Новый 2021 год принес много сюрпризов специалистам по охране труда. Так, разом отменили порядка сорока не таких уж и старых правил по охране труда. С 1 января 2021 года вступили в силу новые правила по охране труда при выполнении электросварочных и газосварочных работ, утвержденные приказом Минтруда России от 11.12.2020 года № 884н. Они будут действовать пять лет — до 31 декабря 2025 года.
Навигация по статье
- Новое в правилах по охране труда при выполнении электросварочных и газосварочных работ: 14 изменений
- Что учесть специалисту по охране труда в работе по новым правилам
Техника безопасности при газовой сварке: общие сведения
Техника безопасности при выполнении газовой сварки распространяется:
- На поведение специалиста, ответственного за сварочные работы.
- На организацию рабочего пространства для выполнения работ.
- На используемое оборудование.
- На окончание газосварочных работ.
Основными источниками опасности при газовой резке и сварке могут быть:
- Взрывы кислородных баллонов при их открытии, если на штуцере баллона или редукторе есть масло.
- Неосторожное обращение с горелкой газосварочного аппарата может стать причиной возгорания одежды сварщика или его волос, возникновения пожара в помещении.
- Ожог глаз, если сварщик не использовал светофильтры.
- Взрыв ацетиленового генератора от обратного удара пламени, если не сработал водяной затвор.
- Отравление вредными газами при недостаточно хорошей работе вентиляции (при проведении работ в закрытом помещении).
Перед началом сварочных работ все рабочие обязательно проходят инструктаж по технике безопасности и расписываются о его прохождении в специальном журнале.
Сварка армированных каркасов
Арматурные каркасы используются в строительстве и являются частью фундамента. Поэтому должны быть самым прочным элементом. Сварку часто применяют как способ изготовления каркасов на основе арматуры. Сварочное соединение в данном случае считается самым надёжным, так как изделие получается практически неразрушимым – сварочные швы арматурного каркаса даже с помощью спецтехники разорвать сложно. Для сваривания элементов каркаса используют несколько разных видов сварки – электродуговую, точечную, стыковочную, продольными швами и ванную сварку. Специалисты могут использовать или один из этих способов, в зависимости от ситуации, или применить комбо из нескольких для создания особо прочной и надежной конструкции.
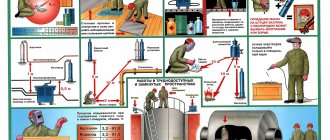
Требования к помещению для газосварочных работ
Сварочные работы, предполагающие использование горючих и взрывоопасных газов, проводятся в специально предназначенном для этих целей помещении. Они должны полностью отвечать рабочему процессу.
Рабочее место не должно быть менее 4 кв. м. Это значение не распространяется на размещение сварочного оборудования. Между сварочными постами должен быть проход с шириной как минимум метр.
Высота помещения для выполнения работ не должна быть менее 3 метров, при этом не должно быть выступов над рабочим местом. Помещение должно хорошо освещаться и отапливаться: уровень освещения не может быть менее 80 лк. Также помещение должно иметь хорошую вентиляцию и объем от 300 куб. м.
В процессе выполнения газопламенных работ в отсеках, ямах и резервуарах, в которых допускаются скопления вредных отравляющих газов, должны работать приточно-вытяжные мероприятия.
Перед тем как приступить к сварке в закрытом помещении, нужно проветрить помещение, чтобы удалить скопление газов.
Рабочее место сварщика всегда должно содержаться в чистоте, а работоспособность инструментов подлежит регулярной проверке.
На сварочном посту недопустимо наличие дерева, которое предварительно не было обработано спецсоставом, тряпок, пластиковых и иных легковоспламеняющихся предметов. Рядом с рабочим местом сварщика не может быть сосудов с горючим.
В месте проведения газосварочных работ обязательно присутствуют средства пожаротушения. Нужно соблюдать и прочие правила пожарной безопасности. Ацетилен допускается тушить только сухим песком, тушение водой недопустимо.
Не допускается устанавливать газосварочное оборудование в помещениях с высокой температурой (например, в кузнях, котельных).
Если сварочные работы производятся в помещении, в котором работают другие люди, то по периметру выставляется защита.
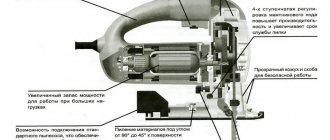
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Требования безопасности к оборудованию
Перед выполнением работ проверяется оборудование:
- Прочность присоединения шлангов к горелке и редукторам.
- Герметичность соединений.
- Целостность шлангов.
