В настоящее время большинство элементов металлических конструкций соединяют путем накладки сварочных швов. Такое соединение отличается значительной прочностью и надежностью, не требуя при этом больших затрат времени и труда. Наиболее распространенным видом сварных соединений являются нахлесточные (условное обозначение «Н»). Они имеют небольшую чувствительность к погрешностям при наложении сварного шва, вследствие чего могут выполняться сварщиками без высокой квалификации и особых навыков.
Что из себя представляют
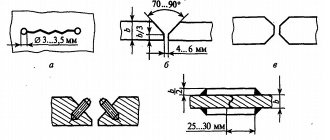
При таком соединении боковые поверхности деталей располагаются параллельно, частично перекрывая друг друга по краям. Его применяют для металла, толщина которого находится в пределах от 4 до 8 мм, а размер перекрытия превышает удвоенную сумму толщин свариваемых кромок.
Поверхности, на которые накладывают сварочные швы, практически не подвергают обработке. Исключение составляет лишь зачистка кромок. Стальные листы проваривают с обеих сторон, чтобы исключить риск проникновения влаги в зазор в процессе эксплуатации изделия.
Элементы, скрепляемые внахлест, перед сваркой плотно стягивают, поскольку зазоры снижают прочность соединения.
Сварка производится а)лобовым, б)фланговым (боковым), в)комбинированным либо г)косым швом. Стрелкой на картинке показано направления усилия.
Иногда сварные нахлесточные соединения выполняют с помощью прорезных и заклепочных швов. Первый тип предполагает прожигание сквозного отверстия в поверхности, наложенной сверху пластины и последующее накладывание кольцевого шва вдоль краев указанного отверстия.
Во втором случае шов накладывают вдоль периметра щели, прорезанной на пластине.
Дополнительный прорезной шов
Сварка в нахлест — что это?
Из приведенного определения следует, что сварка предполагает соединение хотя бы двух деталей. При осуществлении сварки нахлестных соединений, детали имеют, по меньшей мере, одно основание. Их располагают так, чтобы эти самые основания были развернуты друг к другу, и при этом детали перекрывали друг друга непосредственно в области нахлеста. Соответственно, такая область будет хотя бы частично проходить через оба основания.
Соединение деталей в ходе работы осуществляется с образованием одного (как минимум) сварного шва.
В целях соединения лишь двух заготовок прибегают к односторонней точечной сварке. Односторонняя точечная сварка соединений также может использоваться при необходимости сваривания металла тонкого с толстым. В остальных случаях, когда нужно соединить большее количество деталей, применяется двусторонняя сварка.
Укажем на то, что точечная сварка соединений в нахлест, обладает некоторыми существенными недостатками. Дело в том, что точечная сварка не предполагает краевых угловых сварных швов.
Следовательно, возникает такая проблема: между деталями, подлежащими соединению, образуются зазоры (уже за пределами участков соприкасания). Такие зазоры весьма подвержены коррозионным процессам, поскольку, в частности, в них может происходить скопление влаги. Влага в этих зазорах распространяется далеко и остается там.
Можно ли побороть такую проблему?
Сложно, поскольку для предотвращения коррозии необходимо заполнить все зазоры противокоррозионным покрытием, что представляется довольно-таки затруднительным.
В силу описанной причины считается, что долговечность полученного точечной сваркой внахлест сварочного узла не достигает оптимальных показателей.
Области применения
Сварка соединений внахлест обладает необычайно широкой сферой использования.
Так, целый ряд сварочных аппаратов предназначен для:
- Сборки различного рода павильонов;
- Сборки автотентов;
- Изготовления рекламных баннеров разных размеров и форм;
- Конструирования навесов, оберегающих от воздействия солнца.
Широкое распространение точечная сварка соединений нашла в области автосервиса. Здесь, сварка внахлест, как наиболее доступный и распространенный способ сваривания металлических деталей, применяется в ходе вваривания заплат, к примеру, либо ремонтных вставок. Преимущественно это происходит при ремонте отдельных силовых элементов автомобиля.
Также затронем тему сваривания проволоки. Здесь может быть использована чистая точечная сварка проволоки, когда нужно две пересекающиеся между собой проволоки соединить вместе.
Второй вариант – сварка проволоки встык. В таком случае соединяются два конца проволоки.
Где применяются
Для металлических конструкций сварка нахлесточных соединений актуальна в ситуациях, когда соединяемые детали имеют большой вес, а возможность их перемещения с требуемой точностью ограничивается.
Внимание! Этот вид сварки не рекомендуется применять для изделий, которые подвергаются воздействию переменных нагрузок.
Сварку внахлест с лобовыми швами используют при производстве конструкций листового типа (резервуаров, сосудов, обшивки и т.д.), нахлесточное соединение с фланговыми швами применяют при изготовлении изделий из профильных материалов (мачт, колонн, подкрановых и стропильных ферм).
Накладка сварочных швов внахлест с применением пазов и круглых отверстий используется при креплении стального настила к балкам и в других подобных случаях.
Преимущества и недостатки
К плюсам нахлесточной сварки относятся:
- Простота сборки, предусматривающая возможность корректировки размеров собираемой детали за счет величины нахлестки.
- Отсутствие скоса кромок под сварку.
- Незначительная усадка металла при накладке сварных швов.
Однако нахлесточные соединения имеют и минусы:
- Низкая эффективность работы при динамической и переменной нагрузке.
- Увеличение расхода основного металла на перекрытие.
- Возможность проникновения влаги в зазор между перекрываемыми деталями и последующее развитие коррозионных процессов.
