Чем отличается сварочный аппарат от инвертора?
При необходимости самостоятельного проведения сварочных работ возникает вопрос: какого типа сварочный аппарат приобрести. Сварка — это создание неразъёмных соединений между свариваемыми частями на уровне атомов. Сварное соединение является одним из самых прочных и поэтому применяется довольно часто.
При электросварке нагрев и плавление металла происходит за счёт образования электрической дуги между торцевой частью электрода и свариваемой поверхностью. Источники образования и поддержания дуги делятся на несколько типов:
- Трансформаторные.
- Инверторные.
- Выпрямители.
- Сварочные агрегаты на основе двигателя внутреннего сгорания.
Рассмотрим два типа, нашедших наиболее широкое применение: сварочный аппарат на основе трансформатора и инверторный источник электрической дуги.
Трансформаторный сварочный аппарат
Это самый простой из сварочных аппаратов, использующий переменный ток сети. Работает за счёт трансформатора, который регулирует напряжение сети до сварочного. Трансформаторные или индукционные сварочные аппараты имеют деление по следующим признакам:
- Мощность (чем больше сила сварочного тока, тем более толстый металл возможно обрабатывать).
- Количество постов, то есть рабочих мест (сколько человек одновременно могут работать).
- Напряжение (однофазная или трёхфазная сеть).
Преимуществом его является более простая и надёжная конструкция, невысокая стоимость, высокая ремонтопригодность.
Трансформаторный сварочный аппарат
К недостаткам относят зависимость дуги от скачков напряжения сети, большой вес и габаритные размеры, сильный нагрев во время проведения работ.
Что такое инвертор?
Инверторный сварочный аппарат или просто инвертор — один из источников энергии для электродуговой сварки, в основе которого лежит использование тока высокой частоты. Его работа осуществляется за счёт силовой электроники и небольшого трансформатора.
Инверторный сварочный аппарат
Достоинствами его признано низкое энергопотребление, компактность, небольшой вес и размеры, достаточно высокое качество шва.
К отрицательным сторонам инвертора можно отнести относительно высокую стоимость, боязнь влаги, пыли и низких температур (характерно для бюджетных моделей), чувствительность к скачкам напряжения, дорогостоящий ремонт.
Что общего у инвертора и трансформаторного сварочного аппарата
Сходство этих аппаратов в их назначении — образование и поддержание электрической дуги. Но есть ещё некоторые моменты, которые их объединяют:
- Рассматриваемые аппараты объединяет наличие трансформатора, но разного размера. За счёт предварительного получения тока высокой частоты, в инверторах нет необходимости в использовании больших трансформаторов. Для получения тока 160 А нужен трансформатор весом 0,25 кг. Для получения такого же тока в индуктивных аппаратов необходим трансформатор весом 18-20 кг.
- Возможность плавной регулировки тока. Трансформаторные аппараты имеют такую возможность благодаря изменению величины воздушного зазора в магнитопроводе.
- Питание аппаратов осуществляется от бытовой (220В) или промышленной (380В) сети.
- У большинства сварочных аппаратов есть защита от короткого замыкания.
Чем отличаются инверторный и трансформаторный источник электрической дуги
- Габариты и вес сварочного аппарата трансформаторного типа больше, чем у инвертора. Промышленные образцы могут весить более ста килограммов.
- Принцип действия. В инверторе переменный ток сети преобразуется первичным выпрямителем в постоянный, затем снова в переменный ток высокой частоты и далее снова происходит изменение на постоянный на вторичном выпрямителе. У сварочных аппаратов трансформаторного типа сила тока изменяется за счёт изменения положения магнитопровода, то есть сердечника понижающего трансформатора или включения в цепь разного количества витков обмоток.
- Инвертор имеет более устойчивую дугу, благодаря стабильности сварочного тока, что влияет на качество шва.
- Разница в конструкции. Инвертор более сложный и может оснащаться следующими дополнительными функциями: HOT START – увеличение начального тока для улучшения поджига сварочной дуги. ARC FORCE — увеличение сварочного тока для ускорения процесса плавления и препятствия залипанию, то есть происходит форсирование дуги. ANTI-STICK – снижение тока при залипании электрода для увеличения времени на его отрыв и защиты от перегрузки.
