The New Year 2021 brought many surprises to occupational safety specialists. So, about forty not-so-old labor safety rules were canceled at once. On January 1, 2021, new rules on labor protection when performing electric welding and gas welding work, approved by Order of the Ministry of Labor of Russia dated December 11, 2020 No. 884n, came into force. They will be valid for five years - until December 31, 2025.
Article navigation
- New in the rules on labor protection when performing electric welding and gas welding work: 14 changes
- What should an occupational safety specialist take into account when working under the new rules?
Safety precautions for gas welding: general information
Safety precautions when performing gas welding apply to:
- On the behavior of the specialist responsible for welding work.
- To organize a work space for performing work.
- On the equipment used.
- At the end of gas welding work.
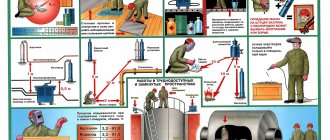
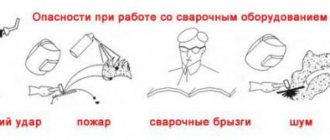
The main sources of danger during gas cutting and welding can be:
- Explosions of oxygen cylinders when they are opened if there is oil on the cylinder fitting or reducer.
- Careless handling of the torch of a gas welding machine can cause a fire in the welder’s clothes or hair , or a fire in the room.
- Eye burn if the welder did not use light filters.
- Explosion of an acetylene generator from a backfire if the water seal does not work.
- Poisoning by harmful gases due to insufficient ventilation (when working indoors).
Before starting welding work, all workers must undergo safety training and sign for completion in a special journal.
Welding of reinforced frames
Reinforcing cages are used in construction and are part of the foundation. Therefore, they should be the most durable element. Welding is often used as a method for manufacturing frames based on reinforcement. The welded connection in this case is considered the most reliable, since the product turns out to be practically indestructible - the welding seams of the reinforcement frame are difficult to break even with the help of special equipment. To weld frame elements, several different types of welding are used - electric arc, spot, butt welding, longitudinal seams and pool welding. Specialists can use either one of these methods, depending on the situation, or use a combination of several to create a particularly strong and reliable structure.
Requirements for premises for gas welding work
Welding work involving the use of flammable and explosive gases is carried out in a room specially designed for these purposes. They must fully comply with the workflow.
The workplace should not be less than 4 square meters. m. This value does not apply to the placement of welding equipment. There must be a passage at least a meter wide between welding stations.
The height of the work room should not be less than 3 meters, and there should be no protrusions above the workplace. The room must be well lit and heated: the lighting level cannot be less than 80 lux. Also, the room must have good ventilation and a volume of at least 300 cubic meters. m.
In the process of performing gas-flame work in compartments, pits and tanks in which accumulations of harmful poisonous gases are allowed, supply and exhaust measures must be in place.
Before you start welding indoors, you need to ventilate the room to remove any accumulation of gases.
The welder's workplace must always be kept clean, and the functionality of the tools must be checked regularly.
At the welding station, the presence of wood that has not been previously treated with a special compound, rags, plastic and other flammable items is unacceptable. There cannot be any containers with fuel near the welder’s workplace.
Fire extinguishing means must be present at the place where gas welding work is carried out. Other fire safety rules must also be observed. Acetylene can only be extinguished with dry sand; extinguishing with water is unacceptable.
It is not allowed to install gas welding equipment in rooms with high temperatures (for example, in forges, boiler rooms).
If welding work is carried out in a room in which other people work, then protection is installed around the perimeter.
Basics of electric welding
Welded metal joints are the most reliable today: pieces or parts are fused into a single whole. This happens as a result of exposure to high temperatures. Most modern welding machines use an electric arc to melt metal. It heats the metal in the affected area to the melting temperature, and this happens over a small area. Since an electric arc is used, welding is called electric arc welding.
This is not a completely correct way of welding)) At a minimum, you need a mask
Types of electric welding
An electric arc can be formed by both direct and alternating current. Welding transformers use alternating current, and inverters use direct current.
Working with a transformer is more complicated: the current is alternating, so the welding arc “jumps”, the device itself is heavy and bulky. The noise that both the arc and the transformer itself makes during operation is also quite annoying. There is one more problem: the transformer greatly “stresses” the network. Moreover, significant voltage surges are observed. The neighbors are not very happy about this fact, and your household appliances may suffer.
Inverters mainly operate from a 220 V network. At the same time, they are small in size and weight (about 3-8 kilograms), operate quietly, and have almost no effect on voltage. The neighbors won't even know you started using the welding machine unless they see you. In addition, since the arc is caused by direct current, it does not jump and is easier to stir and control. So if you decide to learn how to weld metal, start with a welding inverter. Read about choosing an inverter welding machine here.
