What is the difference between a welding machine and an inverter?
If you need to carry out welding work yourself, the question arises: what type of welding machine to purchase. Welding is the creation of permanent connections between welded parts at the atomic level. The welded connection is one of the strongest and therefore is used quite often.
During electric welding, heating and melting of the metal occurs due to the formation of an electric arc between the end part of the electrode and the surface to be welded. Sources of arc formation and maintenance are divided into several types:
- Transformer.
- Inverter.
- Rectifiers.
- Welding units based on internal combustion engines.
Let's consider two types that are most widely used: a welding machine based on a transformer and an inverter source of electric arc.
Transformer welding machine
This is the simplest of welding machines that uses alternating current. It works using a transformer that regulates the mains voltage to the welding voltage. Transformer or induction welding machines are divided according to the following criteria:
- Power (the greater the welding current, the thicker the metal it can be processed).
- The number of posts, that is, jobs (how many people can work at the same time).
- Voltage (single-phase or three-phase network).
Its advantage is a simpler and more reliable design, low cost, and high maintainability.
Transformer welding machine
The disadvantages include the dependence of the arc on power surges, large weight and overall dimensions, and strong heating during work.
What is an inverter?
An inverter welding machine or simply an inverter is one of the energy sources for electric arc welding, which is based on the use of high frequency current. Its operation is carried out by power electronics and a small transformer.
Inverter welding machine
Its advantages are considered to be low energy consumption, compactness, low weight and size, and fairly high quality seams.
The negative aspects of the inverter include the relatively high cost, fear of moisture, dust and low temperatures (typical of budget models), sensitivity to voltage surges, and expensive repairs.
What do an inverter and a transformer welding machine have in common?
The similarity of these devices in their purpose is the formation and maintenance of an electric arc. But there are still some points that unite them:
- The devices under consideration are united by the presence of a transformer, but of different sizes. Due to the preliminary receipt of high frequency current, inverters do not need to use large transformers. To obtain a current of 160 A, a transformer weighing 0.25 kg is needed. To obtain the same current in inductive devices, a transformer weighing 18-20 kg is required.
- Possibility of smooth current adjustment. Transformer devices have this opportunity due to changing the size of the air gap in the magnetic circuit.
- The devices are powered from a household (220V) or industrial (380V) network.
- Most welding machines have short circuit protection.
What is the difference between an inverter and a transformer source of electric arc?
- The dimensions and weight of a transformer-type welding machine are larger than that of an inverter. Industrial designs can weigh more than one hundred kilograms.
- Operating principle. In the inverter, the alternating current of the network is converted by the primary rectifier into direct current, then again into high-frequency alternating current and then again changes to direct current at the secondary rectifier. In transformer-type welding machines, the current strength changes due to changes in the position of the magnetic core, that is, the core of the step-down transformer or the inclusion of a different number of turns of windings in the circuit.
- The inverter has a more stable arc due to the stability of the welding current, which affects the quality of the seam.
- The difference is in the design. The inverter is more complex and can be equipped with the following additional functions: HOT START - increasing the initial current to improve ignition of the welding arc. ARC FORCE - increasing the welding current to speed up the melting process and prevent sticking, that is, the arc is forced. ANTI-STICK – reduction of current when the electrode sticks to increase the time it takes to tear it off and protect against overload.
- The process of learning to work on a transformer is more complex and time-consuming. However, having mastered these skills, you can easily work on an inverter.
- The inverter produces direct current, the transformer operates on alternating current with a household power supply frequency of 50 Hz.
- The power factor of the inverter is the highest of all welding equipment, and the efficiency exceeds transformer analogues by 20-30%.
- Wide range of welding current changes.
- The inverter has such an indicator as the intermittency coefficient (IC). It determines the time of continuous operation at maximum welding current. That is, if the CP is 50%, then after 10 minutes of operation it needs 5 minutes to cool down. Such requirements are not imposed on a transformer welding machine.
- Possibility of using electrodes designed for both direct and alternating current.
Today there is a fairly wide selection of welding equipment on the market from various manufacturers. The choice of welding machine should be made based on the tasks that will be performed with its help.
vchemraznica.ru
Devices on transformers
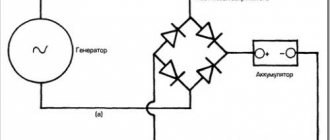
The first models of permanent welding machines were a development of alternating current devices. In addition to the welding transformer, a diode rectifier made according to a bridge circuit was mounted at the output of the secondary winding, then powerful capacitors were connected to reduce ripple and a choke to obtain a more stable arc.