- Процесс обучения работе на трансформаторе более сложный и трудоёмкий. Однако, освоив эти навыки, без труда можно работать на инверторе.
- Инвертор выдаёт постоянный ток, трансформатор работает на переменном с частотой бытовой электросети 50 Гц.
- Коэффициент мощности инвертора наибольший из всего сварочного оборудования, а КПД превышает трансформаторные аналоги на 20-30%.
- Широкий диапазон изменения тока сварки.
- Инвертор имеет такой показатель как коэффициент прерывистости работы (КП). Он определяет время непрерывной работы на максимальном сварочном токе. То есть, если КП равен 50%, то после 10 минут работы ему требуется 5 минут на охлаждение. К трансформаторному сварочному аппарату такие требования не предъявляются.
- Возможность использования электродов, предназначенных как для постоянного, так и для переменного тока.
На сегодняшний день на рынке довольно широкий выбор оборудования для сварки различных производителей. Выбор сварочного аппарата следует производить исходя из задач, которые с его помощью предстоит выполнять.
vchemraznica.ru
Приборы на трансформаторах
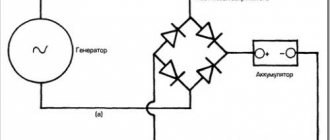
Первые модели аппаратов для сварки постоянкой были развитием приборов переменного тока. Дополнительно к сварочному трансформатору на выходе вторичной обмотки монтировали диодный выпрямитель, выполненный по мостовой схеме, затем подключали мощные конденсаторы для уменьшения пульсаций и дроссель для получения более стабильной дуги.
От однофазной или трехфазной сети переменное напряжение поступало на первичную обмотку понижающего трансформатора. На выходе вторичной получалось напряжение порядка 70 В на холостом ходу, дальше поступало на выпрямитель и сварочный электрод.
При замыкании электрода на массу и последующем отрыве на небольшое расстояние (примерно 5 мм) возникала электрическая дуга. Сварщику оставалось вести электрод вдоль будущего шва со скоростью необходимой для образования сварочной ванны.
Преимущества и недостатки аппаратов переменного тока для сварки
В двадцатом веке сварочный аппарат переменного тока был самым распространенным устройством сварки металлов в строительстве и промышленности. Это объясняется простотой конструкцией аппарата. Если говорить кратко, он представляет собой силовой понижающий трансформатор, вторичная обмотка которого имеет несколько выводов. В зависимости от того какой метал нужно варить, какой толщины, каким электродом, сварщик выбирает тот или иной вывод вторичной обмотки.
Виды устройств
Сварочные аппараты, работающие за счет действия переменного тока, подразделяются на следующие виды:
- оборудование для ручной электродуговой сварки с помощью отдельных электродов покрытых флюсом;
- оборудование для ручной аргоновой электросварки с помощью неплавящихся электродов из вольфрама;
- полуавтоматическое оборудование, осуществляющее сварку в среде защитного и инертного газа с помощью электродной проволоки;
- оборудование контактной сварки.
В международной классификации электродуговая сварка получила обозначение ММА-АС или ММА-DC, в случае ручной электросварки одиночными электродами, а аргоновая сварка с неплавящимися электродами – TIG.
Конструкция на трансформаторах
Обычный аппарат для сварки по размерам и форме выглядел как стиральная бытовая машинка на колесах, только еще тяжелее. Замкнутый магнитопровод располагался вертикально. Внизу находилась первичная обмотка трансформатора.
Вторичная обмотка была подвижной. Она прикреплялась к гайке вертикального винта с ленточной резьбой. На крышке корпуса располагался рым-болт с ручкой. При вращении ручки гайка с вторичной обмоткой перемещалась по винту, изменяя магнитный поток, проходящий через катушки. Таким образом, осуществлялась регулировка сварочного электротока. Для перемещения аппарата на крышке имелась ручка, для присоединения проводов сварочной цепочки на боковой стенке располагался зажим. Все стенки имели щелевые отверстия для охлаждения трансформатора.
