well as dendritic segregation. The operation of diffusion annealing, which is also called homogenization, is carried out at high temperatures, usually up to 1000-1100 °C. Such heating with exposure leads to the elimination or softening of dendritic heterogeneity. However, as a result of such high heating, a coarse-grained structure appears, which requires additional heat treatment, usually annealing. If diffusion annealing was applied to ingots that are intended for metal forming (rolling, forging), then there is no need for annealing - the grain will be refined by subsequent plastic deformation.
Temperature conditions
Different materials require different heat treatment regimes. Typically, the entire process lasts no more than one hour for recrystallization annealing to complete, but the temperature regime for each alloy is its own. Thus, magnesium-based alloys require temperatures from 300 to 400 °C, nickel alloys require temperatures from 800 to 1150 °C, and carbon steels require temperatures from 650 to 710 °C, for which recrystallization annealing is required. Naturally, the melting point is not reached.
Aluminum alloys do not need so much, 350 to 430 °C is enough, and pure aluminum recrystallizes at temperatures from 300 to 500 °C. From 670 to 690 °C titanium requires for recrystallization, from 700 to 850 °C - compositions of copper with nickel, from 600 to 700 °C are needed for bronze and brass, and pure copper is even less, it begins recrystallization from 500 °C. Such recrystallization annealing modes are required for certain metals and alloys.