From a single-phase or three-phase network, alternating voltage was supplied to the primary winding of the step-down transformer. At the output of the secondary, a voltage of about 70 V was obtained at idle, then it went to the rectifier and welding electrode.
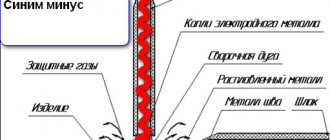
When the electrode was shorted to ground and then separated for a short distance (approximately 5 mm), an electric arc occurred. The welder had to move the electrode along the future seam at the speed necessary to form a weld pool.
Advantages and disadvantages of AC welding machines
In the twentieth century, the AC welder was the most common metal welding device in construction and industry. This is explained by the simplicity of the design of the device. In short, it is a power step-down transformer, the secondary winding of which has several terminals. Depending on what kind of metal needs to be welded, what thickness, what electrode, the welder chooses one or another output of the secondary winding.
Types of devices
Welding machines operating using alternating current are divided into the following types:
- equipment for manual electric arc welding using separate electrodes coated with flux;
- equipment for manual argon electric welding using non-consumable tungsten electrodes;
- semi-automatic equipment that performs welding in a protective and inert gas environment using an electrode wire;
- resistance welding equipment.
In the international classification, electric arc welding is designated MMA-AC or MMA-DC, in the case of manual electric welding with single electrodes, and argon welding with non-consumable electrodes is TIG.
Transformer-based design
The size and shape of a regular welding machine looked like a household washing machine on wheels, only even heavier. The closed magnetic circuit was located vertically. Below was the primary winding of the transformer.
The secondary winding was movable. It was attached to the nut of a vertical screw with a tape thread. On the housing cover there was an eye bolt with a handle. When the handle was rotated, the nut with a secondary winding moved along the screw, changing the magnetic flux passing through the coils. Thus, the welding electric current was adjusted. To move the apparatus, there was a handle on the lid; to connect the wires of the welding chain, there was a clamp on the side wall. All walls had slotted holes for cooling the transformer.
Speaking about such devices in the past tense, it means that now most people use AC and DC welding inverters. Welding equipment based on a power transformer is practically not used.
In order for the weld to be of high quality, a steeply falling current-voltage characteristic of the transformer is required. This is achieved in two ways. First option: in a transformer with normal magnetic leakage and a separate reactive coil (choke), the welding process is adjusted by changing the gap in the choke core. Second option: adjustment is carried out by changing the gap between the primary and secondary coils. In this case, a change in the electric current over a wide range does not lead to a change in the arc voltage, which has a positive effect on the quality of the seam.
Resistance welding equipment
In resistance welding machines at the time of the welding process, in low-power devices the welding current reaches 5000-10000 A, in powerful devices it reaches 500 kA. Therefore, high demands are placed on transformers.
They are step-down transformers with a number of design features:
- to obtain maximum electric current, the secondary winding is made of one turn;
- The primary winding is made on a disk core in the form of separate sections. Dividing the coils into sections is necessary to regulate the electric current, and the disk is for uniform cooling;
- The secondary winding is made in the form of parallel-connected copper disks. To protect them from moisture, they are filled with epoxy resin;
- Air or water cooling is provided.
Resistance welding machines are mostly single-phase with armor-type cores. Since the quality of welding strongly depends on the duration of the welding pulse, the switching equipment is quite complex - a price to pay for accuracy. The devices experience heavy mechanical loads, up to 400 starts per minute, so they are subject to additional requirements for structural strength.
Low-power resistance welding machines have a welding current of up to 5000 A, weigh about 20 kg and weld metal up to 2.5 mm thick. Widely used at home and small workshops.
Inverter design
Inverters are sometimes called DC welding machines because during their operation, the first stage is the conversion of alternating voltage to direct current.
Inverters are actively replacing transformer-based devices due to their light weight, compact size and high performance.
The welding inverter consists of a high-voltage rectifier diode bridge and a low-pass filter, a frequency generator in the range of 30-70 kHz, high-voltage power switches, an isolation capacitor and a step-down transformer. It performs the function of a low-frequency alternating current to high-frequency converter.