- Исправность редуктора.
- Состояние горелки.
- Уровень воды в затворе и плотность соединения.
- Исправность манометров.
Баллоны
Генератор вместе с баллоном устанавливается вне помещения, а газ к месту выполнения сварочных работ передается по шлангам. Его запрещено ставить рядом с вентиляторами и воздухозаборниками.
Возле генератора нужно вывесить таблицу «Огнеопасно». На ацетиленовый баллон наносится надпись «Ацетилен» красного цвета, баллон с кислородом, а также редуктор окрашиваются голубой краской.
После снятия металлического колпака с баллонов проверяются штуцер и вентиль на предмет их исправности и механических повреждений. В случае если колпак снять не удается, то его категорически недопустимо откручивать с использованием ударных инструментов (молотка и зубила).
Перед подключением редуктора нужно осмотреть штуцер и гайку на предмет их повреждений, убедиться в исправности резьбы, отсутствии жира и масла. Штуцер продувается через открытие вентиля на ¼ оборота на короткое время.
При открытии вентиля нужно соблюдать осторожность для недопущения попадания струи на людей.
Недопустимо использовать редуктор, который имеет поврежденную резьбу или у которого неисправны манометры (с таким приравниваются манометры с просроченными сроками эксплуатации и те, которые не прошли проверку).
Категорически недопустим ремонт вентилей самостоятельно. Для этого существуют специальные станции и службы, проводящие ремонт и замену.
Баллоны должны быть установлены вертикально или на специальных стойках, к которым они крепятся хомутами и цепями. Баллон не допускается подносить ближе метра к отоплению или источнику открытого огня.
Шланги и баллоны не должны соприкасаться с токопроводящими проводами. Баллон и генератор должны разделяться как минимум пятью метрами.
Шланги
Стандартная длина шлангов для выполнения газосварочных работ бывает в пределах 20 м. Но если производятся монтажные работы, то можно пользоваться шлангами с длиной до 40 м.
Не разрешено крепление к шлангам тройников, вилок и других приспособлений для питания нескольких горелок. Шланги не должны иметь дефектов соединения, а к состыковке допускаются шланги с длиной не более 3 м.
Шланги плотно закрепляются на ниппелях редуктора и горелки с помощью хомутов и проволоки. Запрещено менять местами кислородные шланги и те, которые предназначены для подачи ацетилена.
Не допускается перегиб шлангов в процессе их укладки и хранения. На них не должно быть масляных следов.
Во время выполнения сварочных работ шланги подвешивают, чтобы не допустить их повреждения.
Генераторы
Сварщику необходимо следить, чтобы водяной затвор генератора был наполнен водой. Показатель наполненности до нужного уровня нужно периодически подвергать путем открытия контрольного крана затвора.
Минимальное расстояние генератора от места газовой сварки и источника огня составляет 10 м. Если шланг загорелся, нужно незамедлительно перегнуть его со стороны редуктора и перекрыть вентили.
Эксплуатацию генератора допускается проводить только лицом, которое обладает допуском и соответствующей квалификацией. Также должны соблюдаться такие условия:
- Одноразовая загрузка карбидом не может быть более 4 кг.
- Максимально допускается применение 2 горелок при наличии водяного затвора для каждой.
- Мощность горелок не должна превышать 2000 л/час.
Ацетиленовый генератор должен быть установлен таким образом, чтобы избежать падения, толчков и ударов. Затвор должен находиться в вертикальном положении и быть исправным.
Использование генераторов без водяного затвора категорически запрещено. При использовании генераторов на улице или в помещении при отрицательной температуре нужно не допускать замерзания воды.
Если аппаратура при выполнении работ замерзла, то их нужно отогреть в теплом помещении или паром. Не допускается отогрев открытыми источниками огня.
Использование карбида с меньшей грануляцией, чем это указано в техническом паспорте, строго не допускается, так как это может привести к избыточному выбросу газа. Перед загрузкой нужно отсеять и удалить мелкие фракции и карбидную пыль. Карбид допускается загружать только в корзину.
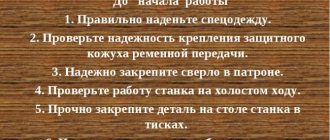
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как сделать беседку на металлическом каркасе читайте в этой статье, а тут описано строительство сарая на металлическом каркасе.
Техника безопасности в процессе газосварочных работ
Отдельные требования касаются одежды сварщика. Выполнять газовую сварку можно только в спецодежде, которая была сшита из спецматериалов, имеющих огнестойкую пропитку. Перед началом работ одежда проверяется на отсутствие прожженных и рваных мест.
