Главная / Аппараты
Назад
Время на чтение: 2 мин
0
697
Те, кому приходилось пользоваться сварочными устройствами в домашних условиях, наверняка слышали о таком чуде техники, как проволочный сварочный аппарат. Что же это такое, для чего нужен и чем хорош?
Проволочным называют полуавтоматический аппарат, в котором для работы используют не электроды, а металлическую проволоку и газ или флюс.
Особенность действия такого аппарата в том, что встроенный механизм в полуавтоматическом режиме подает в зону сварки присадочный материал – проволоку.
- Общая характеристика
- Технология процесса
- Плюсы и минусы
- Заключение
Основные трудности при выполнении сварке тонкого металла.
Как уже говорилось ранее, сварить изделие из тонкого железа не так просто, как хочется. Металл с малой толщиной быстро нагревается и прогорает. Образуется прожег металла. Кроме того, тонкие изделия сильно деформируются если их перегреть.
Еще одна сложность — скорость выполнение процесса. Варить нужно быстро или использовать специальные способы. Об основных методах сварки и технологии их выполнения для тонкого металла речь пойдет ниже. Опытные сварщики используют определенные хитрости, с помощью которых можно легко справиться с такой задачей, как сварка деталей из тонкого металла. Об этих хитростях в нашей статье.
Чем варить тонкий металл. Способы сварки.
Рассмотрим способы сварки, подходящие для деталей из тонкого металла. Самые распространенные способы:
- Ручная дуговая (РДС)
- Неплавящимся электродом из вольфрама (РАД) в аргоне или смеси газов.
- Полуавтоматом в углекислом газе.
Ручная дуговая сварка (РДС)
Очень популярна из-за недорого оборудования и простоты применения. Варить тонкий металл ей сложнее чем другими двумя способами. Основной плюс при ее использовании, вам не нужен баллон с газом, а аппарат есть у многих. Для ручной дуговой (РД) — это не проблема
Аргонодуговая сварка (РАД, tig или wig).
Её применяют для изделий из тонкой нержавейки, алюминия а также сталей. Данный метод обеспечивается очень высокая степень защиты инертным газом. Газ, который применяют, аргон в чистом виде или смешанный с другими газами в различных соотношениях. Для высококачественной сварки тонких изделий в аргоне лучше всего подойдет. Но цена газа с присадочной проволоки высока, а оборудование тяжелое и габаритное (газовый баллон). Подробнее об данном способе читайте здесь.
Полуавтоматическая сварка(МП, МИГ, МАП)
Часто применяют в автосервисах, как раз для ремонта кузова автомобиля. Там толщины от 1,2 до 2 мм. Способ очень производительный и не сложный в применении. Для него так же, как и для предыдущего способа необходимо применять защитный газ. Чаще всего используют СО2. Иногда для полуавтомата применяют порошковую проволоку. Тогда процесс идет без газа. Порошковая проволока дорогостоящая вещь которую найти бывает сложно. Ее нечасто применяют, поэтому на ней останавливаться подробно не будем. Подробнее об данном способе читайте здесь.
Технология процесса
Особый интерес представляет сварка проволочным сварочным аппаратом с самозащитной порошковой проволокой. Эта проволока выглядит как полая металлическая трубка, внутрь которой помещен спрессованный флюс. Флюс высвобождается во время сварки при плавлении металла.
При таком способе удобнее всего контролировать точность сварного соединения. Недостаток способа – невысокая жесткость порошковой проволоки, из-за этого требуется осторожность в настройке механизма подачи проволоки в зону сварки.
Большая часть полуавтоматов разработана для одного вида сваривания, но есть универсальные модели, способные выполнить сварку любой сложности.
Оборудование.
Для всех из приведенных способов в настоящее время, сварочным аппаратом является инвертор. Электронное устройство с трансформатором и транзисторным блоком выпрямления. Иногда можно встретить выпрямители, но они уходят в прошлое, оставаясь лишь на крупных производствах.
Для ручной дуговой кроме аппарата, держака с комплектом кабелей ничего больше не требуется. Все это, как правило, идет вместе в одном комплекте с аппаратом.