Welding technology
For an electric arc to occur, two conductive elements with opposite charges are required. One is a metal part, and the second is an electrode.
The electrodes used for manual arc welding consist of a metal core coated with a special protective compound. There are also graphite and carbon non-metallic welding electrodes, but they are used for special work and are unlikely to be useful to a novice welder.
When an electrode and metal of opposite polarity touch, an electric arc occurs. After its appearance, in the place where it is directed, the metal of the part begins to melt. At the same time, the metal of the electrode rod melts, being transferred with the electric arc to the melting zone: the weld pool.
How a weld pool is formed. Without understanding this process, you will not understand how to weld metal correctly (To enlarge the size of the picture, right-click on it)
During the process, the protective coating also burns, partially melting, partially evaporating and releasing a certain amount of hot gases. Gases surround the weld pool, protecting the metal from interaction with oxygen. Their composition depends on the type of protective coating. The molten slag also coats the metal, also helping to maintain its temperature. To weld properly, you must ensure that the slag covers the weld pool.
The weld is formed by moving the bath. And it moves when the electrode moves. This is the whole secret of welding: you need to move the electrode at a certain speed. It is also important, depending on the required type of connection, to correctly select its angle of inclination and current parameters.
As the metal cools, a slag crust forms on it - the result of the combustion of protective gases. It also protects the metal from contact with oxygen in the air. After cooling, it is beaten with a hammer. In this case, hot fragments fly away, so eye protection is required (wear special glasses).
You can read about how to make a barbecue out of a cylinder or barrel here. Just get some practice.
Equipment safety requirements
Before performing work, the equipment is checked:
- Strength of connection of hoses to the burner and gearboxes.
- Tightness of connections.
- Hose integrity.
- Gearbox serviceability.
- Burner condition.
- Water level in the seal and connection density.
- Serviceability of pressure gauges.
Cylinders
The generator together with the cylinder is installed outdoors, and the gas is transferred to the place where welding work is performed through hoses. It is prohibited to place it near fans and air intakes.
A “Flammable” sign should be posted near the generator. The acetylene cylinder is marked with the inscription “Acetylene” in red; the oxygen cylinder and the reducer are painted blue.
After removing the metal cap from the cylinders, the fitting and valve are checked for serviceability and mechanical damage. If the cap cannot be removed, it is strictly unacceptable to unscrew it using impact tools (hammer and chisel).
Before connecting the gearbox, you need to inspect the fitting and nut for damage, make sure that the threads are in good condition and that there is no grease or oil. The fitting is purged by opening the valve ¼ turn for a short time.
When opening the valve, care must be taken to prevent the jet from reaching people.
It is unacceptable to use a gearbox that has damaged threads or whose pressure gauges are faulty (pressure gauges with expired service life and those that have not been tested are equated with this).
Repairing valves yourself is strictly prohibited. For this purpose, there are special stations and services that carry out repairs and replacements.
Cylinders must be installed vertically or on special racks to which they are attached with clamps and chains. The cylinder must not be brought closer than a meter to heating or an open flame source.
Hoses and cylinders must not come into contact with live wires. The cylinder and the generator must be separated by at least five meters.
Hoses
The standard length of hoses for gas welding work is within 20 m. But if installation work is carried out, then you can use hoses with a length of up to 40 m.
It is not permitted to attach tees, plugs and other devices to the hoses to power multiple burners. Hoses must not have connection defects, and hoses with a length of no more than 3 m are allowed for joining.
The hoses are tightly secured to the nipples of the reducer and burner using clamps and wire. It is forbidden to interchange oxygen hoses with those designed to supply acetylene.
Kinking of hoses during their installation and storage is not allowed . There should be no oil marks on them.
During welding work, hoses are suspended to prevent damage.
Generators
The welder must ensure that the generator water seal is filled with water. The fill indicator must be periodically checked to the desired level by opening the control valve of the valve.
The minimum distance of the generator from the gas welding site and the fire source is 10 m. If the hose catches fire, you must immediately bend it from the gearbox side and turn off the valves.
The generator may only be operated by an authorized and qualified person. The following conditions must also be met:
- One-time loading of carbide cannot exceed 4 kg.
- A maximum of 2 burners is allowed if there is a water seal for each.
- Burner power should not exceed 2000 l/hour.
The acetylene generator must be installed in such a way as to avoid falls, shocks and shocks. The shutter must be in a vertical position and in good working order.
The use of generators without a water seal is strictly prohibited. When using generators outdoors or indoors at sub-zero temperatures, you must prevent the water from freezing.