Газосварочные работы могут выполнять исключительно совершеннолетние граждане, которые предварительно прошли обучение (теоретическое и практическое). В процессе выполнения работ сварщик должен находиться в средствах индивидуальной защиты: робе, маске и рукавицах.
Роба и рукавицы предохраняют не только от расплавленного металла, но также от излучения (теплового или ультрафиолетового). Сварочная маска может защитить глаза рабочего от УФ-излучения, ИК-света, брызг металла.
Сварщики должны пользоваться светофильтрами в процессе выполнения работ. Если производится резка и сварка, а также другие процессы газопламенной обработки, то сварщикам предстоит работа в защитных очках со стеклами Г1, 2, 3 (уровень отличается степенью затемнения, где 3 является наиболее темным), а вспомогательный персонал – стеклами В-1, 2, 3.
На сварочном посту недопустимо курить. Осмотр рабочего места стоит производить не только перед началом работ, но и в процессе сваривания. Нужно отслеживать, чтобы рядом с местом сварочных работ не выполнялись иные работы: например, по обезжириванию и окрашиванию.
Перед тем как зажигать горелку, нужно приоткрыть вентиль кислорода, а затем – ацетилена. После продувки шлангов зажигается горючая смесь. Недопустима работа горелкой с загрязненными каналами, так как это может привести к хлопкам и обратным ударам.
Строго недопустимо брать горелку замасленными руками, так как масло в данном случае может стать детонатором. При возникновении обратного удара пламени сразу перекрываются вентили на резаке, баллонах и заторе.
Огонь распространяется по шлангам достаточно медленно, поэтому при незамедлительных действиях можно избежать взрыва. Но для того чтобы не допускать обратных ударов при сварке, нужно следить, чтобы не возникали такие ситуации, как:
- Резкое снижение давления кислорода, когда он заканчивается в баллоне, либо замерзание редуктора или засорение инжектора.
- Приближение работающего мундштука к предмету, который уменьшает скорость течения газа.
- Перегрев мундштука и труб резака.
- Засорение мундштука (уменьшение проходного сечения и падение скорости истечения).
При эксплуатации генератора не допускается загрузка карбида в мокрую тару, превышение давления на большую величину, чем это указано в паспорте, или использование неисправных загрузочных устройств.
При работе нужно следить за недопущением утечки газа из кранов и пробок. Для этого может использоваться мыльный раствор.
Недопустимо проведение сварки емкостей и трубопроводов, которые находятся под давлением. Сварка емкостей и трубопроводов осуществляется только после их полной очистки, промывки и пропарки.
Вентили на горелке при технических перерывах должны быть плотно закрыты, а при длительном перерыве перекрываются и баллоны.
Особенности сварки нестандартных изделий
Нестандартными металлическими конструкциями называют изделия, которые изготавливаются индивидуально по заранее согласованному эскизу. Это могут быть стеллажи для складских помещений, элементы подвесного потолка необычной конструкции, рекламные щиты, каркасы и элементы декора лестниц, пандусов, подиумов, изделия из металла для ландшафтного дизайна и интерьера. Сварочный процесс является частью формирования и обработки изделий такого типа. Но прежде, чем выполнять сложные соединения элементов между собой путем приваривания, мастер и заказчик сначала подготавливают эскиз будущей конструкции, делаются точные расчеты. А потом строго по чертежу специалисты варят и соединяют элементы изделия. Особенность такого процесса заключается в том, что работа выполняется не только механическая, но и творческая.
Правила окончания газосварочных работ
Тушение горелки должно происходить в следующей последовательности:
- Закрывается вентиль ацетилена.
- Перекрывается вентиль кислорода.
- Закрывается вентиль на кислородном баллоне.
- Снимается редуктор.
- На генераторе разгружается реторта (ее не допускается открывать, пока карбид полностью не остыл).
- Очищается генератор и промывается корпус водой. Для очистки применяется скребок (латунный или алюминиевый) или волосяная щетка.
- Проветривается помещение, в котором располагался генератор.
Только после выполнения всех указанных выше действий работу можно считать завершенной.
Таким образом, газовая сварка относится к особо опасным работам. Этот метод сваривания предполагает использование таких взрывоопасных газов, как ацетилен и кислород. Соблюдение техники безопасности позволяет обезопасить работу сварщика. Требования безопасности распространяются на помещение, в котором будут выполняться сварочные работы, одежду сварщика, процесс выполнения работ и используемое оборудование.