Для выполнения полуавтоматического процесса необходим баллон с защитным газом и редуктор, комплект шлангов. В холодное время года, также необходим подогреватель газа.
Помимо сварочных кабелей, массы, также нежна сварочная горелка.
Для процесса в аргоне неплавящимся электродом требуется так же, как в случае с полуавтоматом газовый баллон, шланг, редуктор, оборудованный ротаметром для контроля количества подаваемого газа. Также используется горелка, но она имеет совершенно другую конструкцию чем горелка полуавтомата. Горелка оснащается неплавящимся электродом. Его устанавливают в цангу фиксируя наконечником.
Выбор способа.
Предварительно познакомившись со способами, необходимо выбрать подходящий нам.
Выбираем сварку в аргоне когда:
- Требуется варить тонкую нержавейку.
- Требуется варить алюминий или его сплавы.
- Если требуется варить сталь при условии того, что шов должен быть эстетичен (элементы декора, мебель и т.д.).
Выбираем полуавтоматическую когда:
- Требуется варить протяженные швы.
- Когда опыта мало или совсем нет.
В остальных случаях применяем ручную дуговую.
Политика конфиденциальности персональных данных
В мире изобретена целая куча методов сварки для разных условий и материалов, и для каждого способа предусматривается свой сварочный аппарат. Но здесь, мы не будем рассматривать их, а обратим наше пристальное внимание на полуавтоматический сварочный аппарат, который варит проволокой в газовой среде, ведь именно такой использует основная масса автомастеров у себя в гараже для ремонта автомобилей. Именно такой сварочный аппарат вам придется выбирать для своего гаража. А вот, какие критерии выбора использовать, об этом пойдет речь ниже.
Теперь немного теории, без которой не обойтись, если мы хотим понимать элементарный принцип работы этого аппарата.
Метод сварки MIG — MAG
Почему такое название – полуавтомат? Думаю потому, что всё-таки и сварщику приходиться немного поучаствовать. Например, направить в нужное место горелку и нажать курок.
Методу сварки в газовой среде было дано смешное, я бы даже сказал мультяшное название — MIG-MAG, что в расшифровке означает:
Metal Inert Gas — металл сваривается в инертном газе (сварка в аргоне или смеси газов) Metal Active Gas — металл сваривается в активном газе (активным газом принято считать — углекислый).
При сварке методом MIG — MAG электрическая дуга горит между плавящейся сварочной проволокой и материалом при постоянном токе. Во время работы, подаваемый через горелку газ защищает зону сварки от кислорода, который, как известно, является мощным окислителем.
Данный агрегат именно то, что нужно для сварки тонкого листового металла, т.е. автомобильных кузовов, а значит наилучшим образом подойдет в нашей работе. Выбирая себе сварочник для работы, нужно помнить, что он как и другое гаражное оборудование подразделяется по типу:
- бытовой,
- полупрофессиональный,
- и профессиональный.
Соответственно и стоимость. Основная отличительная особенность этого разделения — характеристика тока и источник питания.
- Бытовой сварочник выдает – до 200 Ампер.
- Полупрофессионал – до 300 Ампер.
- И профи выдаст свыше 300 Ампер.
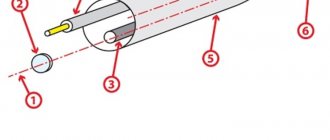
Если кратко, то, сварочный полуавтомат состоит из:
- Источника питания в корпусе.
- Устройство управления сварочным током и скоростью подачи проволоки.
- Шланга (рукава, канала) для пропуска проволоки и газа.
- Горелки.
- Зажима массы.
Устройство сварочного аппарата полуавтомата.
Дополнительно, для правильной работы вам потребуется баллон с углекислым газом и бобина с проволокой, но об этом поговорим в других статьях.
Базовые моменты
ИСТОЧНИК ПИТАНИЯ В КОРПУСЕ.
Сварочные аппараты также подразделяются по источнику питания, который расположен в его корпусе. Он может быть:
- трансформатором,
- выпрямителем,
- инвертором.
