Why is input control needed?
This control, being the most important part of the technological process, largely ensures the smooth operation of the organization, as well as the high quality of the finished product. Thanks to timely inspection, only high-quality materials and equipment are used in the work, thereby significantly reducing the costs of repair and maintenance of production lines in the production of goods.
The act confirms the product’s compliance with the requirements of technical documentation.
Incoming control allows you to determine the compliance of the quantity, configuration, quality of “incoming” products with the requirements of technical documentation, as well as when identifying flaws, defects, etc. make timely complaints to the supplier.
Who draws up the incoming control act
The preparation of this document is carried out by acceptance specialists (engineers, site foremen, department heads). In order to avoid claims to the contents of the act, a specially created commission (two or more people) is involved in its execution, which certify with their signatures all the information included in the act. Also, under certain conditions, representatives of third-party organizations, as well as representatives of the supplier, may be involved in incoming control.
Before drawing up this document, the supplied equipment or materials must be inspected or tested.
After the control has been successfully completed, the authorized employee fills out a report, which records the fact that the delivered products comply with the stated standards, regulations and requirements, and also enters all the information received in a special journal . After inspection, materials or equipment are delivered to the production department.
If the control is not passed, then the defect is also recorded in the report, and a complaint (i.e., a claim) is filed with the supplier. Further actions may be different: either the delivered products are returned, or exchanged for a similar product, or repaired at the expense of the supplier manufacturer.
Rules for drawing up an incoming control act
The incoming control report does not have a standard template, so it can be drawn up in free form or according to a template specially developed within the enterprise. This document can be written on a regular A4 sheet.
The document must include the following information:
- the very fact of conducting incoming inspection,
- its date and place,
- result of checking,
- complete information about the equipment or materials that have been tested.
Depending on the complexity of the delivered products, the act may be expanded and include additional clauses (about packaging, storage conditions, configuration, comments, additions, etc.).
The act is drawn up in one original copy , but if necessary, several more copies are printed (for all interested parties), each of which must be certified by the signatures of the commission members. It is not necessary to certify the document with a seal, because starting from 2021, legal entities may not use seals and stamps in their activities.
Control of mechanical properties of rolled metal and its chemical composition
In accordance with the standard, sampling norms for each range of metal products are different:
- For tapes, strips, wire - take from the 1st roll of one batch;
- For sheets and plates - from the 1st product of the batch;
- For rods and profiles that are individually stamped by the supplier - from the 1st profile of the batch;
- For rods and profiles with a mark on the tag - from 2 to 5 rods and profiles.
The selected samples are sent to the central laboratory, where product quality control is carried out using several methods. Chemical methods are not universal, as they are very labor-intensive, so preference is given to spectral analysis - a physical method for determining the composition of a substance from its spectra.
Spectral analysis of rolled metal is carried out depending on the material used in accordance with GOST standards:
- Steels - GOST 18895-81;
- Titanium alloys - GOST 23902-79;
- Aluminum alloys - GOST 7727-75;
- Magnesium alloys - GOST 7728-79;
- Copper - GOST 9717.1-82, GOST 9717.2-82, GOST 9717.2-83;
- Copper-zinc alloys - GOST 9716.0-79, GOST 9716.1-79, GOST 9716.2-79, GOST 9716.3-79;
- Tin-free bronzes - GOST 20068.0-79, GOST 20068.1-79, GOST 20068.2-79, GOST 20068.3-79.
When monitoring the mechanical properties of rolled metal, samples are tested for hardness, impact strength, and uniaxial tension. All tests must be carried out on samples of a certain size in accordance with GOST 1497-84 and GOST 9454-78 standards.
After being received at the warehouse, rolled metal products must be subject to incoming control, along with documentation, no later than the 10th day of being in the warehouse. Next, the product is visually inspected and the necessary samples are taken; only after receiving a positive conclusion from the Central Laboratory of Metallurgy, the rolled metal can be put up for sale.
If the metal product has passed inspection, a note is made in the documents: Incoming inspection completed, meets technical specifications.
If a defect is detected in a batch, additional samples are taken, and only then, if the result is confirmed a second time, the metal is stamped as defective and a report is drawn up indicating that the product is defective, after which it must be returned or disposed of.
