Home / Electrodes
Back
Reading time: 3 min
0
1609
In his professional activity, any welder will sooner or later encounter thin sheet metal. This can be any metal sheet with a thickness of up to 2 mm.
It is found quite often, for example, profiled pipes are made from it.
Work of this type is not the most difficult of welding works, it does not require high power of the apparatus and large-diameter electrodes, however, there are nuances that must be taken into account, otherwise the weld will not be of high quality.
In this article we will talk about the intricacies of working with thin sheet metals.
- Welding Features
- Types of arc welding
- Electrodes for welding
- Preparation for welding
- Inverters
- Welding technique
- Working with galvanized steel
- Finally
The main difficulties when welding thin metal.
As mentioned earlier, welding a product from thin iron is not as easy as you would like. Metal with a small thickness quickly heats up and burns out. A metal burn is formed. In addition, thin products are greatly deformed if they are overheated.
Another difficulty is the speed of the process. You need to cook quickly or use special methods. The main welding methods and technology for their implementation for thin metal will be discussed below. Experienced welders use certain tricks with which they can easily cope with such a task as welding parts made of thin metal. About these tricks in our article.
Welding position
The spatial position of the electrode is also included in its marking. The number 1 denotes electrodes that are used for welding only in the lower position of the part (electrode on top).
The number 2 marks products used with a horizontal or vertical seam (ceiling is excluded).
Number 3 is used for ceiling electrodes (the electrode rests on the part from below). The welder must take these markings into account to avoid a poor-quality weld or injury.
How to cook thin metal. Welding methods.
Let's look at welding methods suitable for thin metal parts. The most common methods:
- Manual arc (RMA)
- Non-consumable tungsten electrode (RAD) in argon or a mixture of gases.
- Semi-automatic in carbon dioxide.
Manual arc welding (MAW)
Very popular due to inexpensive equipment and ease of use. It is more difficult to weld thin metal than the other two methods. The main advantage when using it is that you do not need a gas cylinder, and many people have the device. For manual arc (MA) this is not a problem
Argon arc welding (RAD, tig or wig).
It is used for products made of thin stainless steel, aluminum and steel. This method provides a very high degree of protection with inert gas. The gas used is argon in its pure form or mixed with other gases in various proportions. For high-quality welding of thin products in argon it is best suited. But the price of gas from filler wire is high, and the equipment is heavy and bulky (gas cylinder). Read more about this method here.
Semi-automatic welding (MP, MIG, MAP)
Often used in car services, just for car body repairs. There thicknesses range from 1.2 to 2 mm. The method is very productive and not difficult to use. For it, just like for the previous method, it is necessary to use a protective gas. CO2 is most often used. Sometimes flux-cored wire is used for semi-automatic machines. Then the process proceeds without gas. Flux-cored wire is an expensive item that can be difficult to find. It is not often used, so we will not dwell on it in detail. Read more about this method here.
Electrodes from foreign manufacturers
Electrodes of the ESAB brand have gained great popularity in the domestic market. A characteristic feature of electrodes from the Swedish manufacturer is that their marking begins with the designation “OK”, followed by 4 digits. Among the wide variety of electrode models of this brand, the following are the most widespread.
- OK 46.00. In terms of characteristics, they are very similar to domestic MP-3 products. Using an inverter, they can cook carbon and low-alloy steels using direct as well as alternating current. When used, the resulting connection is of high quality.
- OK 48.00. They can operate exclusively on direct current; they are used for the installation of particularly critical structures.
- OK 53.70. They are a specialized type; they are used to weld root passages and connect pipe joints.
- OK 61.30 and 63.20. They are used for welding stainless steel parts with an inverter, but before purchasing them, it is important to clarify whether they are suitable for working with the grade of metal you are interested in.
- OK 68.81. Using products of this brand, inverter welding is carried out on parts made of unspecified steel grades, as well as from difficult-to-weld grades.
- OK 96.20. They work on cast iron, and also connect cast iron parts to steel ones.
- OK 92.60. Designed for welding products made of aluminum and its alloys using an inverter.
By the way, the range of electrodes of this brand also includes products that can be used to weld copper and its alloys.
Types of welding arc when welding with electrodes
Equipment.
For all of the above methods, the welding machine is currently an inverter. An electronic device with a transformer and a transistor rectifier unit. Sometimes you can find rectifiers, but they are becoming a thing of the past, remaining only in large industries.
For a manual arc, apart from the apparatus, a holder with a set of cables, nothing else is required. All this, as a rule, comes together in one set with the device.