От варианта исполнения источника питания зависит вес и объем сварочника, ну и также его цена. Бытует утверждение, что чем больше вес и размер аппарата, тем лучше – это неверно. Для более высоких показателей и качества сварки требуется применение инверторных сварочных полуавтоматов.
МЕХАНИЗМ ПОДАЧИ ПРОВОЛОКИ.
- Толкающий — (привод подачи находится в корпусе аппарата и толкает проволоку в рукав и горелку, основной метод).
- Тянущий — (привод подачи находится в ручке горелки).
- Толкающий — тянущий – (два согласованных привода подачи проволоки, один в корпусе полуавтомата, другой в ручке горелки, используют при больших длинах рукава с горелкой).
ПРОВОЛОКА.
Бобина с проволокой (диаметр проволоки 0,6-2,0 мм) устанавливается в сварочный аппарат и пропускается через механизм подмотки в рукав (канал), на который крепиться непосредственно сама горелка. Баллон с газом подсоединяется к специальной трубке, которая передает газ по тому же рукаву к месту сварки.
Хочу сразу заметить, что если применять специальную проволоку с флюсом (порошковая проволока), то можно обойтись при сварке и без углекислого газа. Эта проволока представляет собой трубочку, внутри которой находится специальный порошок (флюс).
При сгорании в дуге этот порошок образует газовую среду, которая препятствует контакту расплавленного металла с кислородом. Правда, стоимость флюсовой проволоки значительно выше обычной стальной омедненной.
При использовании флюсовой проволоки необходимо поменять полярность подключения горелки. Перекинуть полярность обычно можно внутри корпуса в отсеке с подающим проволоку узлом. В основном все современные модели полуавтоматов оснащены такой возможностью – сменой режимов GAS — NO GAS. Но, по моим наблюдением, качество сварки всё-же лучше при использовании газа.
Основные виды проволоки, применяемые при полуавтоматической сварке:
- стальная,
- из нержавейки,
- алюминиевая.
Следует учесть, что разные марки проволоки даже одного вида (например, стальная) имеют разный химический состав. Лучший вариант для стальной проволоки, это поверхность, покрытая медной пленкой, т.к. при этом улучшен электрический контакт с горелкой, соответственно меньше пульсаций по току, а значит более качественный шов.
Если варить собираетесь не только кузовное железо, а также сталь, алюминий, то применять придется смесь углекислоты с аргоном или чистый аргон, а также соответствующую сварочную проволоку.
ГОРЕЛКА.
Это именно то, что держит в руках сварщик. Горелка может иметь с аппаратом неразъемное соединение или соединяться через специальный быстрый разъём (Euro Mig-Mag). В профессиональных сварочных аппаратах применяется в основном разъёмное соединение. Именно через горелку в зону сварки подается сварная проволока и газ.
Важные характеристики, которые указываются в техническом описании на сварочный полуавтомат:
ПВ (продолжительность включения).
Принято разбивать работу сварочного аппарата циклами по 10 минут. Для примера, если в инструкции на аппарат стоит — ПВ 40%/340 А, то это значит, что при токе в 340 Ампер, агрегат может работать не более 4 минут, остальные 6 минут прибор должен отдыхать (остывать) ну и сварщик заодно. Далее следует такой же цикл – 4 минуты работаем, 6 минут курим бамбук.
Чем меньше используемый ток, тем дольше аппарат может работать. Так, например значение – 100%/200 А означает, что аппарат при токе в 200 Ампер может трудиться постоянно и без продыху вместе со сварщиком.
Следует заметить, что чем толще материал, который вы собираетесь варить, тем больший выбирается диаметр проволоки и соответственно будет выше значение тока. В импортных аппаратах значение ПВ может быть обозначено неприличной буквой Х. Среднее значение ПВ для большинства бытовых сварочных аппаратов составляет около 15-20%, а для профессиональной работы следует ориентироваться на показатель не менее 60%, к нужному для вашей основной работы значению тока. Меньше курим – больше зарабатываем!