Instructions for writing an Incoming Control Report
- At the top of the document in the middle is written its name with a short designation of the essence (in this case, “input control”), and also indicates the city in which it is created and the date: date, month, year. Then enter the full name of the enterprise that received the goods and carried out the incoming inspection (indicating its organizational and legal form of individual entrepreneur, LLC, CJSC, OJSC).
- Next, we enter a list of the commission carrying out the inspection: the positions, surnames, first names, and patronymics of the employees are indicated.
Let's move on to the design of the main part. Here it is written about which equipment or materials were subject to control:
- Name,
- brand,
- factory number,
- quantity and other parameters.
Each type of product should be indicated on a separate line to avoid confusion.
- Then the date of receipt is set, and the absence of flaws, malfunctions and defects is also certified, including compliance with technical documentation.
- At the end, the act is signed by all members of the commission that carried out the inspection and control of incoming equipment or materials with the obligatory decoding of signatures and indication of positions.
If there are any complaints about the received products, this must also be reflected in this document with a detailed description.
Incoming product quality control
/p>
Organization of incoming quality control of metal products:
In accordance with GOST 24297-87, incoming inspection is carried out by an incoming inspection unit - the incoming inspection bureau (IBK), which is part of the enterprise's technical quality control (QC) service.
The main tasks of incoming control are:
monitoring the availability of accompanying documentation for products;
control of compliance of the quality and completeness of products with the requirements of design and regulatory technical documentation;
accumulation of statistical data on the actual level of quality of the resulting products and development on this basis of proposals to improve the quality and, if necessary, revise the requirements of the technical documentation for products;
periodic monitoring of compliance with the rules and shelf life of suppliers’ products.
Incoming inspection must be carried out in a specially designated room (area) equipped with the necessary means of control, testing and office equipment, as well as meeting occupational safety requirements. Measuring instruments and testing equipment used during incoming inspection are selected in accordance with the requirements of the normative and technical documentation for controlled products and GOST 8.002-86. If metrological means and control methods differ from those specified in the technical documentation, then the consumer agrees on the technical characteristics of the means used and control methods with the supplier.
To ensure compliance with the requirements of GOST 24297, as well as the standards of the GOST R ISO 9000 series, the enterprise is developing its own technical documentation, taking into account the profile and characteristics of the products. For example, large enterprises are developing enterprise standards (STP) “Incoming inspection of metallic materials”, “Technological instructions (TI) for incoming inspection of metallic materials”, etc.
STP establishes the procedure for organizing, conducting and recording the results of incoming inspection of metal products used at the enterprise. TI determines the scope and types of incoming inspection in accordance with the list of metals and semi-finished products subject to inspection. The scope and types of incoming inspection are established in accordance with the normative and technical documentation and technical specifications for manufactured products.
Conducting the VC is entrusted to the BVK. Input control involves: a warehouse for purchased metal products or a consumer workshop (hereinafter referred to as the warehouse) and the central factory laboratory (CPL).
Incoming inspection of metal products includes the following checks:
accompanying documentation certifying quality (certificate, passport);
labeling, containers, packaging;
geometric dimensions;
surface conditions;
special properties;
grade of material (chemical composition), mechanical properties, structure.
A typical scheme for organizing a VC (Fig. 3.1) is as follows. Metal products received at the warehouse are accepted with accompanying documentation on nomenclature, assortment and quantity and no later than 10 days are transferred for incoming control. At the incoming inspection, checks are carried out on the first four points (see above) and samples are taken to confirm the metal grade, structure, mechanical and special properties. Sampling is carried out under the control of the BVK. Selected samples are transferred to the Central Laboratory. Based on the incoming inspection data, including the conclusions of the central laboratory, a conclusion is made about the compliance of the quality of metal products with the established requirements.
Rice. 3.1. Typical scheme for organizing incoming control
If the control results are positive, the accompanying documentation (certificate, passport) states
If any indicator does not meet the established requirements, twice the number of samples from a given batch of metal is subject to control. If unsatisfactory results are received again, the warehouse, BVK and the supply department draw up a defect report.
Rejected metal is marked with red “Reject” paint and stored in a reject isolator until a decision is made on disposal or return.
Control of geometric dimensions. The TI regulates the scope of control over the size of the assortment of metal products, which is, as a rule, 5% of one batch. Dimensions are controlled using measuring instruments that provide a measurement error equal to ? tolerance on the measured parameter.
