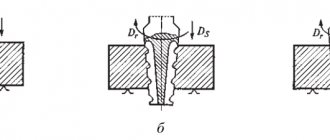
Today, various methods of manufacturing parts are common at Russian enterprises. The most famous of them are forging, stamping, casting and machining. The choice of the most suitable one is influenced by such parameters as the type of part, its size and purpose. Each of the listed methods for manufacturing parts has its own characteristics and has certain advantages and disadvantages. We will consider the most common of them in more detail.
Foundry
Casting is one of the most common methods for manufacturing parts. This involves making a mold, which is then filled with molten metal. The capabilities of this method are somewhat limited, so most often casting is used to create blanks, then processed on a lathe. If you need structurally complex workpieces, it is better to try other methods of manufacturing parts. Otherwise, the resulting products must be processed on a milling machine.
Despite these disadvantages, casting is excellent for creating complex castings—for example, hollow castings that are difficult to produce by machining. This method is suitable for parts of absolutely any weight. For casting, you can use both molding sands (“earth”) and metal molds.
Machining
Machining is the main method of manufacturing machine parts, using several types of workpieces: for example, rolled, casting and stamping.
The cutting procedure is extremely simple: it forms new surfaces by deforming and separating the upper layers of the material, thereby forming chips. When processing metal, some of it is removed - the allowance.
Cutting is not as popular as other methods of making parts. By increasing the accuracy of the initial workpieces, the total volume of metals processed by cutting is noticeably reduced.
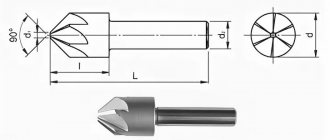
There are several cutting technologies: drilling, broaching, milling and turning. Their common feature is the need to use a blank, the shape of which should be close to the finished product. To do this, various types of machines are used - lathes, drilling, milling.
Cutting aluminum on a CNC milling machine
Modern CNC machines make it possible to carry out the aluminum cutting procedure with the highest possible accuracy and quality, giving the sheets the desired shape and required size.
High technological efficiency of the process is ensured thanks to the development of machine tool industry. When performing milling work on cutting aluminum using CNC machines, skills in working with industrial equipment and specific knowledge in metal processing are required. When using technology in production, the owner’s costs for training employees to work in SCADA applications are significantly reduced. To work, it is enough to create codes based on pre-compiled drawings directly on the machine screens. To do this, you only need to correctly set the coordinates and dimensions of the part, as well as the direction of movement of the cutting tool.
The system independently controls the production process, so the finished product is ideal in terms of geometry.
3D milling machine Advercut K45MT/2040
- Power requirements 380V (220V)
- USB 2.2 connection interface
- XY Motion Gear Rack (Helical) / Taiwan
- Height Z, mm 200 (300)
- Dimensions, mm 2150 x 3150
- Drive motors Stepper (optional)
- Control code G code
- Number of axes 3
- Linear guides Linear rail / Taiwan
- Max. processing speed, mm/min 35000
- Spindle power 3.5-7.5 kW, 18000 rpm
- Spindle cooling Air
- Supported software Type3 Software/France (included, license), as well as ArtCAM, Ucancam, etc.
- Working field 2000 x 4000 x 200 mm
- Resolution, mm 0.01
- Control system DSP0501
- Collet chuck ER25
- Price 1,218,000 rub.
Go to product
Cutting aluminum sheets on computer-controlled machines is a reliable way to ensure high productivity and quality of finished products.
Welding parts
In general terms, welding is the process of joining two metal parts to form a third. Welding occupies a special place among other methods of manufacturing parts. It is suitable for the manufacture of most parts required for mechanical engineering, but the feasibility of using welding in other areas depends on the design features of the desired part. Among them:
- the nature of the partition,
- method of obtaining blanks,
- quality of processing.
It is worth considering the labor intensity of welding. If you are not satisfied with the need to perform assembly and welding operations, it is not possible to mechanize the process, and the finished parts then need to be processed additionally - pay attention to other methods of manufacturing parts in search of a suitable one.
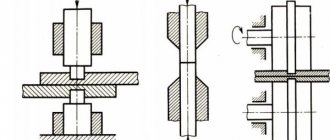
Pressure treatment
Forming is the most extensive of the parts manufacturing methods. It includes a huge number of technologies and processing methods. Due to its good ductility, the metal can be given any shape. The structure of the material is not disturbed, so there is a stable demand for metal forming.