Говоря о таких аппаратах в прошедшем времени, имеется в виду, что сейчас в большинстве своем используют сварочные инверторы переменного и постоянного тока. Сварочным оборудованием на основе силового трансформатора практически не пользуются.
Чтобы сварочный шов получался качественным, требуется круто падающая вольтамперная характеристика трансформатора. Это достигается двумя способами. Первый вариант: в трансформаторе с нормальным магнитным рассеянием и отдельной реактивной катушкой (дросселем) регулировку сварочного процесса осуществляют за счет изменения зазора в сердечнике дросселя. Второй вариант: регулировка осуществляется за счет изменения зазора между первичной и вторичной катушками. При этом изменение электротока в широком диапазоне не приводит к изменению напряжения дуги, что положительно сказывается на качестве шва.
Оборудование для контактной сварки
У аппаратов контактной сварки в момент сварочного процесса у маломощных устройств сварочный ток достигает 5000-10000 А, в мощных устройствах доходит до 500 кА. Поэтому к трансформаторам предъявляются высокие требования.
Они являются понижающими трансформаторами с рядом конструктивных особенностей:
- чтобы получить максимальный электроток вторичная обмотка выполняется из одного витка;
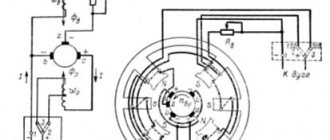
- первичная обмотка выполняется на дисковом сердечнике в виде отдельных секций. Разбивка катушек на секции необходима для регулировки электротока, а диск для равномерного охлаждения;
- вторичная обмотка выполнена в виде параллельно соединенных медных дисков. Для защиты от влаги они залиты эпоксидной смолой;
- предусматривается воздушное или водяное охлаждение.
Аппараты контактной сварки в большинстве своем однофазные с сердечниками броневого типа. Так как качество сварки сильно зависит от длительности сварочного импульса, то коммутационное оборудование достаточно сложное – плата за точность. Аппараты испытывают большие механические нагрузки, до 400 пусков минуту, поэтому к ним предъявляются дополнительные требования по прочности конструкции.
Маломощные аппараты контактной сварки имеют сварочной ток до 5000 А, весят около 20 кг и сваривают металл толщиной до 2,5 мм. Широко применяются в домашних условиях и мелких мастерских.
Конструкция инвертора
Инверторы иногда называют сварочными аппаратами постоянного тока, поскольку при их работе на первом этапе происходит преобразование переменного напряжения в постоянное.
Инверторы активно вытесняют аппараты на трансформаторах благодаря небольшому весу, компактным размерам и высокой производительности.
Сварочный инвертор состоит из высоковольтного выпрямительного диодного моста и фильтра низких частот, генератора частоты в пределах 30-70 кГц, силовых высоковольтных ключей, разделительного конденсатора и понижающего трансформатора. Он выполняет функцию преобразователя низкочастотного переменного тока в высокочастотный.
Напряжение 220 В 50 Гц подается на выпрямительный мост, где происходит его выпрямление, фильтр снижает пульсации и поступает на электронные ключи выполненные на биполярных транзисторах с изолированным затвором или полевых транзисторах. На выходе ключей, благодаря блоку управления на основе генератора частоты, получается сигнал частотой 30-70 кГц. Проходя через разделительный конденсатор, электроток избавляется от постоянной составляющей и поступает на первичную обмотку понижающего трансформатора. На выходе вторичной обмотки получается высокочастотный переменный ток, который используется для сварки. По сути, сварочные инверторы переменного тока выполняются, как импульсные источники питания без выпрямительного блока на выходе.
Из-за быстрого перехода через ноль сварочные инверторные аппараты переменного тока имеют устойчивую, равномерную дугу, что положительно сказывается на качестве шва. Использование инвертора позволяет получить малогабаритный аппарат большой мощности. Недостатком инвертора можно считать высокую чувствительность к скачкам напряжения.
Достоинства и недостатки
Ручная дуговая сварка переменным током работает на основе силового трансформатора, имеющего простую, надежную и недорогую конструкцию. Она может работать практически в любых условиях и длительное время без перерывов. К недостаткам нужно отнести невысокую производительность сварочных работ, необходимость постоянного удаления шлака. Сварочный шов получается хуже, чем дает сварка постоянным током.