To perform a semi-automatic process, you need a cylinder with protective gas, a reducer, and a set of hoses. In the cold season, a gas heater is also necessary.
In addition to welding cables, mass, the welding torch is also delicate.
For the process in argon, a non-consumable electrode requires, in the same way as in the case of a semi-automatic device, a gas cylinder, a hose, a reducer, equipped with a rotameter to control the amount of gas supplied. A burner is also used, but it has a completely different design than a semi-automatic burner. The burner is equipped with a non-consumable electrode. It is installed in the collet, fixing it with the tip.
Choice of method.
Having first become acquainted with the methods, we need to choose the one that suits us.
We choose welding in argon when:
- It requires welding thin stainless steel.
- It is required to weld aluminum or its alloys.
- If you need to weld steel, provided that the seam must be aesthetically pleasing (decorative elements, furniture, etc.).
We choose semi-automatic when:
- Long seams need to be welded.
- When there is little or no experience.
In other cases, we use a manual arc.
Main types of electrodes
According to their intended purpose, consumables used in electric welding are divided into the following groups:
- welding of workpieces made of carbon and low-alloy steels;
- connection of structures made of high-strength and heat-resistant steel grades;
- work on stainless steel;
- electric welding of aluminum and its alloys;
- connection of copper elements;
- welding of cast iron parts;
- performing surfacing and various repair work.
A separate category includes products used for alloys whose composition is unknown and difficult-to-weld grades of steel.
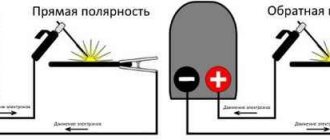
Polarity.
Polarity plays a very important role when welding thin iron parts. This largely determines whether the metal will burn through or not. So what polarity is used to cook thin metal with an inverter? Straight polarity is the polarity in which the terminals are connected to the product and the device in such a way that the plus is connected to the product, and the minus (ground) to the electrode. When direct polarity is used on a surface, the temperature reaches higher values than if reverse polarity is used. Therefore, its use is not advisable. When using reverse polarity – “+” of the device is connected to the holder with the electrode, ground to the product.
How to properly use an inverter welding machine
In experienced hands, an inverter can produce a good seam; you need to follow three rules:
- set the optimal current strength;
- choose the correct electrode diameter;
- take into account the thickness of the parts being welded.
Diameter is the main guarantee of a high-quality seam, and the current density also depends on it. The density cannot be higher, because the arc will be unstable, which means the metal will not be welded as well and the seam will be wider.
Of course, this will not affect the quality, but if aesthetics are important, then it is better to avoid it. If you need to cook thin products, it is better to use a semi-automatic machine.
Inverter welding will produce an unreliable seam, and when choosing thick welding rods, pores will appear in the joint, which will reduce its strength.
To find out the optimal current strength when working with the selected rods, just look at the markings on the packaging. It is not recommended to deviate from this parameter.
How to weld thin metal with an inverter. RDS - Manual arc welding.
The main difficulty for beginners is igniting the welding arc. If experience and practice are not enough, then a burnout cannot be avoided. You need to train, nothing else.
The polarity used when welding thin metal with an inverter is reverse. Due to this, the parts will heat up and burn out less.
At the very beginning, it is necessary to calcinate the electrodes according to the manufacturer's instructions; they are written on the pack. Without calcination, the process will not be stable and there will be gas pores in the seam.
The first method uses flanging.
Connection type C1 according to GOST 5264.
The blanks are flanged. Its height is from 1 to 4.5 mm. It can be bent either in a vice with a hammer or using special bending devices. Next, we clean the edges from any dirt, as well as moisture. It will be simply gorgeous if you also degrease it. For this, a special degreaser, acetone or solvents like 646, etc. are suitable. All the parts have been prepared.
Now you need to set up the machine for thin metal.
We take electrodes with a diameter from 1.6...2.0 to 2.5 mm. Electrodes can be taken with a basic coating (for example, UONI 13-55), or with rutile (MP-3, Esab OK-46 and others).
The current is pre-set on a test workpiece. It is necessary to set the current value so that the metal does not burn through and the arc burns steadily. For products made of thin iron, the welding current values are 30 A - 48 A (in principle, up to 60 A is possible) when using an electrode with a diameter of 2 mm. For each device the value will be individual. That is why we recommend pre-setting the welding current on a test workpiece.
Now the workpieces need to be assembled onto tacks. We assemble the parts without a gap and place tacks along the edges of the product. In order to reduce heating, we move the electrode at an angle forward.
