Pool welding technology
Basically, bath welding of fittings is carried out. It received its name due to the technology’s use of a molten metal alloy located in the area limited by the ends of the parts being connected and the lining in the form of a bracket. It's like a bathtub filled with water. Liquid metal consists of melts of the electrode and the connected ends of the products.
Overlays in the form of staples are used to prevent the melt from spreading during welding. Additionally, limiters are installed at the ends of the bracket to provide protection against the spreading of the slag fraction over the surface of the rod. Brackets and stops are made from low-carbon steel. After the work is completed, they remain in the seam area. Removable baths for welding fittings are also used, made of copper alloys (except brass and bronze), as well as ceramic and graphite. They are reusable forms.
Welding is performed using one electrode or several electrodes connected by a plate (comb) or an electrode holder
Bath for welding reinforcement
The technology allows joining horizontally, obliquely and vertically located rods.
When the products are positioned horizontally to create a bath, a steel bracket is welded to the area of the connecting reinforcing bars at the point where they meet.
The distance between the ends of the products to be welded should be 1.5-2 times the diameter of the coated electrodes used.
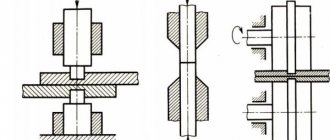
When connecting vertically located rods, a stamped steel form is used, which is welded to the end of the product located below. Then its cross section is melted using an arc. After this, the end of the upper rod element is grabbed to the molten lower section and further melting of the parts being connected is continued. The mold is gradually filled with the resulting common melt.
In order to get rid of slag, a hole is made in the mold by burning the wall. After welding, it is brewed.
Weld pool technology
The connection of reinforcing bars and other solid elements is carried out as follows:
- They are installed in the conductor with some clearance.
- Limit the space between the workpieces on 3 sides with special pads or a U-shaped bracket.
- The ends are heated with a consumable electrode until they liquefy. They must be constantly maintained in this condition, moving the tool from one product to another. Gradually, the gap between them will be filled with molten metal.
We recommend reading Features of electroslag welding
There are bath and bath-seam technologies. In the second case, the overlay is welded to the workpieces using flank seams. As a result, it strengthens the joint, absorbing part of the load.
Using one electrode
1 consumable is not enough to fill the weld pool. So, to connect reinforcement with a diameter of 28 mm, 3 electrodes with a thickness of 4 (mm) are required.
Since it is undesirable to interrupt work, consumables have to be changed quickly (the permissible pause is 3-5 seconds).
Beginner welders may not be able to cope with this task.
Single-electrode welding.
Multi-electrode welding
It is easier to form a seam simultaneously with several consumables - the so-called. comb of electrodes. Before starting work, they are attached to a steel plate with tacks so that part of it remains free. This shank is placed in an electrode holder.
After completing the weld, the cinders are beaten off and the plate is reused.
The execution technique does not differ from the 1-electrode method.
Three-electrode pool welding.
Features of welding
In order for you to understand how hot tub welding is performed correctly, you need to know the intricacies of the process.
A special feature of such welding is the continuity of the process. In this case, bubbles formed after melting of the metal, consisting of inert gas, and slags collect on the surface of the metal. This significantly improves the quality of the butt joint.
It is possible to melt the edge parts of the parts being joined only when the melting temperature is reached. For metals it has a very high rate and is obtained using a plasma arc. Welding work should proceed as follows:
- First you need to excite the arc, which occurs when the working electrode comes into contact with the metal. The other electrode of the welding unit is pre-attached to the metal. When the working electrode comes into contact with the surface, it closes the circuit, creating a current of hundreds of amperes and thereby exciting the welding arc.
- Then the welding itself is done. A working electrode with an excited arc is slowly moved over the surface of the edges of the parts, melting them by heating to temperatures of thousands of degrees. The very end of the working electrode is also subject to melting.
- The resulting melt creates a “weld pool” in a confined space. As a result of chemical processes between the components of the melt (end parts and electrode), a new alloy is formed. Slag deposits on the surface and gas emissions are a favorable factor, since they protect the melt from contact with the atmosphere until it completely hardens.
- When the new alloy hardens, a strong connection between the parts is formed. An even crust of slag components should form on the surface of the “correct seam” of the joint.
- Sometimes welders, before the metal has completely hardened, tap the seam to relieve the stress that appears in the metal during welding.
- To obtain a high-quality weld, the electrode should not be stationary in one place during melting. To create a uniform melt, it must be moved, grabbing the unmelted parts of the edge and at the same time moving forward in the direction of the seam.
Advantages
Compared to other technologies for high-temperature joining of reinforcement, the bath method has a number of advantages:
- the method is applicable to fixed parts of metal structures; there is no need to rotate them to create a connection over the entire surface;
- during the melting process, uniform rather than spot heating of the rods occurs;
- diagnostics of the seam can be done using the available gamma-ray method;
- Conventional welding equipment is used for work;
- As a result of welding, a high-quality connection is formed;
- costs for consumables are minimal - the steel form serves as an additional stiffener;
- It’s quite easy to select molds for the size of the bar; they are available in a wide range.