Потребляемая мощность.
Как и в случае с выбором компрессора, следует обратить особое внимание на электрическую сеть в вашем гараже. Сможет ли потянуть сварочник. Повторяться не буду, все требования те же. Кому нужно освежить — читаем по ссылке выше.
А теперь, несколько советов, которые могут пригодиться при выборе и покупке сварочного полуавтомата:
- Выбор сварочного полуавтомата начинайте с определения круга задач, как часто и какую работу вы собираетесь выполнять.
- Выбирая для себя, сей агрегат, каждый руководствуется своими потребностями, а также критериями надежности и качества, возможно брендом и, несомненно, своим кошельком. При покупке сварочного оборудования для себя любимого вовсе не лишней станет дополнительная консультация опытного сварщика или продавца-консультанта с многолетним опытом, на молодых юнцов и продавцов-девушек в мини юбках не рассчитывайте.
- Чем ниже максимальная мощность сварочника, тем меньше его цена — но и работа будет возможна соответственно только с материалами, небольшими по толщине.
- Электронное управление клапаном подачи газа (если предусмотрено конструкцией) сделает работу сварочным полуавтоматом значительно экономичней.
- Узнайте, насколько хорошо представлен сервис на данный сварочный аппарат в вашем регионе. Есть ли сварочная проволока необходимая для вашей работы, есть ли возможность возобновлять газ в баллонах. А также, такие расходники, как сопла для горелки, токопроводящие наконечники, изоляционные втулки и т.д. и т.п. Это немаловажный вопрос для нормальной работы.
Конструктивные особенности сварочных аппаратов — видеообзор
Надеюсь, моя статья закрыла некоторые белые пятна в ваших познаниях по сварочным аппаратам полуавтоматам. В дальнейшем рассмотрим инверторный сварочный аппарат для дуговой сварки, незаменимый помощник для работы в гараже и на даче.
Я, конечно, понимаю, что осталось множество нераскрытых моментов, поэтому все вопросы принимаются в комментариях. И пожалуйста, не спрашивайте меня про конкретные модели сварочников, я их не продаю и не отслеживаю, для этого есть наш форум.
sam-avtomaster.com
Полярность.
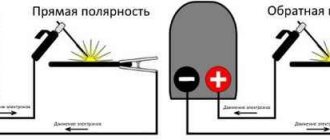
Полярность при сварке деталей из тонкого железа играет очень важную роль. От этого во многом зависит будет ли прогорать металл или нет. Так какой же полярностью варить тонкий металл инвертором? Прямая полярность — это полярность при которой подключения клемм к изделию и аппарату происходит так, что плюс подключается к изделию, а минус (масса) на электрод. При использовании прямой полярности на поверхности температура достигает более высоких значений, чем если бы использовалась обратная полярность. Поэтому ее применение не желательно. При использовании обратной полярностьи – «+» аппарата подключается к держаку с электродом, масса к изделию.
Выбор сварочного аппарата.
Зависит во-первых от материала, который необходимо сваривать (переменный / постоянный ток, полуавтомат, аргонно-дуговая). Далее необходимо определиться с выходными параметрами. Чем больше выходной ток и напряжение, тем на большее способен сварочник, тем толще металл можно сваривать или быстрее работать. Но никогда нельзя выбирать аппарат исходя только из максимального значения выходного тока. Чем выше ток, тем больше нагреваются обмотки, тем раньше сработает термостат. Т.е. меньше цикл работы. Поэтому необходимо определиться на каком рабочем токе обычно необходимо варить и выбрать аппарат с запасом (мин. 20-30%).