There are five basic high-pressure procedures used to make parts.
- rolling,
- stamping,
- forging,
- drawing,
- pressing.
Pressure processing is ideal when production costs need to be kept as low as possible. Parts are produced in large quantities and in the shortest possible time. The disadvantage of this method is a higher percentage of defects compared to other technologies. The workpiece being processed may also crack and split.
Research into aluminum processing problems
Aluminum can be subjected to all types of processing with chip removal. Machining of aluminum compared to steel is characterized by a significantly higher cutting speed with equal tool life. Aluminum must be processed at cutting speeds of at least 90 m/min. The exceptions are manual work, broaching, drilling, countersinking and threading [1].
Depending on the composition and condition or strength when processing aluminum by cutting, three groups are distinguished: 1 - non-aging wrought alloys; 2 - aging wrought alloys and cast alloys with Si content less than 10%; 3 - casting alloys with Si more than 10% [2].
Of all the aluminum alloys, the most “harmful” and difficult to process have been identified, including alloys: 1201 and D16.
Alloy 1201 is a high-strength heat-hardening weldable alloy of the Al-Cu-Mn system. The alloy has high manufacturability during deformation and welding. All types of semi-finished products are made from this alloy (blanks: rods, forgings, stampings, extruded profiles, sheets, plates, etc.). Like all high-strength alloys, alloy 1201 is sensitive to stress risers. Alloy 1201 has reduced corrosion resistance.
AlloyD16 is one of the most popular duralumin alloys in the shipbuilding, aviation and space industries. Its main advantage is that the rolled metal obtained from it has:
1. stable structure;
2. high strength characteristics;
3. 3 times lighter weight than steel products;
4. good machinability on turning and milling machines, second only to some other aluminum alloys.
Duralumin D16 refers to aluminum alloys of the Al-Cu-Mg system, alloyed with manganese. Most of it is aluminum - up to 94.7%, the rest is copper, magnesium and other impurities. Manganese increases the corrosion resistance of the alloy and improves its mechanical properties, although it does not form common strengthening phases with aluminum, but only dispersed particles of the Al12Mn2Cu composition [2].
D16 is a structural heat-strengthened and naturally aged alloy in a billet, which is used in various fields of the national economy. It is also used for the manufacture of power structural elements in aircraft engineering: skin parts, frames, frames, ribs, control rods, spar, etc.
It is also used in the automotive industry for the manufacture of bodies, pipes and other fairly durable parts. D16 is used for the manufacture of rivets with high shear strength. The same rivets are used to fasten other softer aluminum parts, for example, from AMg6 magnesium [3].
Duralumins are easily deformed in hot and cold states. Alloy D16 is quenched from 495–505º C in water. Heating to lower temperatures does not provide maximum mechanical properties. Heating to higher temperatures causes burnout, i.e. oxidation and partial melting of the alloy along the grain boundaries, which sharply reduces strength and ductility. Duralumins are subjected to natural aging, since it provides higher strength and corrosion resistance in combination with high ductility and very high resistance to fatigue crack propagation (D16 alloy is the most crack-resistant of all aluminum alloys) [4].
When manufacturing parts from large-sized forgings, it is advisable to use the following manufacturing scheme:
– rough machining;
– hardening;
– artificial aging 190º C, 22 hours (36 hours are allowed for large-sized forgings in order to reduce warping during machining and increase dimensional stability);
– semi-finish machining;
– stabilizing aging 190º C, 19 hours;
– finishing mechanical processing.
Quality parameters and, in particular, dimensional accuracy are monitored after each operation.
The choice of cutting modes should be made in accordance with the recommendations for alloy D16. To avoid large warpages, final machining of parts is recommended after artificial aging.
It has been established in practice that when milling, the value of the internal radii of the transitions must be at least 2 mm, and the surface roughness is achieved no worse than Ra2.5. For stiffeners, if any, the outer radius of the rounding or chamfer must be at least 0.7–1.0 mm (according to the drawing conditions). These recommendations are indicated for most parts made of alloys 1201 and D16. In this case, heating the workpiece surface to a temperature of more than 100ºC is not allowed, as this can lead to structural changes in the surface layer of the workpiece.
