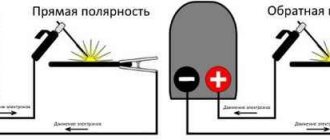
The twenty-first century can undoubtedly be called the century of plastic. More and more technical parts and household items are made from it. Polymer materials have been developed that are as hard as stone and as strong as steel. Well, in terms of corrosion resistance and chemical inertness, plastic simply has no equal. In addition, it is light, unbreakable and can take on almost any shape and properties.
The use of polymer materials in all areas of industry and domestic conditions makes the repair of plastic products, as well as the connection of parts, relevant. As in the case of metal, these works are called welding. It is based on a similar principle: the material is heated and supplied to the surfaces to be joined.
True, the low melting temperature of polyvinyl chloride, polyethylene and polystyrene makes it possible not to preheat the workpieces with which you are working so much, unlike welding metals. It will also not work to use high voltage for heating: plastic is a dielectric and does not conduct electric current. A manual welding extruder comes to the rescue.
Design and principle of operation of a manual machine for welding plastic
The shape of the extruder is somewhat reminiscent of a World War II submachine gun with a side-mounted magazine, only more massive and more angular.
The unit for welding plastic products is most often made with a pistol-type handle, like many other tools, for example, an electric drill.
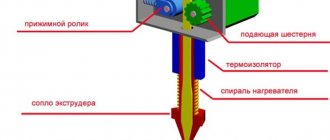
The design of any extruder includes the following elements:
- Electric drive . This function is performed by a powerful electric motor, which is installed at the rear of the device. Power is supplied from a 220 volt network.
- Electric heater with fan . Here, again, with the help of electricity, a stream of hot air is formed, intended to bring the workpieces into a softened state.
- Material feed chamber . It has a tubular shape, hollow inside, but the axis of an auger screw runs through its center, like in a meat grinder. When rotating, it not only crushes the material fed into the chamber, but also moves it towards the outlet, generating the necessary pressure.
- Extrusion chamber . Here the crushed and melted plastic accumulates and, under pressure, begins to flow out of the hole at the end of the chamber.
- heating element . Creates a heating jacket around the feed and extrusion chamber, heating and melting the plastic.
- Welding shoe . This is a nozzle that fits onto the feed nozzle of the extrusion chamber. Thanks to the shoe, the heated plastic mass has a certain shape. This allows you to work with different welding seam configurations.
- Adjustment block . Has controls for changing heating parameters and screw rotation speed.
The principle of operation of a manual welding extruder is fundamentally as follows: the filler rod fed into the apparatus or plastic granules in the loading chamber begin to soften and become viscous.
The auger screw crushes and pushes the plastic until it accumulates in the extrusion chamber. From there it is squeezed out under pressure, just like cream is squeezed out using a pastry syringe. At the same time, hot air supplied to the workpieces from the nozzle heats them to the point of gluing with the exiting mass.
Expert opinion
Kulikov Vladimir Sergeevich
The result is a seam that accounts for about 80% of the strength of a monolithic product. In the case of thin sheet structures, the fracture line will not even pass through the weld, since the seam will have greater strength than the surface.
EQUIPMENT DESIGN
Extrusion welding can weld sheets and a wide variety of polymer films. It does not matter how curved the part is, or what its bend radius is, which in most cases can exceed either the width of the weld, or the length of the welding shoe, or both. This welding is more gentle. Welding extruders weld two parts together by injecting molten filler material where the welding process is to be carried out. The operation of a welding extruder is very simple: the extruder is equipped with an air heater to ensure that the welding zone is heated before the filler material is injected. Next, hot air is supplied through a special nozzle into the welding zone and heats the surface to a certain viscous-fluid state. The air temperature of this equipment is regulated by a controller. The heater can also be similar to a hot air gun (equipped with a special built-in air flow blower). In some companies, the extruder receives an external air supply - from a compressor, or installation of plant pneumatic networks. The filler material, usually in the form of polyethylene or plastic welding rod or pellets, is fed through the forming hole of the extruder head. Please note that the material of the parts itself must match the chemical composition of the filler material, as well as the flow rate. Sometimes it happens that the melt flow rate (MFR) of the parts being welded is different, then it is necessary for the filler material to have an average coefficient. The screw elements of the extruder are driven by a conventional hand drill (the drill acts as a drive). Taking into account the usual operating time of an extruder, which is clearly longer than that of a drill, especially since high-quality extruders use more modified electric motors that are designed for a long operating process. It would be appropriate to recall the current modern drive motors, such as asynchronous, which will be without graphite brushes. It is precisely engines of this design that provide a much longer resource and, most importantly, are regulated with excellent accuracy; the speed of a given extruder screw is in a rather large range - from 20% to 100%. What does the process of passing filler material through the extruder look like, in more detail. Our wire begins to gradually heat up and mix until it becomes homogeneous. Electric heating of our jacket extruder ensures the proper temperature level. If you buy a simple type of extruder, the wire will pass through the jacket area, only then into the welding part. This example shows that the heating temperature of our filler material depends on the temperature of the atmosphere floating there. The filler wire, already melted and brought to a homogeneous state, passes directly to the welding site, bypassing the welding shoe, often made of a material such as PTFE, otherwise fluoroplastic-4. PTFE is widely used due to its high temperature and melting rate.