If the equipment freezes during work, then they need to be warmed up in a warm room or with steam. Heating with open fire sources is not allowed.
The use of carbide with a finer granulation than specified in the technical data sheet is strictly prohibited, as this may lead to excessive gas emissions. Before loading, you need to sift out and remove fine fractions and carbide dust. Carbide may only be loaded into the basket.
How to learn to cook by welding
It all starts with preparing the workplace. Safety when working with electric welding must be given increased attention: there is a possibility of injury from both electricity and high temperatures. Therefore, take your preparation seriously.
It is more convenient to learn to weld with electric welding on a thick piece of metal: it is better to practice on it. In addition to it and the welding machine, you will need gaiters (thick gloves) and a welder’s mask. You also need thick clothing that protects the entire body, and durable shoes with thick leather. They must withstand sparks and scale. You will also need a hammer and a wire brush to knock off the slag. You will need glasses to protect your eyes.
How to connect the electrode
It will be easier for beginners to carry out welding work if they take a universal electrode with a diameter of 3 mm (3.2 mm, to be precise). They are more expensive, but easier to work with. After you learn how to weld metal, you can try using cheaper ones, but it’s better to start with these.
The electrode is inserted into a holder attached to one of the welding cables. There are two types of clamps - spring and screw. If the electrode holder is spring-loaded, press the button on the handle and insert the electrode into the socket that appears. When screw clamped, the handle rotates. Unscrew it, insert the electrode and clamp it. In any case, it should not wobble. After installing the electrode, you can connect the cables.
There are two outputs on a DC welder: positive and negative. There are also two welding cables:
- one ends with a metal clamp-retainer - it is connected to the part;
- the other is a holder for the electrode.
Which polarity to connect for welding depends on the type of work. If we talk about inverters, then more often the plus is connected to the part, and the minus is supplied to the electrode. This connection option is called direct polarity. But there is a list of works in which reverse polarity is applied: minus to the part, plus to the electrode (for example, for welding stainless steel).
Direct and reverse polarity of connection on the welding inverter
Straight polarity provides better heating of the metal, which is necessary for most connections. This is explained by the fact that electrons move from the negatively charged pole - with straight polarity, this is the electrode - to the positive - part. At the same time, they additionally transfer their energy to the metal, increasing its temperature.
Start of welding: light the arc
We figured out how to connect the electrode to the inverter. Now about how to light an arc. It occurs when there is direct contact between the electrode and the part. There are two ways:
- chirping;
- tapping.
Everything is clear from the name: in one case, you need to run the electrode along the seam (so that there are no marks left), in the second, you need to hit the part with the tip of the electrode several times.
When the electrode is new, its tip is exposed, ignition occurs easily. If it was already in use, a wall of several millimeters of protective coating would form around the rod. This coating needs to be knocked off by hitting the part with the tip several times.
Both methods of ignition are used, here everyone chooses what is convenient for them. This skill is the first one you will have to master if you want to learn how to use electric welding.
Therefore, you take several electrodes, a thick piece of metal, and try to strike an arc. Once you have succeeded, you can proceed to the next stage of training.
Electrode tilt
The main position of the electrode is tilted slightly towards you - at an angle from 30° to 60° (see figure). The amount of inclination is selected depending on the required weld and the set current. Focus on the condition of the weld pool.
The first position is called the “backward angle.” In this case, the bath and molten slag moves behind the tip of the electrode. Its angle of inclination and speed of movement must be such that the slag has time to cover the molten metal. In this position, we obtain heating of the metal to a greater depth.
Manual arc welding technique: positioning the electrode at an angle forward and at an angle backward
There are situations when the metal does not need to be heated very much. Then the angle of inclination changes to the opposite, the seam and the bathtub “stretch” behind the electrode. In this case, the heating depth is minimal.
Electrode movements
The answer to the question “how to properly weld with electric welding” is simple: you need to control the weld pool. To do this, it is necessary to hold the electrode at a distance of 2-3 mm from the metal surface and control the condition and size of the weld pool. This is where the skill of a welder lies.
The difficulty lies in the fact that several parameters have to be controlled simultaneously:
- move the electrode along one of the trajectories shown in the photo,
- as it burns, lower it a little lower, maintaining a constant distance of 2-3 mm;
- monitor the size and condition of the weld pool, accelerating or slowing down the movement of the electrode;
- follow the direction of the seam.
The movements of the electrode tip are shown in the figure. Those who want to learn electric welding for home use do not need to master all of them, but you will need two or three movements: for different situations, seams and metals.