Also, one of the recommendations is to remove residual cooling compounds after mechanical treatment; this condition is mandatory. One-time contact with coolant should not exceed 15 days, as it has reduced resistance to uniform and intergranular corrosion, as well as stress corrosion [3].
On the surface of body parts made of alloys 1201 and D16 (Fig. 1, 2), risks, scratches, nicks, prints, gentle dents and bulges, tool marks are allowed, if their depth is not more than 0.05 mm.
Rice. 1. 1201 alloy part
Rice. 2. D16 alloy part
The presented alloys are very dependent on temperature changes. A part made in the middle of the tolerance field and passed inspection may not be included in the assembly due to deviations up or down relative to the mating part. Therefore, it will be necessary to use the selective assembly method, which is not economically profitable. This change may occur due to a decrease or increase in temperature. An example would be the body part shown in Figure 3, which was fixed into a special fixture during processing.
Rice. 3. Body part
After removing the part from the fixture, after several hours it was not possible to fix it into the fixture, as deformation changes occurred. The use of coolant made it possible to reduce deformations due to temperature loads and ensure dimensional stability of the part within the required tolerance range.
Conclusion: for aluminum alloys 1201 and D16, it is necessary to condition parts, especially thin-walled ones, before reinstallation, otherwise deformation may occur due to residual internal stresses obtained as a result of machining. It is also necessary to ensure a constant and uniform supply of coolant or to use an oil mist tool cooling system to create thermally constant cutting conditions and eliminate part deformation. It is also necessary to use sharply sharpened tools that allow processing under better cutting conditions.
Literature:
- Koryagin S.I. Methods of processing materials: Textbook / S.I. Koryagin, I.V. Pimenov, V.K. Khudyakov. // Kaliningr. University - Kaliningrad. - 2000. - 448 p. — ISBN 5–88874–152–3.
2. Arzamasov B. N. Handbook of structural materials / Arzamasov B. N. Solovyova T. V. // M.: Publishing house of MSTU im. N. E. Bauman, 2006. - 636 pp., ill. — ISBN 5–7038–2651–9.
- Kvasov F. I. Aluminum alloys of the duralumin type [Text] / F. I. Kvasov, I. N. Fridlyander // M.: Metallurgy. - 1984. - 240 p.
- Kolachev B. A. Metal science and heat treatment of non-ferrous metals and alloys: Textbook for universities. / Kolachev B.A., Livanov V.A., Elagin V.I. // M.: MISIS. — 3rd ed., revised. and additional - 1999. - 416 p.
Mechanical restoration
Machining involves cutting metal from the surface of the workpiece in stages. The complex of technologies used (including the use of various types of machines) allows:
- give the part any desired shape,
- drill the required number of holes,
- provide it with an aesthetic appearance by sanding and planing.
Due to these advantages, other methods of manufacturing parts are usually inferior to machining.
This method allows the production of products in small quantities. This is exactly the case when using other technologies is unprofitable. The minimum percentage of defects during machining makes it an excellent option for the production of high-quality parts.
Mechanical processing of parts using CNC machines is one of the main directions. Our company’s specialists use modern universal high-precision equipment, which guarantees high quality of the finished product.
Selection of aluminum processing equipment
Aluminum parts produced using CNC machines are highly accurate and can be supplied to industries operating in the aviation, military or space sectors. Compact models that allow optimization of the technological process are often purchased by automobile workshops.
CNC milling machine SolidCraft CNC-3040 Light (300W)
- Power supply 110V/220V
- Dimensions, mm 610 x 490 x 390
- Software Mach3, Emc2
- Spindle speed 11000 rpm
- Number of axes 3
- Spindle power 300 W
- Repeatability 0.05 mm
- Working feed 4000 mm/min
- Working speed, mm/min 300-3000
- Working field 390 x 280 x 55 mm
- File format gcode, nc, ncc, tab, txt
- Motor type stepper 57/1. 8A
- Price 81,259 rub.
Go to product
A CNC milling machine is a high-precision device that can guarantee the most efficient processing of parts and ensure a perfectly smooth surface. The technology allows you to select the optimal processing speed by synchronizing the actions of the working tool. All this also allows you to reduce the time spent on performing operations (compared to standard methods).
An important structural part of the processing device when working with aluminum is the vacuum table. It allows for efficient fastening of parts and eliminates the risk of accidental shifting of workpieces under the influence of the cutter.