Например: в основном необходимо работать электродами 2,5 и периодически 3,25 мм. Можно выбрать аппарат с максимальным током 140 А, но гораздо лучше подойдет следующая модель на 150 – 160 А, а чтобы чувствовать себя уверенно в работе лучший вариант – это ~ 180 А. Чтобы работать “четверкой” достаточно 150 А, но качественный шов получится при токе 180 – 220 А и достаточном умении. Также и с “пятеркой”, которую в быту применять нет никакой необходимости, а для профессиональной деятельности требуются совсем другие аппараты, для которых величина выходного тока не единственный важный параметр. Также необходимо обращать внимание на величину цикла работы. Одни производители стремятся снизить цену продукта и снижают цикл работы. Для импортных аппаратов цикл указывается в процентах от 10 мин (30% — значит 3 мин работа, 7 мин отдых при 20С), для отечественных от 5 мин Но для хобби приложений очень высокое значение цикла тоже не нужно, так как при этом сильно увеличивается масса или стоимость или и то и другое. Цикл 10% не очень хорошо. Оптимальное значение 15-20%. Для профессионалов необходимо, чтобы цикл был не менее 60% на рабочем токе. Чем меньше установленный ток, тем выше цикл работы.
Савельев Вячеслав
Как варить инвертором тонкий металл. РДС- Ручная дуговая сварка.
Основная сложность у новичков бывает зажигание сварочной дуги. Если опыта и практики недостаточно, то прожега не избежать. Необходимо тренироваться, больше никак.
Полярность, применяемая при сварке тонкого металла инвертором – обратная. За счет этого детали будут меньше греться и прогорать.
В самом начале необходимо прокалить электроды по данным завода-изготовителя их пишут на пачке. Без прокалки процесс будет идти не стабильно и будут газовые поры в шве.
Первый способ, при котором используется отбортовка.
Тип соединения С1 по ГОСТу 5264.
На заготовках делается отбортовка. Высота ее от 1 до 4.5 мм. Загнуть ее можно как в тисках с помощью молотка, так и на специальных гибочных устройствах. Далее зачищаем кромки от любых загрязнений, а также от влаги. Будет просто шикарно если еще и обезжирить. Для этого подойдет специальный обезжириваетесь, ацетон или растворители типа 646 и др. Все детали подготовили.
Теперь нужно настроить аппарат для тонкого металла.
Электроды берем диаметром от 1,6…2,0 до 2.5 мм. Электроды можно взять, с основным покрытием (к примеру УОНИ 13-55), или с рутиловым (МР-3, Esab ОК-46 и прочие).
Ток предварительно настраиваем на пробной заготовке. Необходимо выставить такое значение тока, чтобы металл не прожигался, а дуга устойчиво горела. Для изделий из тонкого железа значения сварочного тока 30 А – 48 А (в принципе можно до 60 А) при использовании электрода диаметром 2 мм. Для каждого аппарата значение будет индивидуально. Именно поэтому рекомендуем предварительно настроить сварочный ток на пробной заготовке.
Теперь заготовки необходимо собрать на прихватки. Собираем детали без зазора и ставим прихватки по краям изделия. Для того чтобы уменьшить нагрев, электрод ведем углом вперед.
Начинаем варить на прихватке. Электрод ведем без колебательных движений, просто вперед. Важно как можно реже останавливаться. Если необходимо прервать процесс, к примеру для смены электрода, то зажигать дугу и начинать варить необходимо на сварочном шве. Предварительно зачистив его от шлака и уже с него переходить на кромки. Иначе будет прожег.
Таким способом получается хороший сварочный шов с дополнительной жесткостью от отбортовки.
Рассмотрим еще один способ как правильно варить тонкий металл электродом.
Если необходимо сваривать детали с толщиной стенки 1 мм без отбортовки, то нужно сделать теплоотвод.
Для теплоотвода подойдет кусок алюминия или еще лучше меди. На теплоотвод укладываем детали.
Теперь необходимо настроить ток. Значение те же 35-45 А. Полярность – обратная. Варим углом вперед. Устанавливаем прихватки отступив 5-10 мм от края. Если этого не сделать, железо на краю очень быстро нагреется и прогорит. Теплу просто некуда будет уходить. Электроды как у в предыдущем способе диаметром от 1.6 — 2.5 мм.
Все готово, можно начинать варить.
- Начинаем варить не от края, а на прихватке.
- Провариваем короткий участок 4-6 мм и обрываем дугу. Длину провариваемого участка оценивать по цвету металла. Как края стали красными – обрываем дугу.
