Currently, most elements of metal structures are connected by overlay welding seams. Such a connection is distinguished by significant strength and reliability, without requiring a lot of time and labor. The most common type of welded joints are lap joints (symbol “N”). They have little sensitivity to errors when applying a weld, as a result of which they can be performed by welders without high qualifications and special skills.
What are they?
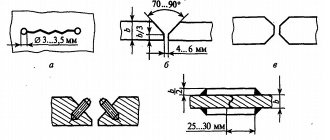
With this connection, the side surfaces of the parts are parallel, partially overlapping each other at the edges . It is used for metal whose thickness ranges from 4 to 8 mm, and the size of the overlap exceeds twice the sum of the thicknesses of the edges being welded.
The surfaces on which welding seams are applied are practically not processed. The only exception is cleaning the edges. Steel sheets are boiled on both sides to eliminate the risk of moisture penetrating into the gap during product operation.
Elements fastened with overlaps are tightened tightly before welding, since gaps reduce the strength of the connection.
Welding is carried out with a) frontal, b) flank (side), c) combined or d) oblique weld. The arrow in the picture shows the direction of the force.
Sometimes welded lap joints are made using slotted and riveted seams. The first type involves burning a through hole in the surface placed on top of the plate and then applying a circular weld along the edges of the hole.
In the second case, the seam is placed along the perimeter of the slot cut on the plate.
Additional welt seam
Overlap welding - what is it?
From the above definition it follows that welding involves the connection of at least two parts. When welding overlapping joints, the parts have at least one base. They are positioned so that these same bases are turned towards each other, and at the same time the parts overlap each other directly in the overlap area. Accordingly, such an area will at least partially pass through both bases.
The connection of parts during work is carried out with the formation of one (at least) weld.
In order to connect only two workpieces, one-sided spot welding is used. Single-sided spot welding of joints can also be used when it is necessary to weld thin metal to thick metal. In other cases, when it is necessary to connect a larger number of parts, double-sided welding is used.
Let us point out that spot welding of overlapped joints has some significant disadvantages. The fact is that spot welding does not involve edge fillet welds.
Consequently, the following problem arises: gaps form between the parts to be connected (already outside the areas of contact). Such gaps are very susceptible to corrosion processes, since, in particular, moisture can accumulate in them. Moisture in these gaps travels far and remains there.
Is it possible to overcome such a problem?
Difficult, because to prevent corrosion it is necessary to fill all the gaps with an anti-corrosion coating, which seems quite difficult.
For the reason described, it is believed that the durability of a welding unit obtained by lap spot welding does not reach optimal levels.
Areas of use
Overlap welding has an unusually wide range of applications.
Thus, a whole range of welding machines is designed for:
- Assemblies of various types of pavilions;
- Assemblies of car awnings;
- Production of advertising banners of various sizes and shapes;
- Construction of canopies that protect from sun exposure.
Spot welding of joints is widespread in the field of car service. Here, lap welding, as the most accessible and common method of welding metal parts, is used when welding patches, for example, or repair inserts. This mainly happens when repairing individual power elements of the car.
We will also touch on the topic of welding wire. Pure wire spot welding can be used here when two intersecting wires need to be joined together.
The second option is butt welding of the wire. In this case, the two ends of the wire are connected.
Where are they used?
For metal structures, welding of lap joints is relevant in situations where the parts being connected are heavy and the ability to move them with the required accuracy is limited.
Attention! This type of welding is not recommended for products that are exposed to variable loads.
Overlap welding with frontal seams is used in the production of sheet-type structures (tanks, vessels, cladding, etc. ), overlapping joints with flank seams are used in the manufacture of products from profile materials (masts, columns, crane and rafter trusses) .
Overlap welds using grooves and round holes are used when attaching steel decking to beams and in other similar cases.
Advantages and disadvantages
The advantages of lap welding include:
- Easy to assemble, allowing for the possibility of adjusting the dimensions of the assembled part due to the amount of overlap.
- No bevel of edges for welding.
- Minor shrinkage of the metal when placing welds.
However, lap joints also have disadvantages:
- Low operating efficiency under dynamic and variable loads.
- Increased consumption of base metal for covering.
- The possibility of moisture penetration into the gap between the parts being covered and the subsequent development of corrosion processes.
