Cast iron is a rather brittle metal due to its high carbon content. But if a welder breaks a vice in his garage or workshop, he won't throw it away. They can be restored by electric welding. Practitioners will share their experience and tell you how to weld a cast iron vice using electric welding. This can be done at home using a regular electrode and copper wire.
Preparation
Regardless of the welding method, cast iron must be thoroughly prepared for work.
In any case, all dirt and even lubricating oils of any kind are removed from the surface. Careful cutting of the edges will also be a mandatory requirement. If you plan to achieve increased strength, you need to install studs during cold welding. In hot mode, preheating is practiced, forming a specially designed “bath”. Even small cracks must be removed from the edges. Before installing the studs, the cutting is performed at an angle. In other cases this is not necessary. Steel studs should be 2-3 “gauges” (this is what the ratio of length and cross-section is called). The outer ends of the studs must be placed so that they can be welded to each other.
Recovery
After the repair has been completed, the vice must be restored. In order for the tool to take on the proper appearance, it needs to be lubricated and painted. Before lubricating the vice, the surface must be degreased. To do this, use acetone or any other solvent. For lubrication, ordinary lubricating oil is used. You can also use silicone grease or litol with grease. Since the device does not have components that operate under heavy loads, almost any product is suitable for lubrication.
To lubricate the tool, do the following:
- remove the movable legs;
- turn the handle, extend the foot and remove it;
- Clean the screw and the hole in the foot with a brush and degrease again;
- then apply lubricant to the screw in a moderate amount.
Next, you should assemble the vice and turn the handle. If the mechanism runs smoothly, then nothing else needs to be done. If the yews move slowly, then you can additionally lubricate the sliding legs with oil. After lubrication, the bench vise must be left for some time.
Also, during restoration, it is recommended to apply several coats of primer to the vice before painting. Using a primer hides any imperfections and holds the paint better.
Welding difficulties
Homemade mini welding at home
The structural features of cast iron determine a number of problems that arise when welding this material.
Due to the chemical composition of cast iron, when melted it becomes very fluid. This prevents the creation of a uniform seam, since the metal tends to flow out of the weld pool during prolonged heating.
Due to the low ductility of cast iron and low melting point compared to steel, cracking of the material is possible during rapid cooling after exposure to an electric arc.
The presence of a large amount of carbon, which is released when heated and interacts with oxygen contained in the air, contributes to the formation of large pores in the welding zone, causing the weld to be heterogeneous and have low resistance to bending load.
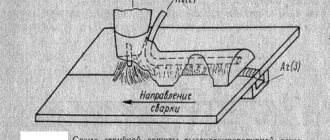
Knowing these features, you can organize welding work in such a way as to obtain a weld of satisfactory quality. To eliminate the effects of material fluidity, graphite plates are placed under the joint of the parts being welded, which prevent molten cast iron from leaking out during accidental burning.
The third problem can be solved by using welding in an inert gas environment. You can cook cast iron by electric welding using, for example, carbon dioxide, which displaces air from the weld pool. It is allowed to use a mixture of carbon dioxide and argon in a proportion of ¼.
Welding cast iron vices at home
Cast iron is a rather brittle metal due to its high carbon content. But if a welder breaks a vice in his garage or workshop, he won't throw it away. They can be restored by electric welding. Practitioners will share their experience and tell you how to weld a cast iron vice using electric welding. This can be done at home using a regular electrode and copper wire.
Features of the material
Tips for welding aluminum at home
Cast iron
This material is characterized by a number of properties that complicate the welding process, namely:
- formation of cracks and pores;
- formation of hardened structures due to processing;
- thin workpieces crumble due to overheating.
Depending on the composition, the material is divided into white and gray. The former are especially difficult to weld due to their fragility and hardness. Gray ones are much easier to work with. They are more amenable to processing.
Craftsmen who have significant experience and know how to weld cast iron are able to determine its weldability even from a cut. The finely dispersed structure of the metal is closer to gray. This means that it is easier to work with than with material that has large grains in its cross-section.