- Повторно зажигаем дугу только после того, как металл остынет, и краснота спадет. Начинать необходимо на сваренном участке.
- Провариваем 4 – 6 мм и обрываем дугу. Так повторяем данный процесс до конца стыка. Процесс представляет собой как бы множество сварочных точек.
- После того как проварили шов, необходимо доварить небольшой участок, который оставили вначале.
Завершение процесса.
В данном случае очень важен теплоотвод, если опыта мало. Вертикальная сварка инвертором для начинающих или выполнение на весу дадутся не просто. В этом случае длинна сварочной «точки» будет очень короткая. Также во многом важен опыт.
При выполнении сварки тонкого металла важно удержание короткой дуги. Не более 1/2 диаметра электрода. Данным способом можно заварить тонкий металл автомобиля глушитель или кузовные детали.
Как варить полуавтоматом с углекислотой тонкий металл.
Для того чтобы сваривать полуавтоматом тонкий металл, подключаем оборудование. Каждый конкретный аппарат имеет свои собственные особенности в подключении. Схему подключения лучше всего взять из инструкции завода-изготовителя. Она идет вместе с аппаратом.
Порядок подключения аппарата:
- Проверяем целостность аппарата и сварочных кабелей.
- Подключаем горелку и газовое оборудование к аппарату.
- Открываем баллон и редуктор.
- Включаем подогреватель газа (если установлен).
- Устанавливаем сварочную проволоку в устройство подачи.
- Подключаем к сети аппарат.
- Включаем аппарат и нажав кнопку на горелке и держим пока проволока не выйдет из сопла.
- Подключаем массу к изделию.
Сварочная проволока.
Сварочную проволоку необходимо прокалить 1,5-2 часа при температуре от 150 до 280 °С. Коррозию необходимо удалить, иначе процесс будет идти не стабильно. Лучше всего удалять ржавчину раствором кислоты HCL-5%.
Вот и все теперь можно приступать к настройке. Как же настроить полуавтомат для сварки тонкого металла? Для этого есть специальные таблицы. Они чаще всего идут совместно с полуавтоматом в комплекте. Если нет, то воспользуйтесь таблицами, приведенными ниже.
После настройки нужно проварить пробный сварочный шов на заготовке. Если процесс идет стабильно, разбрызгивание минимально и нет сильного треска, то все настроено верно. Можем приступать к сварке основной детали. Полуавтоматическая сварка в углекислом газе прекрасно справляется с малыми толщинами. Если хотим варить тонкий металл без обрыва дуги, тогда нужно применять импульсный режим.
Сварочный процесс будет следующий:
- Выставляем зазор и устанавливаем прихватки отступив от края изделия 5-10 мм.
- Варить желательно на теплоотводе съемной подкладке, изготовленной из меди, алюминия или из нержавеющей стали;
- Предпочтительной вести процесс для изделий толщиной стенки от 0,8-1 мм в вертикальном положении на спуск т.е. сверху перемещаться вниз. Это обеспечит минимальный нагрев металла.
- Не совершать колебательных движений горелкой.
Также, как в случае с ручной дуговой необходим теплоотвод в виде подкладки. Полуавтоматическая сварка в среде СО2 проста, именно поэтому ее часто применяют для сварки тонкого металла автомобилей. Ее часто называют кемпи сварка.
Кстати, название кемпинговая сварка пошло от предприятия производителя полуавтоматов Kemppi. По аналогии как угловую шлифовальную машину (УШМ) называют «Болгарка». Это связано с тем, что из Болгарии на территорию СССР стали поступать первые УШМ. Так и прижилось.
Общая информация
Аппарат с проволокой, именуемый проволочным аппаратом — это всего на всего полуавтомат. Именно так называется этот тип сварочного оборудования. Мы рекомендуем использовать термин «полуавтомат», чтобы вас могли понять другие сварщики или консультанты в магазине.