Depending on the type of assortment (rod, strip, sheet, etc.), the dimensions specified in the certificate are subject to control, while the technical specifications stipulate how and in what places measurements are taken.
For example, the thickness of strips and tapes should be measured at a distance of at least 50 mm from the end and at least 10 mm from the edge. Tapes with a width of 20 mm or less are measured in the middle. Measurements are made with a micrometer in accordance with GOST 6507-90 or GOST 4381-87.
The thickness of sheets and plates is measured at a distance of at least 115 mm from the corners and at least 25 mm from the edges of the sheet using a caliper (GOST 166-89).
The diameters of rods and wires are measured in at least two places in two mutually perpendicular directions of the same section using a micrometer (wire) or a caliper (rod). Width and length are measured with a metal tape measure in accordance with GOST 7502-89 or a metal ruler in accordance with GOST 427-75.
Surface control. The quality of the metal surface is checked for compliance with the requirements of the normative and technical documentation for delivery visually without the use of magnifying devices (except for cases specifically stated). The recommended amount of inspection is 5% of the lot. In some cases (forgings, castings, etc.), 100% of the product is subjected to surface control.
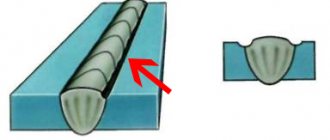
The most common characteristic surface defects of metal products are given in table. 3.1 and in Fig. 3.2.
Table 3.1 Surface defects of metal products
| Name of defect | Types, origin and brief description of the defect | The influence of a defect on the quality of a semi-finished product or finished product |
| Metallurgical defects | ||
| Captivity (Fig. 3.2, a) | During pressure treatment, the walls of the bubbles and cavities of the ingots are compressed, stretched and partially widened. As the compression of the metal increases, the outer walls of the chambers become thin and break through. The delamination of metal thus formed, more or less parallel to the surface and extending onto it, is called a film | Removing film on semi-finished products, if their depth does not exceed the dimensional tolerances, does not affect the quality of the product. Films on the surface of the tubes lead to product rejection |
| Cracks (Fig. 3.2, c, d, f, g) | Cracks on the surface, as well as internal cracks, are the result of stresses arising from uneven heating, strong hardening, burns during grinding and similar reasons. | Cracks that do not take the semi-finished product beyond the dimensional tolerances are classified as repairable defects. Cracks in the finished product cause rejection |
| Bubbles (Fig. 3.2, b) | If the outer wall of the finished bubble is very thin, then when the metal is heated, the gases inside the bubble expand, bulge the outer wall and form a bubble on the surface | |
| Sinks | Holes on the surface of castings are the result of unsatisfactory molding, cutting out defects, and in products obtained by pressure processing, a consequence of opened bubbles, etc. | If the shell does not take the size of the product beyond the established tolerances, semi-finished products with surface shells are considered a correctable defect. In finished products, shells lead to rejection |
| Burrs and sunsets | A burr is a convexity along a rolled profile resulting from the extrusion of metal from a stream into the gap between the rolls. A burr is a burr rolled into metal during finishing rolling. Burrs are also found on stamped workpieces when the halves of the trimming die are displaced | Finished rods and rods of profile metal in the presence of a burr or decline are rejected |
| Ringiness | Ringing - herringbone-like dents and marks on the tubes, sometimes easily palpable by hand, are a consequence of the high friction force arising during the drawing process, accompanied by strong vibration | Ringiness on finished tubes leads to their rejection |
| White spots and stripes | White spots and stripes are defects found mainly on aluminum products. They are a consequence of metal contamination with electrolyte, the presence of non-metallic inclusions and sodium and calcium impurities | The defect sharply reduces the corrosion resistance of aluminum and aluminum products, and also spoils their appearance |
| sodium sickness | Sodium disease - inclusions of sodium compounds in aluminum | The defect renders aluminum products defective |
| Ripple | Ripples are dotted impressions of indentation on the surface of aluminum products caused by aluminum sticking to the rolling rolls. | |
| Chemical defects | ||
| Overtrawl | Overetch is characterized by a rough surface, revealing the crystalline structure of the metal. Severe overetching in thin-walled products leads to a significant reduction in the cross-section of the walls. Over-etching is a consequence of the high concentration of etching substances, as well as the long exposure of products in them | |
