Any work performed with an open flame is especially dangerous, and gas welding is no exception. In addition, this welding method has another danger factor, since the work uses acetylene and oxygen - gases that are classified as explosive.
Safety precautions for gas welding include a set of rules, the implementation of which can significantly protect the work of a gas welder. These rules concern both the behavior of the welder during work and the organization of the workspace, tools and equipment used.
Harmful production factors
The main sources of danger during gas welding and cutting can be:
- explosions of acetylene generators from the backlash of the flame if the water seal does not work (you need to ensure that the water seal is always filled with water to the proper level, and periodically check it by opening the control valve of the seal);
- explosions of oxygen cylinders at the moment of their opening, if there is oil on the cylinder fitting or on the reducer valve;
- careless handling of the burner flame; the flame can cause hair and clothing to catch fire, a welder’s burn, and a fire in the room;
- eye burns if welders do not use light filters (when cutting, welding and other gas-flame processing processes, welders must work in safety glasses with glasses G-1, G-2 and G-3, and auxiliary workers - with glasses V-1, V-2 and V-3, where glasses G-3 and V-3 are the darkest);
- poisoning by accumulated harmful gases in the absence of exchange ventilation in the room. When performing gas-flame work inside compartments, pits and tanks where accumulation of harmful gases is possible, supply and exhaust fans must operate.
OCCUPATIONAL SAFETY REQUIREMENTS IN EMERGENCIES
4.1. When the carbon dioxide fire extinguishing system is activated in the premises of the enterprise (when the sound and light signals are turned on), all persons must immediately leave these premises. 4.2. In all cases of detection of a fire or its signs (smoke, burning smell), damage to technical equipment or other danger, the electric and gas welder must immediately report to the foreman (foreman) and leave the danger zone. 4.3. If the lighting suddenly turns off, you must wait until it turns on. It is dangerous to move in unlit areas of the enterprise. 4.4. In case of ignition of flammable substances, it is necessary to use a fire extinguisher, sand, earth, or cover the fire with a tarpaulin or felt. It is prohibited to pour water on burning fuel or electrical equipment that has not been switched off. 4.5. If you detect the slightest signs of poisoning or irritation of the skin, mucous membranes of the eyes and upper respiratory tract, you must immediately stop work, inform the foreman (foreman) and go to the first aid station.
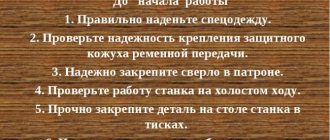
Preparatory activities before starting work
Attention! Gas welding work can only be performed by adults who are proficient in gas welding technology, i.e. have undergone special theoretical and practical training
The welder must follow safety rules when performing work and wear personal protective equipment: overalls, gloves and a mask. Robes and mittens (gaiters) protect not only from splashes of molten metal, but also from thermal and ultraviolet radiation. The welding mask protects the eyes from retinal burns, which lead to loss of vision. It also protects the face and neck from ultraviolet radiation, infrared light and metal splashes.
Fire extinguishing means must be present during welding work. It is prohibited to use steel tools to service gas generators as they may cause a spark. For this, a safe non-sparking tool (copper-plated) is used.
We recommend! Safety requirements for welding work
Before starting welding in enclosed spaces, containers and reservoirs, it is necessary to ventilate to remove the accumulation of gases.
Before starting welding, you need to check the equipment:
- strength and tightness of connecting hoses to gearboxes and burner;
- the integrity of the hoses, the condition of the burner and the serviceability of the gearbox;
- connection density and water level in the seal;
- serviceability of pressure gauges.
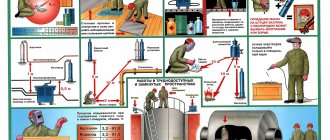
The preparation and operation of the generator must be carried out by an authorized and qualified person. The following conditions must be met:
- maximum one-time loading of carbide is no more than 4 kg;
- a maximum of 2 burners can be used if there is a separate water seal for each;
- the total power of the burners should not be more than 2000 l/h;
- the room where the work is carried out must be ventilated and have a volume of at least 300 m3;
- the generator with acetylene must be located no closer than 10 m from open sources of fire and the welding site;
- It is strictly prohibited to install a portable generator in boiler rooms, forges and rooms with elevated temperatures.
The generator and cylinder are installed outdoors, and gas is supplied to the welding site through hoses. Do not install the generator near fans or air intakes. Warning signs must be posted near the installed generator: “Flammable”, etc. Cylinders and generators must be painted a certain color, the oxygen cylinder and reducer must be painted blue, the acetylene generator or cylinder must be painted white. Additionally, the acetylene cylinder must have a red inscription “Acetylene”.