Equipment used
Welding reinforcement using the hot tub method does not require any special equipment. It can be carried out if:
- Welding machine used for
lowering the voltage of 220 volts and creating a direct current of great strength. Unlike a conventional transformer, it is called a welding inverter and has many additional functional modes. Small devices are now being produced that can be used at home. They are distinguished by high-frequency voltage of hundreds of kHz, which converts current into direct current. - Staples-overlays (baths), which are selected depending on the type of seam and the nature of the products being welded. For horizontal connections, for example, staples of types C14-Mn, C15-Pc, C16-Mo are used.
- To ensure protection of the melt in the weld pool, it is sometimes necessary to additionally create an environment of inert gas, since this is required by the characteristics of the materials being joined. To do this, use small cylinders with inert gas, which are commercially available.
- Consumable electrodes coated with steel, aluminum, copper and other alloys. For ordinary work, rods of the MP-3 and ANO brands with a diameter of 2-4 mm, which are always on sale, are suitable. For critical structures, SSSI rods are used.
- Protective mask (welder mask). It is more convenient for work to wear a mask that is attached to the head. You also need special clothing and gloves that protect from ultraviolet rays and splashes of molten metal.
Types of reinforcement connections
Reinforcing joints can be connected into a single reliable structure in several ways. The use of each of them requires strict adherence to technology, which ensures the reliability of the entire structure. The strength of the connections of steel rods, depending on the expected load, is ensured in different ways.
There are three main types of connection:
- Overlapping method;
- Cross;
- Butt.
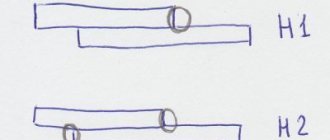
Overlapping
Overlapping reinforcement connections are most often used when it is necessary to distribute compressive and tensile loads over the entire surface. There are several rules that must be strictly followed when using this method:
- Lap joints can only be used in areas with the least stress;
- The connected rods must be of the same diameter. Only slight deviations are allowed in exceptional cases;
- This method can only be used to connect rods whose diameter does not exceed 20 mm.
When connecting reinforcement by overlap welding, seams are formed at the point where both parts touch, which provides equilateral support for the finished product. Most often, this connection is used to create metal frames for a future monolith.
Sometimes overlapping reinforcement joints are used without welding. In this case, the steel rods at the intersection points are connected with wire. This is possible when creating metal structures that will not be subject to heavy loads. This method is not used in industrial production, but is sometimes possible for private construction. The choice of knitting or welding reinforcement depends on the loads for which the reinforced structure is installed.
We recommend! Application of aluminothermic technology for welding rails on the railway
Cross
It is recommended to weld the cross-shaped connection of the metal frame rods using the resistance spot welding method. This method produces welded meshes, as well as flat frames from reinforcement, with their subsequent assembly into spatial structures.
Resistance welding of reinforcement in a cross-shaped manner is carried out using:
- In isolated cases or small-scale production - single-point machines of stationary or suspended type;
- For mass industrial production - specialized contact multipoint machines.
For cross joints, the knitting method can also be used. It allows you to connect reinforcement bars of any diameter, mainly up to 20 mm. It is recommended to connect rods with a diameter of over 20 mm by welding, in which case they create a large contact area during cooking.
Butt
Butt welding of reinforcement is characterized by connecting the ends of the rods over the entire contact area by heating. Joints can be connected in two ways:
- Melting of contacting planes - the joints are heated to the point of melting;
- Heating the parts to be joined using the resistance method - when heated, the joint is brought to a plastic state.
The choice of one method or another depends on the brand of metal used, the diameter of the reinforcement, as well as the requirements for the strength of the connection. You can familiarize yourself with the features of welding joints and the use of types of connections by watching this video:
Advantages and disadvantages
The widespread use of pool welding is explained by its advantages:
- the technology does not require special equipment;
- it is convenient because it can be made in any arrangement of joints;
- with the help of welding, a single strong frame of the structure is achieved without reducing its rigidity;
- is an economical type of welding;
- can be used for household needs.
The disadvantages of vat seam welding include the requirement to maintain process continuity in order to maintain the liquid state of the metal during operation. Therefore, replacing electrodes during the process is not recommended. If such a replacement is necessary, it must be done very quickly.
Failure to comply with the temperature conditions greatly affects the quality of the seam. If the melt is cooled too quickly, a lot of slag can form.
Also, you should not allow the metal to melt too quickly, so the arc on the electrode must be extinguished periodically.
Areas of use
The use of pool welding extends to all areas of construction and
mechanical engineering.
Therefore, enterprises whose activities are related to these industries often engage in welding work. This technology is used to weld structural elements not only in construction, but also in agriculture, the automotive industry, and the gas and oil industries. Bath welding is also widely used in the construction of country houses and personal buildings, apartment renovation during redevelopment and other household work.
Having studied the intricacies of welding, you can try to do it yourself. And if you have experience in such work, you can share it in the comments to this article.