| Poor grass | Undergrasses are dark spots or uneven shade of the surface. Under-etching is a consequence of etching with solutions of weak acids and alkalis or exhaustion of the bath, short exposure in the bath, as well as contact of products with each other during etching | |
| Matte | It is the result of uneven etching caused by oil contamination during stamping, segregation heterogeneity, etc. | |
| Rough spots | Rough dark and white spots on light metal products indicate corrosion | |
| Mechanical defects | ||
| Risks and challenges | Risks (longitudinal scratches) arise on the internal and external surfaces as a result of poor polishing of the dies, the ingress of solid particles (sand, scale, metal shavings), the ingress of the same particles into the drawing point during broaching, with unsmooth surfaces of profiles, dies, etc. n. Seizures are obtained as a result of pressing at high temperatures or at high pressing speeds | Defects spoil the appearance, reduce the dimensional accuracy of manufactured products, and sometimes lead to defects |
| Flaws and tears | Fractures and tears are the result of metal rigidity, defects in the stamping tool (sharp corners) and improper installation of dies | Leads to product failure |
| Wrinkles and folds | They are most often found on the bodies of drawn products and represent vertically located thickenings caused by metal compression. These defects result from uneven thickness of the workpiece or clearance between dies and insufficient preheating of the workpiece | They spoil the appearance and lead to defective finished products. |
| Chernoviny | Unpolished areas of products with scale remaining at the bottom | The defect contributes to rapid wear of the product, spoils the appearance and interferes with work with a certain accuracy |
| Snatches | Recesses obtained during processing with an abrasive tool | They shorten the service life of the product and spoil the appearance of the surface. Snatches on the cutting part of the tool reduce the quality of its work |
| Grooves | Grooves - lines visible to the naked eye and running in the direction of rough grinding on finished products (tools) | Grooves spoil the appearance, reduce corrosion resistance, and in some devices and tools affect proper operation |
| Peeling of metallic or non-metallic coatings | Peeling of metallic and non-metallic coatings is the result of poor adhesion to the base metal | |
| Nicks (Fig. 3.2, d) |
Rice. 3.2. Surface defects of metal products: a) films; b) bubbles on the surface; c) cracks due to strong hardening; d) crack caused by grinding burn; e) nicks; f) hardening cracks; g) grinding cracks; (f and g - revealed by magnetic powder)
If it is necessary to control the inner surface of pipes, samples are cut from them, cut along the generatrix and the presence of defects is checked. In all cases, when defects are detected (including traces of corrosion), samples are taken from the locations of these defects and sent to the Central Laboratory to determine the nature of the defect and the depth of its occurrence. Based on the conclusion of the central laboratory, a decision is made on the suitability of a given batch of metal.
Control of chemical composition and mechanical properties. This control is carried out in the central laboratory on specially selected samples from each batch of metal with a conclusion drawn up in the prescribed form.
Chemical composition control. This type of control is carried out to establish compliance of the qualitative and quantitative chemical composition of metal products with the standards stated in the certificate.
The sampling rate for monitoring the chemical composition is established in the technical specifications and is usually:
for sheets and slabs - from one control sheet, batch slab;
for tapes, strips, wire - from one control roll of the batch;
for bars and profiles that are individually stamped by the supplier - from one bar, profile, batch;
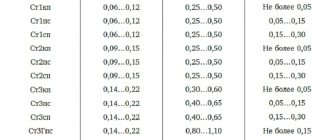
for rods and profiles marked on a tag - from 2, 3 and 5 rods, profiles for batches of less than 30 pcs., from 30 to 50 pcs. and over 50 pieces respectively.
Selected samples are sent to the central laboratory, where the chemical composition is monitored using chemical and/or spectral analysis methods.
Chemical methods of analysis, which are based on the chemical reactions of analyte substances in solutions, include mainly gravimetric, titrimetric and colorimetric analyses. These methods are described in the relevant GOSTs. It should be noted that chemical analysis is labor-intensive, not universal, and does not have high sensitivity (especially at low concentrations of the elements being determined).
Spectral analysis is a physical method for qualitative and quantitative determination of the composition of a substance from its spectra.