Аргоновая сварка с использованием аппарата переменного тока с неплавящимися электродами дает сварной шов высочайшего качества, позволяет варить металл большого сечения, отсутствуют брызги. К недостаткам нужно отнести необходимость использования дополнительного оборудования в виде газовых баллонов и низкую производительность работ.
Электроды и особенности работ
Для сварки переменным электротоком электроды разработаны давно и имеют большое разнообразие. При использовании инверторов пришлось создавать новые электроды из-за специфики высокочастотного переменного тока.
Наиболее широко применяются электроды марок АНО, ОЗС, МР. Они используются для сварки углеродистых и низколегированных сталей. Обеспечивают легкое разжигание электрической дуги и равномерность ее поддержания, легкое удаление шлака. Могут применяться для сварочных аппаратов переменного и постоянного тока.
Главная особенность сварки переменным током заключается в изменении полярности протекающего через электрическую дугу тока. Из-за того, что на частоте 50 Гц время перехода через ноль довольно большое, дуга почти гаснет, получается неравномерной. Это приводит часто к пористости шва, снижению его качества. При использовании высокочастотного переменного электротока этот недостаток практически преодолевается. Использование постоянного позволяет получать сварочные швы более высокого качества за счет равномерного выделения теплоты в сварочной ванне. На постоянном токе электрическая дуга зажигается при меньшем напряжении, и ее легче поддерживать сварщику.
Похожие статьи
svaring.com
Что такое переменный ток в сварке
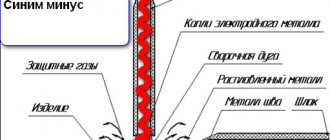
Переменное напряжение получило свое название, так как поток электронов непрерывно меняет направление своего движения. Во время сварочного процесса с потреблением переменного тока дуга непрерывно «скачет». Происходит это из-за регулярного отклонения от оси сварочной дуги. Конечно, это сказывается на качестве получившегося шва. В итоге, рубец широкий, а в месте соединения образуются капельки металла. Если дуга погаснет, то возобновить зажигание можно с помощью повышения напряжения.
При всем этом оборудование для электросварки переменкой, имеет свои плюсы:
- Простая конструкция.
- Большой рабочий ресурс.
- Можно регулировать силу сварного тока.
Трансформаторы, по-прежнему пользуются своей популярностью.
В чем разница переменного тока и постоянного?
Лишь немногие способны реально осознать, что переменный и постоянный ток чем-то отличаются. Не говоря уже о том, чтобы назвать конкретные различия. Цель данной статьи – объяснить основные характеристики этих физических величин в терминах, понятных людям без багажа технических знаний, а также предоставить некоторые базовые понятия, касающиеся данного вопроса.
Сложности визуализации
Большинству людей не составляет труда разобраться с такими понятиями, как «давление», «количество» и «поток», поскольку в своей повседневной жизни они постоянно сталкиваются с ними. Например, легко понять, что увеличение потока при поливе цветов увеличит количество воды, выходящей из поливочного шланга, в то время как увеличение давления воды заставит ее двигаться быстрее и с большей силой.
Электрические термины, такие как «напряжение» и «ток», обычно трудно понять, поскольку нельзя увидеть или почувствовать электричество, движущееся по кабелям и электрическим контурам. Даже начинающему электрику чрезвычайно сложно визуализировать происходящее на молекулярном уровне или даже четко понять, что собой представляет, например, электрон. Эта частица находятся вне пределов сенсорных возможностей человека, ее невозможно увидеть и к ней нельзя прикоснуться, за исключением случаев, когда определенное количество их не пройдет через тело человека. Только тогда пострадавший определенно ощутит их и испытывает то, что обычно называют электрическим шоком.
Тем не менее, открытые кабели и провода большинству людей кажутся совершенно безвредными только потому, что они не могут увидеть электронов, только и ждущих того, чтобы пойти по пути наименьшего сопротивления, которым обычно является земля.