A voltage of 220 V 50 Hz is supplied to the rectifier bridge, where it is rectified, the filter reduces ripple and is supplied to electronic switches made on bipolar transistors with an insulated gate or field-effect transistors. At the output of the keys, thanks to a control unit based on a frequency generator, a signal with a frequency of 30-70 kHz is obtained. Passing through the separating capacitor, the electric current gets rid of the constant component and enters the primary winding of the step-down transformer. The output of the secondary winding produces high-frequency alternating current, which is used for welding. In essence, AC welding inverters are designed as switching power supplies without a rectifier unit at the output.
Due to the rapid transition through zero, AC inverter welding machines have a stable, uniform arc, which has a positive effect on the quality of the seam. Using an inverter allows you to get a small-sized device with high power. A disadvantage of the inverter can be considered its high sensitivity to voltage surges.
Advantages and disadvantages
Manual arc welding with alternating current works on the basis of a power transformer, which has a simple, reliable and inexpensive design. It can work in almost any conditions and for a long time without interruption. The disadvantages include the low productivity of welding work and the need for constant removal of slag. The welding seam is worse than that produced by DC welding.
Argon welding using an alternating current machine with non-consumable electrodes produces a weld of the highest quality, allows you to weld large-section metal, and there is no spatter. The disadvantages include the need to use additional equipment in the form of gas cylinders and low productivity.
Electrodes and features of work
Electrodes for welding with alternating current have been developed for a long time and have a wide variety. When using inverters, it was necessary to create new electrodes due to the specifics of high-frequency alternating current.
The most widely used electrodes are the ANO, OZS, and MR brands. They are used for welding carbon and low alloy steels. They ensure easy ignition of the electric arc and uniform maintenance of it, and easy removal of slag. Can be used for AC and DC welding machines.
The main feature of alternating current welding is the change in the polarity of the current flowing through the electric arc. Due to the fact that at a frequency of 50 Hz the time of transition through zero is quite long, the arc almost goes out and turns out to be uneven. This often leads to porosity of the seam and a decrease in its quality. When using high-frequency alternating electric current, this disadvantage is practically overcome. The use of constant allows you to obtain welds of higher quality due to the uniform release of heat in the weld pool. With direct current, the arc starts at lower voltage and is easier for the welder to maintain.
Similar articles
svaring.com
What is alternating current in welding
Alternating voltage gets its name because the flow of electrons continuously changes the direction of its movement. During the welding process using alternating current, the arc continuously “jumps” .
This happens due to regular deviation from the axis of the welding arc. Of course, this affects the quality of the resulting seam. As a result, the scar is wide, and metal droplets form at the junction. If the arc goes out, the ignition can be restarted by increasing the voltage. With all this, equipment for alternating electric welding has its advantages:
- Simple design.
- Great working resource.
- The strength of the welding current can be adjusted.
Transformers continue to enjoy their popularity.
What is the difference between AC and DC?
Only a few are able to really understand that alternating and direct current are somehow different. Not to mention naming specific differences. The purpose of this article is to explain the main characteristics of these physical quantities in terms that people without technical knowledge can understand, as well as to provide some basic concepts related to this issue.
Visualization challenges
Most people have no problem understanding concepts like pressure, quantity, and flow because they encounter them all the time in their daily lives. For example, it is easy to understand that increasing the flow when watering flowers will increase the amount of water coming out of the watering hose, while increasing the water pressure will cause it to move faster and with more force.
Electrical terms such as "voltage" and "current" are usually difficult to understand because you cannot see or feel the electricity moving through cables and electrical circuits. It is extremely difficult for even a novice electrician to visualize what is happening at the molecular level or even clearly understand what, for example, an electron is. This particle is beyond human sensory capabilities and cannot be seen or touched unless a certain amount of it passes through the human body. Only then will the victim definitely feel them and experience what is commonly called an electric shock.
However, exposed cables and wires appear completely harmless to most people simply because they cannot see the electrons just waiting to take the path of least resistance, which is usually the ground.
Analogy
It's understandable why most people can't visualize what's going on inside ordinary conductors and cables. Trying to explain that something is moving through metal defies common sense. At the most basic level, electricity is not that different from water, so its basic concepts are fairly easy to grasp when you compare an electrical circuit to a plumbing system. The main difference between water and electricity is that the former fills something if it manages to escape from the pipe, while the latter requires a conductor to move electrons. By visualizing the pipe system, the technical terminology is easier for most to understand.
Voltage as pressure
Voltage is very similar to electron pressure and indicates how fast and with what force they move through a conductor. These physical quantities are equivalent in many respects, including their relation to the strength of the pipeline-cable. Just as too much pressure ruptures a pipe, too much voltage destroys or pierces a conductor's shielding.