Prolonged exposure of the material to an oil or water environment makes it unsuitable for welding. In this regard, not every part can be prepared properly to obtain a high-quality connection.
Cast iron welding technology.
Due to the limited weldability of such metal, it is necessary to take into account the following main features:
this material is fluid, and therefore you can work with it only in the lower position; it is important to strictly observe temperature conditions, otherwise carbon can burn out and form pores; low ductility and incorrect thermal loads lead to the development of stresses; upon melting, oxides are formed with a melting point exceeding that of the base material.
One of the main difficulties that welders often encounter is the formation of cracks in the welding area during cooling of the product.
The indicated features of this material, as well as defects and shortcomings, can only cause difficulties if welding technology is not followed.
There are several methods for processing this metal. Hot welding of cast iron is often used; welding of cast iron with argon or, for example, with a semi-automatic machine can also be used.
Don’t forget about the need to choose the right electrodes for cast iron. Taking into account all the subtleties of working with such material, it is possible to achieve the best results.
What to paint with?
Products for painting bench vices can be like this.
- Hammer enamel. This type of painting leaves behind an attractive appearance of the instrument. But it is worth considering that the paint easily chips under mechanical stress.
- Epoxy paint. Reliable type of painting. It has no cons. A minor drawback is the small color palette of the presented assortment.
- Sadolin paint. Car paint. Before work, the surface should be well primed.
- Set for painting bathtubs. White epoxy two-component paint is suitable for bench vices.
Those parts that are not planned to be painted can be sealed with tape. Some craftsmen advise using soapy newspaper . It also adheres well to the surface. There is no need to paint the threads and those places where some parts move or are inserted. With further use, turning the handle will be quite problematic.
As you can see, it is quite possible to restore a mechanic’s tool at home. Of course, you should not bring the device to a deplorable state. But some recommendations will help restore even those instruments that have not been used for a long time and are covered with a coating of rust.
In case of obvious damage, it is recommended to completely disassemble the product and make a complete repair.
Also, when performing work, it is necessary to observe safety precautions . It is worth remembering that you should wear a mask and safety glasses when working with paints and sanding tools.
Restoration of a bench vice is presented in the video below.
Source
Technology
Installing buttons on clothes at home
Let's consider the technological features of welding cast iron with electrodes.
Preparation
When working with cast iron at home, it is the preparatory stage that you should pay maximum attention to. It depends on it whether defects will appear in the future. Cracks inside the metal are deep and have a very fine structure. They need to be cut as deeply as possible. The cutting practice is as follows:
- felling;
- grinding works;
- arc gouging;
- oxygen preparation;
- thermal cutting.
Regardless of the specific option, cracks are cut 5-6 mm wider than their boundaries. You need to come to the surface smoothly. The cutting depth of a through crack is 1-2 mm less than the thickness of the workpiece. If you are working with a blind crack, the cutting depth should be greater than its lowest point by the same 1-2 mm.
The cut cracks are drilled at the ends. If for some reason this is not possible, they are completely cut out and the ends are rounded. On the edges of thick parts, bevels are prepared at an angle of 45 degrees, while making sure that the edges themselves do not have sharp corners. It is necessary to clean the surface before starting work, otherwise no choice of modes will help.
Attention: if conventional mechanical and thermal cleaning methods do not help, you will have to use a gas burner
Process
Hot welding of cast iron is practiced mainly in industrial settings. At home it is almost impossible to warm it up to 600-650 degrees Celsius. Problems may also arise with ensuring fire safety.
Welding cast iron with an inverter with a consumable electrode is usually carried out in a cold mode. In this case, a tool containing copper or nickel is used. When using TsCh-4 with a diameter of 3 mm, you need to supply a current of 65-80 A. If an electrode with a cross-section of 4 mm is used, the current strength is increased to 90-120 A. Five-millimeter instruments are heated with a current of 130 to 150 A. For OZCh-2, these figures are respectively 90-110, 120-140 and 160-190 A.