Аналогия
Понятно, почему большинство людей не могут визуализировать то, что происходит внутри обычных проводников и кабелей. Попытка объяснить, что что-то движется через металл, идет вразрез со здравым смыслом. На самом базовом уровне электричество не так сильно отличается от воды, поэтому его основные понятия довольно легко освоить, если сравнить электрическую цепь с водопроводной системой. Основное различие между водой и электричеством заключается в том, что первая заполняет что-либо, если ей удастся вырваться из трубы, в то время как второе для передвижения электронов нуждается в проводнике. Визуализируя систему труб, большинству легче понять специальную терминологию.
Напряжение как давление
Напряжение очень похоже на давление электронов и указывает, как быстро и с какой силой они движутся через проводник. Эти физические величины эквивалентны во многих отношениях, включая их отношение к прочности трубопровода-кабеля. Подобно тому, как слишком большое давление разрывает трубу, слишком высокое напряжение разрушает экранирование проводника или пробивает его.
Ток как поток
Ток представляет собой расход электронов, указывающий на то, какое их количество движется по кабелю. Чем он выше, тем больше электронов проходит через проводник. Подобно тому, как большое количество воды требует более толстых труб, большие токи требуют более толстых кабелей.
Использование модели водяного контура позволяет объяснить и множество других терминов. Например, силовые генераторы можно представить как водяные насосы, а электрическую нагрузку – как водяную мельницу, для вращения которой требуется поток и давление воды. Даже электронные диоды можно рассматривать как водяные клапаны, которые позволяют воде течь только в одну сторону.
Постоянный ток
Какая разница между постоянным и переменным током, становится ясно уже из названия. Первый представляет собой движение электронов в одном направлении. Очень просто визуализировать его с использованием модели водяного контура. Достаточно представить, что вода течет по трубе в одном направлении. Обычными устройствами, создающими постоянный ток, являются солнечные элементы, батареи и динамо-машины. Практически любое устройство можно спроектировать так, чтобы оно питалось от такого источника. Это почти исключительная прерогатива низковольтной и портативной электроники.
Постоянный ток довольно прост, и подчиняется закону Ома: U = I × R. Мощность нагрузки измеряется в ваттах и равна: P = U × I.
Из-за простых уравнений и поведения постоянный ток относительно легко осмыслить. Первые системы передачи электроэнергии, разработанные Томасом Эдисоном еще в XIX веке, использовали только его. Однако вскоре разница в переменном токе и постоянном стала очевидной. Передача последнего на значительные расстояния сопровождалась большими потерями, поэтому через несколько десятилетий он был заменен более выгодной (тогда) системой, разработанной Николой Теслой.
Несмотря на то что коммерческие силовые сети всей планеты в настоящее время используют переменный ток, ирония заключается в том, что развитие технологии сделало передачу постоянного тока высокого напряжения на очень больших расстояниях и при экстремальных нагрузках более эффективной. Что, например, используется при соединении отдельных систем, таких как целые страны или даже континенты. В этом заключается еще одна разница в переменном токе и постоянном. Однако первый по-прежнему используется в низковольтных коммерческих сетях.
Постоянный и переменный ток: разница в производстве и использовании
Если переменный ток намного проще производить с помощью генератора, используя кинетическую энергию, то батареи могут создавать только постоянный. Поэтому последний доминирует в схемах питания низковольтных устройств и электроники. Аккумуляторы могут заряжаться только от постоянного тока, поэтому переменный ток сети выпрямляется, когда аккумулятор является основной частью системы.
Широко распространенным примером может служить любое транспортное средство – мотоцикл, автомобиль и грузовик. Генератор, устанавливаемый на них, создает переменный ток, который мгновенно преобразуется в постоянный с помощью выпрямителя, поскольку в системе электроснабжения присутствует аккумулятор, и большинству электроники для работы требуется постоянное напряжение. Солнечные элементы и топливные ячейки также производят только постоянный ток, который затем при необходимости можно преобразовать в переменный с помощью устройства, называемого инвертором.
Направление движения
Это еще один пример разницы постоянного тока и переменного тока. Как следует из названия, последний представляет собой поток электронов, который постоянно меняет свое направление. С конца XIX века почти во всех бытовых и промышленных электрических всего мира используется синусоидальный переменный ток, поскольку его легче получить и гораздо дешевле распределять, за исключением очень немногих случаев передачи на большие расстояния, когда потери мощности вынуждают использовать новейшие высоковольтные системы постоянного тока.