Current as flow
Current is the flow rate of electrons, indicating how many electrons are moving through the cable. The higher it is, the more electrons pass through the conductor. Just as large amounts of water require thicker pipes, large currents require thicker cables.
Using the water circuit model allows you to explain many other terms. For example, power generators can be thought of as water pumps, and electrical loads can be thought of as water mills that require water flow and pressure to rotate. Even electronic diodes can be thought of as water valves that only allow water to flow in one direction.
D.C
The difference between direct and alternating current is clear from the name. The first represents the movement of electrons in one direction. It is very easy to visualize it using a water loop model. It is enough to imagine that water flows through a pipe in one direction. Common devices that produce direct current are solar cells, batteries, and dynamos. Almost any device can be designed to be powered by such a source. This is almost the exclusive domain of low-voltage and portable electronics.
Direct current is quite simple, and obeys Ohm's law: U = I × R. Load power is measured in watts and is equal to: P = U × I.
Because of its simple equations and behavior, direct current is relatively easy to conceptualize. The first power transmission systems, developed by Thomas Edison back in the 19th century, used only this. However, the difference between alternating current and direct current soon became apparent. Transmission of the latter over considerable distances was accompanied by large losses, so after a few decades it was replaced by a more profitable (at that time) system developed by Nikola Tesla.
Although commercial power networks around the planet now use alternating current, the irony is that advances in technology have made the transmission of high-voltage direct current over very long distances and under extreme loads more efficient. Which, for example, is used when connecting individual systems, such as entire countries or even continents. This is another difference between AC and DC. However, the former is still used in low-voltage commercial networks.
Direct and alternating current: differences in production and use
While alternating current is much easier to produce using a generator using kinetic energy, batteries can only create direct current. Therefore, the latter dominates the power supply circuits of low-voltage devices and electronics. Batteries can only be charged by DC current, so the AC mains current is rectified when the battery is the main part of the system.
A common example would be any vehicle—motorcycle, car, and truck. The generator installed on them creates alternating current, which is instantly converted to direct current using a rectifier, since there is a battery in the power supply system, and most electronics require constant voltage to operate. Solar cells and fuel cells also produce only direct current, which can then be converted to alternating current if necessary using a device called an inverter.
Direction of movement
This is another example of the difference between DC and AC. As the name suggests, the latter is a stream of electrons that constantly changes its direction. Since the late 19th century, almost all domestic and industrial electrical power throughout the world has used sinusoidal alternating current because it is easier to obtain and much cheaper to distribute, except in a very few cases of long distance transmission where power losses force the use of the latest high-voltage direct current systems.
AC power has another big advantage: it allows energy to be returned from the point of consumption back to the grid. This is very beneficial in buildings and structures that produce more energy than they consume, which is quite possible using alternative sources such as solar panels and wind turbines. The fact that alternating current allows for bidirectional energy flow is a major reason for the popularity and availability of alternative power sources.
Frequency
When it comes to the technical level, unfortunately, it becomes difficult to explain how alternating current works, since the water circuit model does not quite fit it. However, it is possible to visualize a system in which water quickly changes direction of flow, although it is not clear how it would do anything useful. Alternating current and voltage constantly change their direction. The rate of change depends on the frequency (measured in hertz) and for household electrical networks is usually 50 Hz. This means that voltage and current change direction 50 times per second. Calculating the active component in sinusoidal systems is quite simple. It is enough to divide their peak value by √2.
When alternating current changes direction 50 times per second, that means incandescent light bulbs turn on and off 50 times per second. The human eye cannot notice this, and the brain simply believes that the lighting is on all the time. This is another difference between AC and DC.
Vector mathematics
Current and voltage not only constantly change, but their phases do not match (they are not synchronized). The vast majority of AC power loads cause phase differences. This means that even the simplest calculations need to use vector mathematics. When working with vectors, you can't simply add, subtract, or do any other scalar math operations. With constant current, if one cable carries 5A to a certain point, and the other carries 2A, then the result is 7A. In the case of a variable, this is not the case, because the result will depend on the direction of the vectors.
Power factor
The active power of an AC powered load can be calculated using the simple formula P = U × I × cos (φ), where φ is the angle between voltage and current, cos (φ) is also called power factor. This is how direct and alternating current differ: for the first, cos (φ) is always equal to 1. Active power is needed (and paid for) by household and industrial consumers, but it is not equal to the complex power passing through the conductors (cables) to the load, which can be calculated using the formula S = U × I and measured in volt-amperes (VA).