Но почему полуавтомат? Ведь аппарат использует для сварки проволоку, и народное название «проволочный аппарат» куда лучше описывает его суть. Все дело в конструктивных особенностях полуавтомата. Внутри него находится специальный механизм подачи сварочной проволоки, в который заправляется присадочный материал. Механизм в полуавтоматическом режиме подает проволоку в зону сварки. Мастеру не нужно держать проволоку в руках, процесс существенно упрощается. Отсюда и название «полуавтомат».
Сварка тонкого металла в аргоне.
Сварка аргоном деталей из тонкой нержавейки очень часто происходит именно данным способом сварки. Инертный газ – аргон обеспечивает высокую степень защиты.
Для выполнения сварки также, как и в предыдущих методах производим подготовку оборудования:
- Проверить целостность электрических кабелей.
- Подключить газовое оборудование к сварочному аппарату.
- Подсоединить горелку и кабель массы к аппарату.
- Включить сварочный аппарат.
- Настроить режим.
- Произвести продувку газовой магистрали.
Настройка сварочного инвертора для сварки в аргоне.
Для настройки аппарата необходимо использовать параметры, рекомендованные заводом-изготовителе. Если таких рекомендаций нет, то воспользуйтесь таблицами с нашего сайта.
Для аргонодуговой сварки тонкого металла используется – прямая полярность.
После настройки параметров сварки переходим к самой технологии. Как и в предыдущий способах, сварочный ток настраиваем на отдельной заготовке. Взяв данные из таблиц за основу. Также производится настройка расхода газа. Стоит учитывать если процесс будет производиться при ветре необходимо использовать сопло с большим диаметром, а также увеличить расход газа. Горелку при этом приближать как можно ближе к сварочной ванне.
Подготовка к сварке:
- Сварочная проволока должна быть зачищена от ржавчины и прокалена 1.5-2 часа при температуре от 150 до 280 °С.
- Кромки изделия должны быть зачищены на 20-30 мм от стыка до металлического блеска и обезжирены.
Аппараты полуавтоматической сварки в среде инертного или активного газа (MIG/MAG).
Более сложные и дорогостоящие аппараты. Но производительные и удобные. Широко применяются в авто ремонте. Небольшой аппарат очень удобен в личном хозяйстве.
Используется для сварки железа, стали, нержавеющей стали, алюминия.
Состоит из трансформатора с крутопадающей вольтамперной характеристикой, выпрямителя, привода проволоки и рукава с горелкой. Сварка производится с помощью проволоки обычно 0,6 – 1,2 мм толщиной из различных металлов в среде защитного газа. Ток на выходе регулируется обычно ступенчато (4,8,16,32 ступени), реже плавно. За редким исключением регулируется скорость проволоки. Комбинацией этих двух параметров устанавливаются режимы работы.
Основные характеристики:
- Напряжение питания. Питание бывает 220 или 380В, однофазное или трехфазное.
- Напряжение холостого хода. Обычно порядка 35-37В.
- Диапазон регулировки тока. Чем больше ток, тем выше может быть скорость работы (при определенном умении), возможность использовать проволоку большего диаметра. При токе больше 165А возможно производить точечную сварку без предварительного засверливания.
- Диаметр используемой проволоки. Обычно используют проволоку 0,6 – 0,8 мм.
- Материал проволоки выбирается исходя из того, какой металл будет свариваться.
- Размер бобины проволоки, устанавливаемой на аппарат. Обычно используются бобины весом 15, 5, 0,8 кг.
Разные модели аппаратов могут работать только с газом , с газом и без газа, только без газа. При необходимости работы без газа используется специальная флюсовая проволока. Это удобно – не требуется баллон, проволока примерно в 5 раз выше. У аппаратов работающих как с газом, так и без него требуется переключать полярность горелки. При сварке разных металлов используется разный газ. Железо – СО2, сталь – смесь СО2 и аргона, алюминий – аргон. Баллон подсоединяется к аппарату через редуктор с регулятором (желательно с манометром). Использовать можно промышленные баллоны или специальные фирменные не перезаряжаемые. При различных режимах сварки требуется различное количество защитного газа, подаваемого в сварочную ванну.