GENERAL OCCUPATIONAL SAFETY REQUIREMENTS
1.1. The labor protection requirements set out in these instructions apply to persons performing the work of an electric and gas welder and combining other professions with the profession of an electric and gas welder. 1.2. Persons aged at least 18 years, who have undergone preliminary and periodic medical examinations, appropriate training, instruction, testing of knowledge of safety requirements and who have a qualification certificate for the right to carry out these works are allowed to independently perform electric welding and gas welding work. Electric welders, in addition, must have a qualification group for electrical safety of at least II. 1.3. Women are not allowed to weld inside confined and hard-to-reach spaces, to perform manual arc welding and to weld during steeplejack work. 1.4. When performing work, an electric gas welder may come into contact with dangerous and harmful production factors. A HAZARDOUS production factor is a factor, the impact of which on a worker under certain conditions can lead to injury or a sudden deterioration in health, HARMFUL - to a decrease in performance or illness. Dangerous and harmful production factors include: harmful chemicals, dust, noise, vibration, electromagnetic fields, biological factors, adverse weather conditions, indoor microclimate, etc. 1.5. An electric gas welder must be aware of possible contact with harmful and dangerous production factors: when working on a ship, in a dock, in a workshop - adverse weather conditions, noise, harmful substances generated during welding work, the possibility of falling from a height. 1.6. When performing work, in accordance with the type of dangerous and harmful production factors, the electric and gas welder is obliged to use personal protective equipment (working clothing, safety shoes and safety devices: goggles, protective mask, respirator, etc.), as well as electrical protective equipment (dielectric gloves, boots, mats etc.) with mandatory compliance with personal hygiene rules. Overalls must be clean, in good condition, fastened with all buttons, safety shoes must be laced. When on ships, docks, or piers, wearing a protective helmet with a fastened chin strap is mandatory. 1.7. When performing assigned work, the electric and gas welder must not leave his workplace without the permission of the foreman (foreman) or take part in the production of work not assigned to him. Smoking and eating are not allowed during work. 1.8. Equipment (gas generator, gas cylinders, burners) - as a result of improper operation or malfunction, an explosion can occur with serious consequences. 1.9. Ultraviolet rays generated during electric welding cause burns to the face, hands and lead to inflammation of the eyes. Visible rays act on the retina and choroid of the eyes, and infrared rays act on the lens and cornea of the eye. 1.10. Infrared radiation has a harmful effect on the lens and cornea of the eye. 1.11. Gases: - acetylene - a colorless gas with a sharp characteristic odor. Prolonged inhalation of acetylene can lead to dizziness and even poisoning. A mixture of acetylene with oxygen and air is explosive; - propane - butane - methane mixture - colorless gas with a faint odor, explosive, and in high concentrations can cause poisoning. 1.12. The temperature of the electric arc reaches 4000°C, while the parts being welded heat up significantly and touching them causes a burn. A hot part is no different in appearance from a cold part and therefore is not perceived as a source of danger. In addition, during electric welding, drops of liquid metal are splashed, which, if they get on the body, cause burns. 1.13. Along with the requirements of these Instructions, the electric and gas welder must comply with: - the requirements set out in the tariff and qualification characteristics for the level of theoretical and practical knowledge of a worker with appropriate qualifications; — technological process of the work performed; — rules for the technical operation of equipment, devices, tools with which it works or which it services; — internal labor regulations. 1.14. The electric and gas welder must immediately inform the foreman (foreman) about all noticed malfunctions of equipment and devices. 1.15. When performing manual auxiliary operations, men are allowed to carry a load of up to 20 kg, women - up to 10 kg. In other cases, the cargo must be moved using mechanisms and devices. 1.16. An electric and gas welder must know the Rules for providing first medical (pre-hospital) aid in case of accidents and be able to provide it. 1.17. In case of accidents, it is necessary to provide first aid to the victim, call a doctor and report the incident to the foreman (foreman) or the head of the site, if possible maintaining the situation at the scene of the incident for investigation. 1.18. The requirements of the Labor Safety Instructions are mandatory for the employee. For failure to comply with this instruction, those responsible will be held accountable in accordance with the legislation of the Russian Federation.
Safety requirements for equipment
Hoses
The standard length of hoses should be no more than 20 m, but for installation work it is allowed to use hoses up to 40 m long. It is prohibited to connect tees, plugs and other devices to the hoses to power several burners. The hoses used must not have any defects. It is allowed to join hoses up to 3 m long. The hoses must be tightly secured to the nipples of the reducer and burner using tie wire or clamps.
Do not interchange oxygen hoses with acetylene hoses. Do not bend or flatten hoses when laying or storing them. Under no circumstances should there be any traces of oil on the hoses, as this will lead to oxygen detonation.
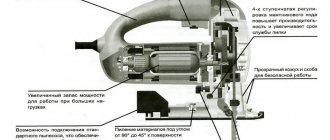
Generators
The acetylene generator must be installed in such a way as to avoid falls, shocks and shocks. The water seal must be in a vertical position and in good working order. Using generators without a water seal is strictly prohibited.