For express and marking analysis of the chemical composition of steels, cast irons and non-ferrous alloys, spectrographs (ISP-30, DFS-13, DFS-8) and quantometers (DFS-41, DFS-51, MFS-4, “Papuas-4”) are widely used. , the basis of which is the generally accepted scheme of emission spectral analysis. When performing an analysis, a pulsed electric discharge is excited between two electrodes, one of which is the sample being analyzed. Radiation from the atoms of the elements that make up the sample, excited in the discharge, passes through a polychromator with a concave diffraction grating and is decomposed into a spectrum. Each chemical element has its own set of spectral lines, the intensity of which depends on the concentration of the element in the sample.
In qualitative analysis, the resulting spectrum is interpreted using tables and atlases of the spectra of elements. For quantitative analysis of a sample, one or more analytical lines of each analyzed element are selected from the spectrum.
The intensity (J) of a spectral line of length l is related to the concentration (c) of the element in the sample by the dependence:
J(l) = a? сb,
where a and b are quantities depending on the analysis conditions.
Modern instruments for spectral analysis, as a rule, are combined with a computer, which allows fully automated analysis of spectra. In addition to the indicated devices, enterprises use steeloscopes (Fig. 3.3) of the “Spectrum” type for quick visual qualitative and comparative quantitative analysis of ferrous and non-ferrous alloys in the visible region of the spectrum. The portable version of the steeloscope (SLV) allows such analysis to be carried out in workshops, warehouses, and on large parts without destroying the surface.
Spectral analysis of metals is carried out according to GOST standards, namely:
steels - GOST 18895-81;
titanium alloys - GOST 23902-79;
aluminum alloys - GOST 7727-75;
magnesium alloys - GOST 7728-79;
copper - GOST 9717.1-82, GOST 9717.2-82, GOST 9717.2-83;
copper-zinc alloys - GOST 9716.0-79, GOST 9716.1-79, GOST 9716.2-79, GOST 9716.3-79;
tin-free bronzes - GOST 20068.0-79, GOST 20068.1-79, GOST 20068.2-79, GOST 20068.3-79.
X-ray spectral analysis. Compared to optical spectra, X-ray characteristic spectra contain fewer lines, which simplifies their interpretation. This advantage is driving the increasing use of X-ray analysis in factory laboratories.
The characteristic X-ray spectrum of a sample can be obtained either by placing it on the anode of an X-ray tube and irradiating it with an electron beam with an energy of 3-50 KeV (emission method), or by placing the sample outside the tube and irradiating it with sufficiently hard X-rays emanating from the tube (fluorescence method).
The fluorescent method is more preferable because:
has a higher sensitivity (up to 0.0005%);
more efficient and technologically advanced (there is no need to make the tube dismountable and pump it out to maintain the vacuum);
the sample is not heated.
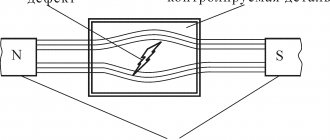
Fluorescent X-ray spectrometers used in industry to control the chemical composition of steels and alloys (Spark-1-2M, Lab-X3000, ED 2000, MDX 1000) are equipped with a computer, which allows you to automate the process of processing spectra and increase efficiency (Fig. 3.4).
The results of control of the chemical composition of the metal are documented in the accompanying documentation and registered in the incoming control passport.
Rice. 3.3. Optical diagram of the steeloscope: 1 - light source (electric arc between the electrodes, which serve as the samples under study); 2 - capacitor; 3 - gap; 4 - rotary prism; 5 - lens; 6 and 7 - prisms that decompose light into a spectrum; 8 — eyepiece
Rice. 3.4. Functional diagram of a fluorescent X-ray spectrometer: RT - X-ray tube; A - analyzer; D - detector
During the incoming inspection of imported materials, the grade of the material is determined in accordance with the certificate of chemical composition.
Control of mechanical properties. This type of control is carried out at the Central Plant in accordance with the requirements of STP and TI. The content and scope of control of the mechanical properties of metal products supplied to the enterprise are determined by the grade of metal, delivery condition and purpose in accordance with the normative and technical documentation.
As a rule, mechanical properties are controlled by testing: uniaxial tension, hardness, and impact strength (see Chapter 2). The shape and dimensions of test samples must comply with the requirements of GOST 1497-84 and GOST 9454-78.