Features of the device
Despite the operating principle common to all welding extruders, they may have some differences.
The parameters of the devices determine their scope of application.
Power
One of the main parameters in any tool. It determines both the operation of the auger screw drive, which crushes and feeds plastic, and the operation of the heating element. The performance of the extruder directly depends on the power, that is, how quickly it can work with the maximum length of the weld seam. Like any electrically heated item, a hand extruder must have quite a lot of power to operate comfortably and quickly. For most devices on the market, it ranges from 1600 to 3600 Watts. The larger this parameter, the more plastic it can melt and feed through the shoe onto the workpieces being welded.
Thickness of connected products
Determines which workpieces the machine can operate with. It depends linearly on the power - the higher it is, the thicker the parts can be taken for welding. This parameter is relevant for production and repair, since not everyone has the need to weld thick sheets. The lower threshold usually starts from 1.5 mm. Thinner sheets can also be joined, but in this case the workpiece may be deformed under the influence of powerful heating. The upper limit for powerful devices can reach 40 mm. With greater thickness, the strength of the weld drops sharply, since heating and melting such a workpiece to its entire depth is already problematic.
Bar diameter
For models that feed a plastic rod, the permissible diameter parameter is entered. For professional models it is 5 - 6 mm, otherwise it will not be possible to provide the required productivity per kilogram of plastic per hour. Compact models for smaller product thicknesses and rods use 3 mm.
Feed Type
To operate, extruders require a continuous supply of material, which the machine extrudes into workpieces in a molten state.
The material can be in two versions - plastic filler rod or granulate.
The first option turned out to be more convenient and became much more widespread than the second for several reasons:
- The rod wound into coils is more convenient to transport. If the shipping packaging is damaged, the material does not suffer critical damage. But when the bag broke, the granulate spilled out, and no one collected it anymore.
- The rod brought into the receiving chamber can be fed until the coil unwinds. You only need to slightly release a few turns for subsequent work. The granulate is poured into a special hopper. In order to fill it, it must be removed. The open type hopper is inconvenient to use; material can spill out of it. But even in this case, to equip the extruder you need to either take time away from work or have an assistant on staff.
Controls
Simple models of extruders are equipped with only a pair of mechanical switches - handles with divisions. Using them, you can adjust the temperature of the supplied plastic mass and its feeding speed. An advanced professional tool is equipped with electronic systems. Here the electronic unit is responsible for the adjustment, and the information is displayed on the liquid crystal display. As a cherry on the cake, it is equipped with ambient temperature sensors to minimize the difference in the output of the plastic mass.
Performance
Since not all operators can directly and accurately connect power and the amount of work that a tool can perform, the concept of productivity per unit of time is introduced.
This characteristic shows how much molten plastic mass the device can produce per hour. Accordingly, the higher the indicator, the more suitable the device is for professional use for large volumes of work. Measured in kilograms per hour, it can vary from 0.5 to 3 kg/h. Have you ever worked with a manual welding extruder?
It happened! It didn’t happen
Manufacturers
Unlike such common tools as drills, grinders and hammer drills, manual welding extruders are characterized by a very narrow specialization. There is practically no mass demand for them, but those specialists who purchase this device are well versed in the characteristics and are ready to pay hundreds of thousands of rubles for a professional tool. True, the risk is high.
For example, an extruder is purchased to splice plastic elements of a swimming pool. The cost of a personal swimming pond is very high, and if you imagine that the clients’ tanks began to leak due to welding with a low-quality apparatus... It’s not like tightening a couple of screws. A loss from complaints can put an end to a profitable business. That’s why they buy an expensive branded device so as not to tarnish their reputation.
This is the situation on the equipment market. A hand extruder is almost impossible to find in a regular hardware store. It is sold either by specialized organizations on order, or via the Internet on specialized websites. And the price of such a device starts from 50 thousand rubles. Powerful specimens are already much more expensive: 200 - 500 thousand.
Taking a “left” tool in a professional business is like failure, so you should focus on products from reliable manufacturers.
Munsch
Germany. It seems to be real, without Chinese assembly. High-quality reliable assembly and materials. High maintainability, which is important for a device of this class - after a breakdown you won’t throw it away, you will be sorry for the money spent. However, a breakdown still has to happen, because everything is thought out to the smallest detail. Most tools have separate heating of the mass and the workpiece, which allows you to work outdoors at low temperatures.
Leister
Switzerland. The company does not advertise where the production is located, but users trust it as long as they are satisfied with the high quality of the tool. A well-known brand in Russia, there are several lines of different capacities. Leister’s “trick” is an advanced system for intelligent control of the extrusion process. Information is displayed on the display, the user has access to a large number of precise settings.