Типы сварных соединений
Выполняемые ручной дуговой сваркой, различные типы сварных соединений из сталей и сплавов требуют предварительной подготовки сопрягаемых кромок путем придания им определенной формы и тщательной зачистки свариваемых поверхностей.
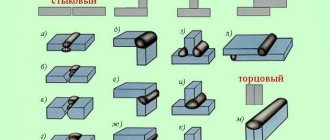
Различают такие типы сварных соединений
:
стыковое
,
угловое
,
тавровое
и
нахлесточное
. Каждое из изделий, подвергаемых сварке, должно иметь определенную форму поперечного сечения подготовленных кромок, выполненных с отбортовкой или без нее, со скосом или без скоса. Кроме того, каждому из них соответствует определенный характер сварного шва. Сварные швы делят на
односторонние
и
двухсторонние
. Каждому типу сварных соединений соответствует его условное обозначение, состоящее из первой заглавной буквы названия соединения и определенного числа, например: С1, У2 и т. д.
Стыковое сварное соединение
состоит из расположенных в одной плоскости двух, сваренных кромками, элементов конструкции. Сварку, как правило, выполняют
непрерывнымиодносторонними
или
двухсторонними сварнымишвами
. Основные типы стыковых швов включают такие виды: с отбортовкой и без отбортовки кромок; без скоса и с одним или двумя симметричными скосами; с V-образным, Х-образным и криволинейным скосом.
Условное обозначение стыкового соединения
имеет такой вид: С1, С2, …, С45.
Угловое сварное соединение
представляет собой конструкцию, в которой выполнена сварка кромок деталей, расположенных под определенным углом друг к другу. Подлежащие сварке кромки в них могут быть выполнены: без скоса; со скосом; со скосом одной кромки и с двумя симметричными скосами одной кромки.
Условноеобозначение углового соединения
записывают в таком виде: У1, У2,…, У10.
Тавровое сварное соединение
– вид соединения, в котором элементы сварной конструкции находятся под определенным углом друг к другу таким образом, чтобы кромка одного из них примыкала к боковой поверхности другого. Односторонние и двухсторонние швы при сварочных работах выполняют у изделий: с кромками, выполненными без скоса; с прямолинейным или криволинейным скосом одной кромки; с двумя симметричными и с двумя симметричными криволинейными скосами одной кромки.
Условное обозначение таврового соединения
имеет вид: Т1, Т2,…, Т9.
Нахлесточное сварное соединение
– соединение, в котором оба элемента конструкции частично перекрывают друг друга. Торцы каждого из элементов приварены к боковой поверхности примыкающего элемента. Сварку производят односторонними или двухсторонними швами без скоса кромок.
Условное обозначение нахлесточного соединения
: Н1, Н2.
Товары каталога:
| Дюбель-гвоздь металлический для монтажного пистолета с шайбой |
| Винт с внутренним шестигранником DIN 912, ГОСТ 11738 |
| Болт закладной ж/д ГОСТ 16017-79 |
| Костыль ж/д ГОСТ 5812-82 |
| Анкер-шпилька |
| Твитнуть |
comments powered by Disqus
Как варить
Существенным недостатком сварки внахлест является низкая устойчивость к изломам. Чтобы соединение не лопнуло при возникновении нагрузки, ему можно придать дополнительный запас прочности. С этой целью сварочный шов проводят вдоль края не только нижнего, но и верхнего листа.
Прочность нахлесточной сварки также повышают следующими способами:
- Вид сварочного шва выбирают, исходя из типа предстоящих нагрузок.
- Швы располагают симметрично силе воздействия нагрузок.
- Используют несколько типов швов, тем самым увеличивая их общую длину и снижая падающее на них напряжение.
Область применения
Применяются такие соединения в тех местах, где требуется достигнуть максимальной прочности на растяжение. Здесь создается сварное соединение с разных сторон, причем швы располагаются не параллельно друг другу, а находятся на определенном расстоянии под углом. Это создает дополнительную прочность при нагрузках на растяжение. В то же время такие швы не стоит применять в тех случаях, когда нагрузка будет действовать на излом. Расчет нахлесточного сварного соединения должен включать в себя все возможные виды нагрузок, которые будут воздействовать на деталь, чтобы она обладала достаточным запасом прочности.
Контактный метод
Самым распространенным методом сваривания листовых материалов является соединение их внахлест. Его осуществляют с помощью рельефов (специальных выступов). Обычно применяют рельефы сферической формы. Рельефная сварка относится к разновидностям контактного метода.
При сварочном процессе внахлест рельефы формуют с применением холодной штамповки, что вызывает образование лунки. Если использовать материалы с высокой пластичностью, то можно получить рельефы любой сложности. Если рельефы получить затруднительно по каким-либо причинам, то можно использовать специальные вставки.
По сравнению с контактным сварочным процессом рельефный метод имеет некоторые отличия. Так, сварное соединение получается не за счет плавления металла, а за счет пластической деформации.
Данный вид сваривания используется при массовом производстве. Соединения получаются красивыми, без следов от электродов. Сваривание происходит по самому краю кромок, при этом не требуется предварительная подготовка поверхностей.
Контактная сварка в этом плане более требовательная, в ней сварочные точки не могут располагаться слишком близко к краю стыка. Между собой они тоже на должны находиться близко из-за шунтирующих токов.
Несмотря на это, контактная сварка внахлест очень распространена в автомобилестроении и приборостроении, широко применяется в изготовлении бытовой техники. Сам принцип действия контактной сварки предполагает нахлесточное соединение.