We start cooking on an oven mitt. We move the electrode without oscillating movements, just forward. It is important to stop as little as possible. If it is necessary to interrupt the process, for example to change the electrode, then light the arc and start welding at the welding seam. Having previously cleaned it of slag and then move on to the edges. Otherwise it will be burned.
This method produces a good weld with additional rigidity from the flanging.
Let's consider another way to properly weld thin metal with an electrode.
If you need to weld parts with a wall thickness of 1 mm without flanging, then you need to make a heat sink.
A piece of aluminum or, better yet, copper is suitable for the heat sink. We place the parts on the heat sink.
Now you need to adjust the current. The value is the same 35-45 A. The polarity is reversed. Cook at an angle forward. We install the potholders at a distance of 5-10 mm from the edge. If this is not done, the iron on the edge will heat up very quickly and burn out. The heat will simply have nowhere to go. Electrodes are the same as in the previous method with a diameter of 1.6 - 2.5 mm.
Everything is ready, you can start cooking.
- We start cooking not from the edge, but on an oven mitt.
- We boil a short section of 4-6 mm and break the arc. The length of the welded area is assessed by the color of the metal. As soon as the edges turn red, we break the arc.
- We re-ignite the arc only after the metal has cooled and the redness has subsided. You need to start on the welded area.
- We boil 4 – 6 mm and break the arc. So we repeat this process until the end of the joint. The process is like a lot of welding points.
- After the seam has been welded, it is necessary to finish welding the small area that was left at the beginning.
Ending the process.
In this case, heat removal is very important if there is little experience. Vertical welding with an inverter for beginners or performing it on weight is not easy. In this case, the length of the welding “point” will be very short. Experience is also important in many ways.
When welding thin metal, maintaining a short arc is important. No more than 1/2 the diameter of the electrode. Using this method, you can weld thin metal car muffler or body parts.
The best welding electrodes with basic coating
Such rods are characterized by low oxidizing ability, and the resulting welding seam has a low content of hydrogen, oxygen, sulfur and phosphorus impurities. Therefore, it has good crack resistance.
Similar electrodes are used for welding hardening, deoxidized steels and multilayer structures.
ESAB UONII 13/55
92%
buyers recommend this product
See review▶
Electrodes can be used for welding in almost all spatial positions. The deposited metal is resistant to crystallization cracks and is almost completely free of hydrogen.
The rods have a diameter of 2 to 5 millimeters, which allows processing materials up to 8 mm thick.
The permissible calcination temperature before work is 350-400°C. To avoid the formation of pores, welding should be carried out with direct current using a short arc.
Advantages:
- wide range of sizes;
- welding from any position;
- seam strength;
- economical consumption.
Flaws:
- sticking at high current.
ESAB UONII 13/55 are designed for welding low-carbon or low-alloy steel. The ease of operation in any position and the reliability of the resulting seam allow the rods to be used effectively in cramped conditions.
Lincoln Electric SSSI 13/55
90%
buyers recommend this product
The main features of these consumables include low cost and increased service life.
Electrodes can be used when working with materials at sub-zero temperatures and high humidity levels and do not require special storage conditions.
The diameter of the rods is 4 millimeters, the maximum permissible welding current is 160 Amps. Their use is effective in any spatial position, which ensures ease of work with various structural elements.
Advantages:
- high impact strength;
- work at temperatures down to -40 °C;
- minimal splashing;
- stable arc burning.
Flaws:
- require long-term calcination.
Lincoln Electric UONI 13/55 is an excellent choice for arc welding of reinforcing, carbon and alloy steels. Recommended for work in difficult conditions or prolonged use in frosty weather.
PlasmaTec Monolith TsCh-4
88%
buyers recommend this product
A special feature of the electrodes is the ability to work in unfavorable conditions. During welding, a gas bubble appears around the arc, preventing water or dust from entering the joint.
The diameter of the rods is 3 mm. They are characterized by arc stability, low spatter, and ease of both initial and re-ignition. This ensures high weld quality and rapid slag separation.
Advantages:
- protection of the welding zone;
- straight seam;
- economical consumption;
- do not require calcination.
Flaws:
- not intended for vertical welding.
PlasmaTec Monolith TsCh-4 is used for professional welding of thin sheet metal. An excellent choice for tank or pipeline work.
Kobelco LB-52U
86%
buyers recommend this product
They are distinguished by high arc stabilization and large depth of material penetration. Due to the low hydrogen content, the resulting weld is resistant to cracking and has high impact strength.
The diameter of the electrodes is 3 mm, length 40 centimeters. The rods are used for welding metals corresponding to strength classes up to K54, K55-K60. Material processing can be carried out using both direct and alternating current.