When using generators outdoors or indoors at temperatures below 0°C, it is necessary to prevent water from freezing. If the equipment is frozen: a generator, a water seal or a hose, it is necessary to warm them up in a warm room. It should not be heated by open fire sources and should not be located closer than 10 m to the fire source. It is recommended to warm up with hot water (steam).
We recommend! Sample of correct filling out of the welding work log
It is strictly prohibited to use carbide of smaller granulation than specified in the generator data sheet, as excessive gas emissions may occur. Before loading, it is necessary to screen and remove fine fractions and carbide dust. Carbide may only be loaded into the basket and under no circumstances should it be loaded into the retort.
Cylinders
After removing the metal cap from the cylinders, you must immediately check the fitting and valve for serviceability or mechanical damage. If the cap cannot be removed, then it is strictly forbidden to unscrew it using an impact tool (hammer, chisel), this can lead to a spark and detonation.
Before connecting the gearbox, you should inspect the fitting and nut for damage, make sure that the threads are in good condition and that there is no oil or grease. Before connecting, the fitting must be purged by opening the valve a quarter turn for a short time. When opening the valve, you need to be careful so that the stream does not hit people. It is prohibited to use a gearbox with damaged threads or faulty pressure gauges (pressure gauges that have expired and have not been tested).
It is strictly forbidden to repair or disassemble cylinder valves yourself; for this there are special services and stations that carry out repairs and replacements.
The cylinders are installed either vertically or on special racks, to which they are firmly attached with clamps and chains, protecting them from falling. Cylinders should not be brought closer than one meter to heating devices and closer than 5 meters to a source of open fire, especially welding. Cylinders and hoses must not come into contact with live wires.
TB during work
During operation, the cylinder and the generator must be separated by a distance of at least 5 meters. Hoses must be suspended during operation to avoid damage. If gas welding is carried out in a room where other people are working, then protection should be placed around the perimeter. Before igniting the burner, the oxygen valve is opened slightly, then the acetylene valve, and after purging the hoses, the combustible mixture is ignited. Do not operate the burner with contaminated channels; this will lead to popping noises and backfires.
It is strictly forbidden to touch the torch or gearbox with oily hands and completely avoid contact of the welding equipment with oil, as it can provoke detonation. If a backfire occurs, you must immediately close the valves on the cutter, cylinders and water seal. The rate at which fire spreads through the hoses is low, and if this is done instantly, an explosion can be avoided.
We recommend! Treating eye burns from welding at home
To avoid kickback during welding, the following must not be allowed:
- a sharp decrease in oxygen pressure, which occurs when the oxygen in the cylinder runs out, the reducer freezes, the injector becomes clogged, etc.;
- bring the working mouthpiece closer to the object (reduces the rate of gas flow);
- excessive heating of the mouthpiece and cutter pipes;
- clogging of the mouthpiece (the flow area decreases and the gas flow rate drops sharply).
If the working torch overheats, then welding work should be stopped and cooled in a vessel with water. Do not empty the acetylene generator until it is completely empty, as this may lead to backfire.
While operating the generator, it is prohibited to:
- load carbide into wet containers;
- exceed the pressure more than indicated in the passport;
- turn off the regulator (in those models where it is);
- use boot devices that are faulty.
During operation, you need to ensure that there are no gas leaks from taps or plugs; this can be determined using a soap solution.
Welding of containers and pipelines under pressure is prohibited. Welding of containers, pipelines containing flammable materials, acids is carried out only after complete cleaning, washing and steaming with open hatches and covers.
During a technical break, the valves on the burner are tightly closed, and during a long break, the valves on the cylinders are also closed. In summer, cylinders should be protected from direct sunlight.
Completion of work
Extinguishing the burner is carried out in the following sequence: close the acetylene valve then the oxygen valve. After completing the welding work, be sure to close the valve on the oxygen cylinder and remove the reducer. The retort on the generator must be unloaded. If the carbide has not cooled down, the retort cannot be opened until it cools completely.
Then you need to clean the generator and rinse the housing with water. For cleaning, you can use a brass, aluminum scraper or hair brush. After completing all work, it is necessary to thoroughly ventilate the room in which the generator was located.
You may also be interested in:
Contents of the fire safety passport of the facility The passport must contain objective characteristics of the facility and include a title page, a brief description of the passport, content, list of sources used and the following sections:
Responsible for ensuring fire safety in the organization It is difficult to overestimate the importance of fire safety in any organization, be it office or factory. Of course, the duty and responsibility for everything that happens in the organization primarily lies with the manager. However, the manager has much more important issues, such as ensuring the organization’s activities, financial security, production processes, taxes and much more... Thus, ensuring fire safety is relegated to the background.
Fire safety in cultural and entertainment institutions Regulatory acts in the field of fire safety of buildings and structures define cultural and mass institutions as public facilities, which are characterized by mass visits by people during certain periods.