У переменного тока есть еще одно большое преимущество: он позволяет возвращать энергию из точки потребления обратно в сеть. Это очень выгодно в зданиях и сооружениях, которые производят больше энергии, чем потребляют, что вполне возможно при использовании альтернативных источников, таких как солнечные батареи и ветряные турбины. Тот факт, что переменный ток позволяет обеспечить двунаправленный поток энергии, является основной причиной популярности и доступности альтернативных источников питания.
Частота
Когда дело доходит до технического уровня, к сожалению, объяснить, как работает переменный ток, становится сложно, поскольку модель водяного контура к нему не совсем подходит. Однако можно визуализировать систему, в которой вода быстро меняет направление потока, хотя не понятно, как она при этом будет делать что-то полезное. Переменный ток и напряжение постоянно меняют свое направление. Скорость изменения зависит от частоты (измеряемой в герцах) и для бытовых электрических сетей обычно составляет 50 Гц. Это означает, что напряжение и ток меняют свое направление 50 раз в секунду. Вычислить активную составляющую в синусоидальных системах довольно просто. Достаточно разделить их пиковое значение на √2.
Когда переменный ток меняет направление 50 раз в секунду, это означает, что лампы накаливания включаются и выключаются 50 раз в секунду. Человеческий глаз не может это заметить, и мозг просто верит, что освещение работает постоянно. В этом заключается еще одна разница в переменном токе и постоянном.
Векторная математика
Ток и напряжение не только постоянно меняются – их фазы не совпадают (они несинхронизированные). Подавляющее большинство силовых нагрузок переменного тока вызывает разность фаз. Это означает, что даже для самых простых вычислений нужно применять векторную математику. При работе с векторами невозможно просто складывать, вычитать или выполнять любые другие операции скалярной математики. При постоянном токе, если по одному кабелю в некоторую точку поступает 5A, а по другому – 2A, то результат равен 7A. В случае переменного это не так, потому что итог будет зависеть от направления векторов.
Коэффициент мощности
Активная мощность нагрузки с питанием от сети переменного тока может быть рассчитана с помощью простой формулы P = U × I × cos (φ), где φ – угол между напряжением и током, cos (φ) также называется коэффициентом мощности. Это то, чем отличаются постоянный и переменный ток: у первого cos (φ) всегда равен 1. Активная мощность необходима (и оплачивается) бытовыми и промышленными потребителями, но она не равна комплексной, проходящей через проводники (кабели) к нагрузке, которая может быть рассчитана по формуле S = U × I и измеряется в вольт-амперах (ВА).
Разница между постоянным и переменным током в расчетах очевидна – они становятся более сложными. Даже для выполнения самых простых вычислений требуется, по крайней мере, посредственное знание векторной математики.
Сварочные аппараты
Разница между постоянным и переменным током проявляется и при сварке. Полярность дуги оказывает большое влияние на ее качество. Электрод-позитивная сварка проникает глубже, чем электрод-негативная, но последняя ускоряет наплавление металла. При постоянном токе полярность всегда постоянная. При переменном она меняется 100 раз в секунду (при 50 Гц). Сварка при постоянном предпочтительнее, так как она производится более ровно. Разница в сварке переменным и постоянным током заключается в том, что в первом случае движение электронов на долю секунды прерывается, что приводит к пульсации, неустойчивости и пропаданию дуги. Этот вид сварки используется редко, например, для устранения блуждания дуги в случае электродов большого диаметра.
fb.ru
В этой статье:
Но в сварочных агрегатах, генерирующих постоянный и переменный ток, внутри происходят разные физические процессы, определяющие характеристики сварочной дуги. Природа тока при этом тоже отличается.
- Что такое переменный ток
. В переменном токе есть частота или колебания. В бытовой сети — это 50 Гц. Это означает, что движущиеся хаотично электроны, перемещающиеся по синусоиде, способны поменять свое направление до 100 раз в секунду (2 раза за цикл). Аппараты, работающие на переменном токе обозначаются как AC (alternating current). - Что такое постоянный ток
. В постоянном токе электроны (отрицательно заряженные частицы, движущиеся от минуса к плюсу) перемещаются только в одном направлении. Движение не хаотичное, а упорядоченное. Здесь нет колебаний (частот), напряжение более стабильно. Сварочные аппараты, работающие на постоянном токе обозначаются как DC (direct current).