Advantages:
- reliable connection;
- fast calcination;
- deep metal penetration;
- ease of slag separation.
Flaws:
- difficulty in re-ignition.
Kobelco LB-52U is suitable for reinforcing the back side of a weld. The rod will be useful for internal processing of pipelines or tanks.
6 Best Welding Generators
How to semi-automatically cook thin metal with carbon dioxide.
In order to semi-automatically weld thin metal, we connect the equipment. Each specific device has its own connection features. It is best to take the connection diagram from the manufacturer's instructions. It comes with the device.
How to connect the device:
- We check the integrity of the machine and welding cables.
- We connect the burner and gas equipment to the device.
- Open the cylinder and reducer.
- Turn on the gas heater (if installed).
- Install the welding wire into the feeder.
- We connect the device to the network.
- Turn on the device and press the button on the burner and hold it until the wire comes out of the nozzle.
- We connect the mass to the product.
Welding wire.
The welding wire must be calcined for 1.5-2 hours at a temperature of 150 to 280 °C. Corrosion must be removed, otherwise the process will not be stable. It is best to remove rust with a solution of HCL-5% acid.
That's all, now you can start setting up. How to set up a semi-automatic machine for welding thin metal? There are special tables for this. They most often come with a semi-automatic machine in the kit. If not, then use the tables below.
After setting, you need to make a test weld on the workpiece. If the process is stable, spattering is minimal and there is no strong crackling, then everything is set up correctly. We can start welding the main part. Semi-automatic carbon dioxide welding copes well with small thicknesses. If we want to weld thin metal without breaking the arc, then we need to use the pulse mode.
The welding process will be as follows:
- We set the gap and install the tacks at a distance of 5-10 mm from the edge of the product.
- It is advisable to cook on a heat sink with a removable lining made of copper, aluminum or stainless steel;
- It is preferable to carry out the process for products with a wall thickness of 0.8-1 mm in a vertical position downhill, i.e. from above to move down. This will ensure minimal heating of the metal.
- Do not make oscillating movements with the burner.
Just as in the case of a manual arc, a heat sink in the form of a lining is required. Semi-automatic welding in a CO2 environment is simple, which is why it is often used for welding thin metal of cars. It is often called campy welding.
By the way, the name camping welding comes from the semi-automatic machine manufacturer Kemppi. By analogy, an angle grinder (angle grinder) is called a “grinder”. This is due to the fact that the first angle grinders began to arrive from Bulgaria to the territory of the USSR. That's how it stuck.
Welding thin metal in argon.
Argon welding of thin stainless steel parts very often occurs using this welding method. Inert gas – argon provides a high degree of protection.
To perform welding, as in previous methods, we prepare the equipment:
- Check the integrity of electrical cables.
- Connect gas equipment to the welding machine.
- Connect the burner and the ground cable to the device.
- Turn on the welding machine.
- Set the mode.
- Purge the gas line.
Setting up a welding inverter for welding in argon.
To configure the device, you must use the parameters recommended by the manufacturer. If there are no such recommendations, then use the tables from our website.
For argon arc welding of thin metal, straight polarity is used.
After setting the welding parameters, we move on to the technology itself. As in the previous methods, we adjust the welding current on a separate workpiece. Taking data from tables as a basis. Gas flow is also adjusted. It is worth considering that if the process is carried out in windy conditions, it is necessary to use a nozzle with a larger diameter, as well as increase gas consumption. At the same time, bring the torch as close as possible to the weld pool.
Preparation for welding:
- The welding wire must be cleaned of rust and calcined for 1.5-2 hours at a temperature of 150 to 280 °C.
- The edges of the product must be cleaned 20-30 mm from the joint to a metallic shine and degreased.
Advantages of popular brands of electrodes
Many modern types of electrodes for welding using an inverter have the following advantages.
- Easy to weld. Difficulties when welding with such electrodes can arise if you incorrectly select them according to the composition of the core material.
- High quality seam. This parameter is the most important during welding work, and the electrodes of the indicated brands make it possible to ensure it. Using such electrodes for the inverter, you can obtain high-quality internal and external connections, welds of convex and concave shapes.
- Easy slag separation. The slag obtained when welding using such electrodes is easily separated, which makes it possible to immediately see what quality of weld they provide.
- Corroded parts can be welded. Of course, products covered with a layer of rust are cooked very rarely, but these electrodes make it possible to obtain a high-quality and reliable seam even in this case.
- The welding process is safe for the welder in terms of sanitary and hygienic standards.
Electrodes of the ANO brand from the famous manufacturer ESAB