Stargun (Ritmo)
Italy. A worthy competitor to the above devices. Most products are characterized by high power (minimum productivity 2 kg/hour). It has compact dimensions and various amenities such as ergonomic handles, a adjusted center of gravity and illumination of the welding zone.
Weldy
Sub-brand of Leister. Seeing that many wanted something cheaper, the Swiss organized assembly in China, slightly reduced the quality and significantly lowered the price. However, you shouldn’t be afraid of the tool like a pig in a poke: even the Chinese assembly is still ahead of the Russian one, especially since quality control still does not allow frankly defective devices to enter the market.
Domestic production
It is marked with RSE, that is, simply an abbreviation, followed by a decoding of power and other parameters. Sometimes they can be branded with a proper name, for example, Ural-1. It is assembled at domestic factories or at Chinese ones ordered from Moscow. According to the promise of some manufacturers, it pays for itself after the first completed order.
If you want a tool for the price of working on it, then this is the place for you. Seriously, there are fans of this equipment too. Most often, these are craftsmen who can assemble the extruder themselves. They buy a product from a Russian brand as a construction set from which they can “bundle” something to suit their needs.
The most successful extruder models
RITMO STARGUN R-SB 50
- Power 4 kW.
- Productivity 5 kg/h.
- Rod diameter 4 -5 mm.
- Thickness of welded. surfaces 15 - 40 mm.
- Average price 450,000 rub.
A powerful, high-performance model that provides plastic mass output of up to 5 kg per hour. Relatively compact dimensions with high power allow the extruder to be used in confined spaces, for example, in ventilation systems, inside containers and pipelines. The temperature controller is separate, which allows you to separately regulate the heat from the heating nozzle and the extrusion mass. The manufacturer claims an air flow of 350 l/min. Such a powerful hot stream is capable of heating thick-walled structures up to 40 mm thick.
Leister Fusion 3C 123.866
- Power 2.8 kW.
- Productivity 1.8 - 3.6 kg/h.
- Rod diameter 4 - 5 mm.
- Thickness of welded. surfaces 3 - 20 mm.
- Average price 280,000 rub.
Compact and high-performance extruder of medium power. A universal device thanks to a wide range of adjustments. The manufacturer draws attention to the presence of a screw rotation speed controller coupled with temperature. This makes it possible to smoothly regulate the amount of supplied material. As a result, it becomes possible to work with both thin materials and thick-walled elements such as barrels and pools.
Munsch MAK-18-SB
- Power 2300 W.
- Productivity up to 2.5 kg/h.
- Rod diameter 3 - 4 mm.
- Thickness of welded. surfaces 4 - 15 mm.
- Average price 240,000 rub.
One of the most budget solutions among Munsch extruders. The power is low for a professional device, so it is intended for delicate and light work. But the welding seam turns out perfect. The model contains almost no various “gadgets”; the heating of the rod and the exhaust air are combined. This limits the scope of application to warm workshops. But the quality of workmanship and reliability allow you not to complain about the tool.
Types of equipment
Extruders are produced by many enterprises. Let's look at the most popular ones. The Weldmax manual welding extruder is a device designed in compliance with ergonomic requirements, which makes it convenient to use and operate. Supplied in a case.
Convenience during operation is combined with the high quality of the resulting seam. The device is adapted for welding work in confined spaces with difficult access to the welding site. With its help, it is possible to weld structures consisting of sheet polyethylene and polypropylene. Can be used for welding parts of non-pressure pipelines. Power comes from the network. The Swiss manufacturer LEISTER produces such a device as the Leister welding extruder.
Due to its small dimensions, it is called a mini extruder. A special feature is the absence of a screw. However, its productivity reaches 0.8 kg/hour. The advantages include the fact that, due to its light weight, it is not difficult for a welder to hold it in the hands of a welder for a long time. The diameter of the filler rod is four millimeters. Additional accessories include interchangeable shoes of various shapes.
One of the varieties is the leister fusion 2 welding extruder. It is inexpensive and reliable. The fusion 2 leister manual welding extruder has a productivity of up to 1.8 kg/hour.
The leister weldplast S6 manual welding extruder has many advantages. These include high performance, the ability to use in different climatic conditions, electronic engine protection, low noise levels, ease of storage and transportation.
Leister fusion 3C manual welding extruder has high productivity, reaching up to 3.5 kg/hour. Fusion 3C manual welding extruder has a good design. This provides comfort when working with it.
Welding extruders are divided into those whose design includes a screw and those without a screw. In the first type, the filler material is heated in special chambers - screws. In the second case, the rods are heated using electric heaters. The advantages of non-screw extruders are their compactness and lightness, which allows them to be used in hard-to-reach places. Screw extruders have higher productivity.
The choice of a suitable extruder option should be based on characteristics such as productivity, the possible thickness of the parts to be connected, and the availability of replaceable devices, in particular the shoe. It also plays a role what diameter of rods can be used.