Что такое полярность?
Говоря о постоянном токе, стоит упомянуть о полярности. Полярность — это направление движения отрицательно заряженных частиц. В физике они всегда движутся от клеммы минуса к клемме плюса. У переменного тока такой четко заданной направленности нет.
В сварочных аппаратах, работающих на постоянном токе, сварщик может выбрать, в какое гнездо установить разъем держателя (горелки), а в какой кабель массы. Поскольку электроны всегда движутся от минуса к плюсу, в каждом случае сварочный ток получит определенные свойства.
При прямой полярности (держатель на минус, а масса на плюс) отрицательно заряженные частицы перемещаются от держателя к изделию. Это содействует:
- скорейшему прогреву металла;
- повышает глубину проплавления;
- экономит расход покрытого электрода.
Прямая полярность актуальна для сварки толстых сталей.
Обратная полярность подразумевает подключение держателя к плюсу, а кабеля массы к минусу. Это запускает электроны в обратном порядке — тепло концентрируется не на изделии, а на кончике электрода, снижая тепловложение на изделии. Обратная полярность применяется при сварке тонких листов железа, чтобы избежать прожогов. Но использование обратной полярности ведет к перегреву кончика электрода и его ускоренному плавлению.
Сварка током прямой полярности
Прямая полярность сварки – это сварка деталей, к которой сварочный кабель подключён с клеммой «+» сварочного аппарата. На электрод в это время поступает отрицательный заряд через электродный держатель.
Так как на аноде, который является положительным полюсом, температура намного выше, ток прямой полярности лучше всего использовать в работе с деталями из толстостенной стали. Характерной особенностью полярного типа подключения принято считать тот факт, что наиболее эффективная сфера его применения та, где требуется как можно выше температура.
Управление процессом сварки
Сварка постоянным током (полярность) – это задача прогреть как можно лучше основной металл до расплавления, чтобы образовалась сварочная ванна. Если, к примеру, ток будет слишком мал, то сварочная поверхность металла не будет прогрета надлежащим образом. Если же ток будет слишком высок, то металл прогреется настолько хорошо, что дуга будет проникать внутрь, отталкивая металл назад.
Прямая полярность сварки помогает организовать такую среду, в которой сварочная ванна будет растекаться, движением электрода можно будет легко руководить всем сварочным процессом.
Чем быстрее будет передвигаться электрод, тем меньше тепла будет поступать на поверхность основного металла, поэтому он будет не так хорошо прогреваться. Если перемещать электрод медленнее, то тепла будет поступать больше, следовательно, металл будет прогреваться значительно лучше.
ВАЖНО: профессиональные сварщики сразу ставят чуть больше ток сразу, а скорость сварки просто регулируют электродом (скоростью его перемещения по поверхности свариваемого изделия). Во время окончания шва рекомендуется наплавлять немного больше металла, чтобы не образовывался кратер.
Еще по этой теме на нашем сайте:
- Что такое журнал сварочных работ – пример заполнения сварщиком Этот вид журналов относится к технической документации. В этом документе отражается полный объем всех работ, выполняемых сварщиком. Кроме этого, здесь отражено качество, время выполнения той…
- Сварочные швы и соединения — виды сварочных швов и обозначения Сварочные соединения используются во многих отраслях промышленности. Такое соединение применяется для неразъемного скрепления различных металлических элементов с помощью расплавления. В результате этого образуются сварочные швы….
- Дефекты сварочных швов — проверка и контроль сварочных швов Все встречающиеся дефекты швов можно разделить на три группы. В статье для большей наглядности представлены сварочные швы (фото) и их изъяны:…
- Где можно купить сварочную проволоку для полуавтомата Чтобы купить сварочную проволоку для полуавтомата, надо хорошо разбираться в этом изделии и знать его среднюю стоимость. Для каждого конкретного случая требуется материал с такими…
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):