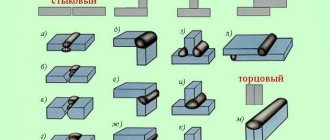
Types of welded joints
Performed by manual arc welding, various types of welded joints made of steels and alloys require preliminary preparation of the mating edges by giving them a certain shape and thoroughly cleaning the welded surfaces.
There are these types of welded joints:
:
butt
,
corner
,
tee
and
overlap
.
Each of the products subjected to welding must have a certain cross-sectional shape of the prepared edges, made with or without flanging, with or without a bevel. In addition, each of them corresponds to a specific character of the weld. Welds are divided into single-sided
and
double-sided
. Each type of welded joint has a corresponding symbol, consisting of the first capital letter of the name of the joint and a certain number, for example: C1, U2, etc.
Butt welded joint
consists of two edge-welded structural elements located in the same plane.
Welding is typically performed with continuous single-sided
or
double-sided welds
.
The main types of butt seams include the following types: with and without flanging edges; without bevel and with one or two symmetrical bevels; with V-shaped, X-shaped and curved bevel. The symbol for a butt joint
looks like this: C1, C2, ..., C45.
Fillet welded connection
is a structure in which the edges of parts located at a certain angle to each other are welded.
The edges to be welded in them can be made: without bevel; with bevel; with a bevel on one edge and with two symmetrical bevels on one edge. The symbol for a corner joint
is written in the following form: U1, U2,..., U10.
T-welded connection
- a type of connection in which the elements of a welded structure are at a certain angle to each other so that the edge of one of them is adjacent to the side surface of the other.
Single-sided and double-sided seams during welding work are performed on products: with edges made without bevel; with a straight or curved bevel of one edge; with two symmetrical and two symmetrical curved bevels of one edge. The symbol for a T-joint
looks like: T1, T2,…, T9.
Lap welded joint
- a connection in which both structural elements partially overlap each other.
The ends of each element are welded to the side surface of the adjacent element. Welding is carried out using single-sided or double-sided seams without beveled edges. Symbol of lap joint
: H1, H2.
Catalog products:
| Metal dowel-nail for mounting gun with washer |
| Hexagon socket screw DIN 912, GOST 11738 |
| Railway embedded bolt GOST 16017-79 |
| Railway crutch GOST 5812-82 |
| Hairpin anchor |
| Tweet |
comments powered by Disqus
How to cook
A significant disadvantage of overlap welding is the low resistance to fractures. To prevent the connection from bursting when a load occurs, it can be given an additional margin of strength. For this purpose, the welding seam is carried out along the edge of not only the bottom, but also the top sheet.
The strength of lap welding is also increased in the following ways:
- The type of weld is selected based on the type of upcoming loads.
- The seams are placed symmetrically to the force of the loads.
- Several types of seams are used, thereby increasing their overall length and reducing the stress falling on them.
Application area
Such connections are used in places where maximum tensile strength is required. Here a welded joint is created from different sides, and the seams are not parallel to each other, but are located at a certain distance at an angle. This creates additional strength under tensile loads. At the same time, such seams should not be used in cases where the load will act on the fracture. The calculation of an lap welded joint must include all possible types of loads that will act on the part so that it has a sufficient margin of safety.
Contact method
The most common method of welding sheet materials is to overlap them. It is carried out using reliefs (special protrusions). Typically, spherical reliefs are used. Relief welding is a type of contact method.
In the lap welding process, reliefs are formed using cold stamping, which causes the formation of a crater. If you use materials with high plasticity, you can obtain reliefs of any complexity. If reliefs are difficult to obtain for some reason, then special inserts can be used.
Compared to the resistance welding process, the relief method has some differences. Thus, a welded joint is obtained not by melting the metal, but by plastic deformation.
This type of welding is used in mass production. The connections are beautiful, without traces of electrodes. Welding occurs along the very edges of the edges, and no preliminary surface preparation is required.
Resistance welding is more demanding in this regard; in it, welding points cannot be located too close to the edge of the joint. They also should not be close to each other due to shunt currents.
Despite this, resistance lap welding is very common in the automotive and instrument manufacturing industries, and is widely used in the manufacture of household appliances. The very principle of resistance welding involves an overlap connection.