For tensile testing of round, square and hexagonal metal, 2 samples, 60 mm long from either end of the rolled product, are taken from each batch.
For tensile testing of wire supplied in coils for the manufacture of springs, a sample 600 mm long is taken from one coil of each batch, and for wire with a diameter of 0.9 mm, one sample 1500 mm long is taken at a distance of at least 1 m from the end of the coil.
For tensile testing of rolled sheets, two samples 250 mm long and 50 mm wide are taken from one sheet along the rolling direction, and from sheets of aluminum and magnesium alloys - across the rolling direction. For tapes and strips, a sample 400 mm long is taken from one roll of each batch at a distance of at least 1 m from the end of the roll.
To test the impact strength of sheets, strips with a thickness of at least 11 mm, pipes with a wall thickness of at least 14 mm, rods with a diameter of at least 16 mm, 2 samples measuring 11×11×60 are taken from either end next to the tensile test sample. mm for the production of samples measuring 10×10×55 mm. From rolled products with a thickness of up to 10 mm, 2 samples are taken to make samples measuring 5×10×55 mm. To test impact strength at sub-zero temperatures, 3 samples are taken.
If results are obtained that do not comply with the certificate, the test is repeated on twice the number of samples. If repeated tests yield negative results on at least one sample, then the entire batch of metal is rejected. The results of the mechanical properties of the metal are reflected in the incoming inspection passport with test tables attached.
Conclusion
In the global market into which the Russian economy is integrating, enterprises need management that provides advantages over competitors in terms of quality criteria. Gradually, the understanding comes that to produce products of the required quality, it is no longer enough to have a technical control department.
In order to increase their competitiveness, an increasing number of enterprises are realizing the need to create a quality management system and certify it for compliance with the requirements of international standards.
Having studied the topic “Quality Management”, we found out that the direct management of the quality management system is carried out by an authorized person, and that his responsibilities include:
– ensuring the development, implementation and maintenance of a quality management system;
– control over the conduct of internal audits of the quality management system, analysis of its effectiveness;
– submitting reports to the director on the functioning of the quality management system, analyzing its effectiveness.
We also found out that operational activities related to the functioning of the quality management system are carried out by a specially created quality service, whose tasks include:
– coordination of work and direct participation in the development, implementation and operation of the quality management system;
– creation of a database on the quality management system;
– organizing accounting and monitoring the implementation of measures and documents of the quality management system, conducting internal audits;
– improvement of the quality management system.
Under the new requirements, the organization must establish and specify in detail product/service measurement requirements, including acceptance criteria. Measurement must be planned to confirm their compliance with the detailed requirements. The organization should plan to use statistical methods to analyze data. In problem analysis, causes must be identified before corrective or preventive actions can be planned. Information and data from all parts of the organization must be integrated and analyzed to assess the overall performance status of the organization. Based on objective information, methods and means for continuous process improvement are determined.
Effective functioning of the quality system involves the creation and operation of an information retrieval system, corrective actions and results obtained in the field of quality.
Having a certified quality system at an enterprise is not an end in itself. Firstly, a number of industries have their own specific certification systems. Secondly, ISO 9000 certification is a necessary but not sufficient element of competitiveness. And thirdly, recognized leaders of the market economy create their own, more developed and advanced quality management systems. But there is no doubt that the absence of an appropriate quality system deprives an enterprise of the prospect of surviving in conditions of fierce competition.
List of used literature
1. Rebrin Yu.I. Quality management: Textbook. Taganrog: TRTU Publishing House, 2004. 174 p.
2. Great Soviet Library, TSB; https://bse.sci-lib.com/article092724.html. Date of access: 11/11/2011
3. Gludkin O.P. Methods and devices for testing RES and EVS. – M.: Higher. School., 2001 – 335 p.
4. Unofficial GOST website; https://rgost.ru/index.php?option=com_content&task=view&id=925&Itemid=29. Date of access: 11/11/2011
5. Build Consultant; https://www.skonline.ru/doc/6809.html. Date of access: 11/11/2011
6. A.I. Orlov Mathematics of chance: Probability and statistics - basic facts: Textbook. M.: MZ-Press, 2004, – 110 p.
7. V.G. Shipsha. Lecture: Incoming quality control of metal products.