Another element of manual arc welding technique: the tip of the electrode must move along one of these trajectories (or something similar)
How to learn to cook with electric welding? Practice movements on a thick piece of metal. Then you get not seams, but rollers. This stage is the initial one. On it you will master the basic skills of a welder: learn to control the distance from the tip of the electrode to the part, and at the same time, move it along a given path, monitor the weld pool and the slag in it.
To do this, take thick metal and draw a line on it with chalk: you will need to lay a roller along it. You light the arc and begin to master the movements, learning to control the bath at the same time. You won’t succeed the first time, or even the tenth time. You will probably use a dozen electrodes. When the manual arc welding technique has been mastered: the bead is uniform, its width and height are constant (or almost), you can try to connect the parts.
You should get similar rollers. This way you can learn how to weld using electrodes correctly.
Read how to make a gazebo on a metal frame in this article, and here the construction of a shed on a metal frame is described.
Safety precautions during gas welding work
Separate requirements apply to welder clothing. Gas welding can only be carried out in special clothing made from special materials with fire-resistant impregnation. Before starting work, clothing is checked for burns and torn spots.
Gas welding work can only be performed by adult citizens who have previously completed training (theoretical and practical). While performing work, the welder must wear personal protective equipment: overalls, mask and gloves.
Robes and mittens protect not only from molten metal, but also from radiation (thermal or ultraviolet). The welding helmet can protect the worker's eyes from UV radiation, IR light, and metal splashes.
Welders must use light filters while performing work. If cutting and welding, as well as other gas-flame processing processes are carried out, then welders will have to work in safety glasses with glasses G1, 2, 3 (the level differs in the degree of darkness, where 3 is the darkest), and support personnel will have to wear glasses V-1, 2 , 3.
Smoking is not permitted at the welding station . It is worthwhile to inspect the workplace not only before starting work, but also during the welding process. It is necessary to ensure that no other work is carried out near the place of welding work: for example, degreasing and painting.
Before lighting the burner, you need to open the oxygen valve slightly, and then the acetylene valve. After the hoses are purged, the combustible mixture is ignited. It is unacceptable to operate the burner with contaminated channels, as this can lead to popping and backfire.
It is strictly unacceptable to handle the burner with oily hands, as the oil in this case can become a detonator. When a backfire occurs, the valves on the cutter, cylinders and mash immediately close.
Fire spreads through the hoses slowly enough that immediate action can prevent an explosion. But in order to prevent kickbacks during welding, you need to ensure that situations such as:
- A sharp decrease in oxygen pressure when it runs out in the cylinder , or freezing of the reducer or clogging of the injector.
- Approaching a working mouthpiece to an object that reduces the speed of gas flow.
- Overheating of the cutter's mouthpiece and tubes.
- Clogged mouthpiece (reduced flow area and decreased flow rate).
When operating the generator, loading carbide into wet containers, exceeding the pressure by a greater amount than indicated in the passport, or using faulty loading devices is not allowed.
When working, you need to ensure that gas does not leak from taps and plugs. A soap solution can be used for this.
Welding of containers and pipelines that are under pressure is prohibited. Welding of containers and pipelines is carried out only after they have been completely cleaned, washed and steamed.
During technical breaks, the valves on the burner must be tightly closed, and during a long break, the cylinders must also be closed.
Features of welding non-standard products
Non-standard metal structures are products that are manufactured individually according to a pre-agreed sketch. These can be shelving for warehouses, suspended ceiling elements of unusual design, advertising billboards, frames and decorative elements for stairs, ramps, podiums, metal products for landscape design and interior design. The welding process is part of the formation and processing of products of this type. But before making complex connections between elements by welding, the master and the customer first prepare a sketch of the future structure and make accurate calculations. And then, strictly according to the drawing, specialists weld and connect the elements of the product. The peculiarity of this process is that the work is performed not only mechanically, but also creatively.
Rules for completing gas welding work
Extinguishing the burner should occur in the following sequence:
- The acetylene valve closes.
- The oxygen valve is closed.
- Close the valve on the oxygen cylinder.
- The gearbox is removed.
- The retort is unloaded on the generator (it is not allowed to be opened until the carbide has completely cooled down).
- The generator is cleaned and the housing is washed with water . For cleaning, use a scraper (brass or aluminum) or a hair brush.
- in which the generator was located is ventilated
Only after completing all the above steps can the work be considered completed.
Thus, gas welding is a particularly dangerous job. This welding method involves the use of explosive gases such as acetylene and oxygen. Compliance with safety regulations allows you to protect the welder’s work. Safety requirements apply to the room in which welding work will be performed, the welder’s clothing, the work process and the equipment used.