The difference between direct and alternating current in the calculations is obvious - they become more complex. Even the simplest calculations require at least a mediocre knowledge of vector mathematics.
Welders
The difference between direct and alternating current also appears when welding. The polarity of the arc has a great influence on its quality. Electrode-positive welding penetrates deeper than electrode-negative, but the latter accelerates the deposition of metal. With direct current, the polarity is always constant. With variable it changes 100 times per second (at 50 Hz). Constant welding is preferable, as it is produced more smoothly. The difference between AC and DC welding is that in the first case, the movement of electrons is interrupted for a split second, which leads to pulsation, instability and loss of the arc. This type of welding is rarely used, for example, to eliminate arc wander in the case of large diameter electrodes.
fb.ru
In this article:
But in welding units that generate direct and alternating current, different physical processes occur inside that determine the characteristics of the welding arc. The nature of the current is also different.
- What is alternating current
. In alternating current there is a frequency or oscillation. In a household network it is 50 Hz. This means that chaotically moving electrons moving along a sine wave are capable of changing their direction up to 100 times per second (2 times per cycle). Devices operating on alternating current are designated as AC (alternating current). - What is direct current
? In direct current, electrons (negatively charged particles moving from negative to positive) move in only one direction. The movement is not chaotic, but orderly. There are no fluctuations (frequencies), the voltage is more stable. Welding machines operating on direct current are designated as DC (direct current).
What is polarity?
When talking about direct current, it is worth mentioning polarity. Polarity is the direction of movement of negatively charged particles. In physics they always move from the minus terminal to the plus terminal. Alternating current does not have such a clearly defined direction.
In welding machines operating on direct current, the welder can choose which socket to install the connector of the holder (torch) and which ground cable. Since electrons always move from minus to plus, in each case the welding current will have certain properties.
With direct polarity (the holder is negative and the mass is positive), negatively charged particles move from the holder to the product. This promotes:
- rapid heating of the metal;
- increases penetration depth;
- saves consumption of coated electrode.
Straight polarity is relevant for welding thick steels.
Reverse polarity means connecting the holder to positive and the ground cable to negative. This triggers the electrons in reverse - the heat is concentrated not on the workpiece, but at the tip of the electrode, reducing heat input to the workpiece. Reverse polarity is used when welding thin sheets of iron to avoid burn-through. But using reverse polarity leads to overheating of the electrode tip and its accelerated melting.
Welding with straight polarity current
Straight welding polarity is the welding of parts to which the welding cable is connected to the “+” terminal of the welding machine. At this time, a negative charge is supplied to the electrode through the electrode holder.
Since the temperature is much higher at the anode, which is the positive pole, direct polarity current is best used when working with thick-walled steel parts. A characteristic feature of the polar connection type is considered to be the fact that the most effective area of its application is where the temperature is required as high as possible.
Welding process control
DC welding (polarity) is the task of heating the base metal as best as possible until it melts, so that a weld pool is formed. If, for example, the current is too low, the welding surface of the metal will not be heated properly. If the current is too high, the metal will heat up so well that the arc will penetrate inside, pushing the metal back.
Direct polarity of welding helps to organize an environment in which the weld pool will spread, and the movement of the electrode can easily control the entire welding process.
The faster the electrode moves, the less heat will flow to the surface of the base metal, so it will not warm up as well. If you move the electrode more slowly, more heat will flow, therefore, the metal will warm up much better.
IMPORTANT: professional welders immediately set a little more current, and simply regulate the welding speed with the electrode (by the speed of its movement along the surface of the product being welded). When finishing the weld, it is recommended to deposit a little more metal to avoid the formation of a crater.
More on this topic on our website:
- What is a welding log - an example filled out by a welder This type of log refers to technical documentation. This document reflects the full scope of all work performed by the welder. In addition, the quality and time of completion of the task are reflected here...
- Welding seams and joints - types of welding seams and designations Welding joints are used in many industries. This connection is used for permanently bonding various metal elements by melting. As a result, weld seams are formed...
- Welding seam defects - inspection and control of welding seams All occurring seam defects can be divided into three groups. For greater clarity, the article presents welding seams (photos) and their flaws:...
- Where can you buy welding wire for a semi-automatic machine? To buy welding wire for a semi-automatic machine, you need to have a good understanding of this product and know its average cost. For each specific case, material with such…
Share a link to this material with your friends on social networks (click on the icons):