Of course, there are a number of technological subtleties and nuances. A continuous seam can be made no more than 3-5 cm long. Breaks during work should be strictly avoided - they are done only in the most critical cases. Cook cast iron, unless otherwise indicated in a particular case, only with reverse polarity.
We should also talk about the processing of malleable cast iron. Its electric arc welding is possible in various ways, including using a variety of electrodes. Steel tools can only be used if additional annealing will be carried out later. Failure to do this procedure will cause excessive fragility of the seam and will greatly deteriorate the quality of the finished product. Therefore, it is much more practical to use brass or copper-nickel electrodes, which eliminate the problem of additional processing.
Welding tools with a copper rod with a cross-section from 3 to 6 mm have become quite widespread. The outside is wrapped with thin tin and additional coating is applied. Even copper tubes with iron cores are occasionally used. If you work correctly and carefully, you can form excellent seams with such electrodes. But you need to understand that there is a risk of pores forming, especially at the boundary of cast iron with deposited metal.
You need to cook cast iron using semi-automatic machines with the following grades of wire:
- Sv-08GS;
- Sv-08-G2S;
- Np-30GHSA.
Sometimes cored wire is also used. The current strength is always made less than when welding steel. In the heat-affected area the temperature should not rise above 80 degrees Celsius. After any pass, before the metal has time to cool, the roller is “forged.” Threaded studs can be staggered along the edges of the parts to be welded.
The following video presents a master class on welding cast iron with electrodes.
Welding technology
It is possible to properly weld cast iron parts at home, as shown in the video.
But for this it is important to comply with all the requirements for preparing the material and maintaining the seam. This includes:
- For thick plates, cut the edges at 45 degrees. This is done with a grinder or on a sharpening machine. If you have to work with a crack, then it is deepened with a thin abrasive disk and the ends of the defective area are drilled.
- For thin material (3 mm or less), a graphite base is placed. This will prevent molten metal from flowing out from the back side.
- The product is cleaned of debris and dust. After which it is heated with a blowtorch or other means.
- When the desired temperature is reached, the welding process begins. Except for cases of welding cracks or cavities, it is necessary to install tacks that secure the sides of the structure. The number of tacks should be 20% more than for similar work with low-carbon steels, due to their weak holding force due to the formation of cracks.
- The first seam is made quickly and without transverse vibrations with the electrode. If the length of the connection is more than 100 mm, then it is better to apply the seam in several passes from different sides (for example, 50 mm from each edge or the beginning of the previous seam). This will allow you to heat the product evenly and not overheat its individual parts.
- Thick plates require multi-pass welds. After the first layer, you can make oscillatory movements with the electrode to expand the boundaries of the seam and better bond the metals.
- Slag separation must be done after each pass. This will avoid lack of penetration and close the pores formed in the bottom seam.
- After completing the welding work, the product must be covered with dry sand and allowed to cool completely.
Welding cast iron with an inverter, or DC machines, is carried out quite successfully at home
To do this, it is important to choose special electrodes, set up the machine correctly, and conduct welding so as not to overheat individual areas. Due to the fluidity of cast iron, it is advisable to practice making a seam on a non-working similar material before the main work on the product
What welding methods are used for vices?
To restore the functionality of a cast iron vice, you can use the following welding methods:
- Hot. This is the most common method for obtaining a high-quality connection. Before welding parts, their surface is heated to +600-650°C using a gas or liquid fuel burner or in ovens. This helps to avoid overheating and tension at the welding site, as well as the formation of compounds with a high melting point. It is difficult to implement such technology at home. In addition to proper heating, you also need to know when you can start working, how to cool the workpieces and other nuances.
- Semi-hot. Identical to the previous method, but in this case the workpieces are heated to +300-350°C.
- Cold. Here, heating of parts is not provided, but there are a number of technological features; failure to comply with them will lead to a poor-quality and weak weld. This method is most often used to weld cast iron at home.
How to make electrodes for cast iron with your own hands
The cost of electrodes for welding cast iron is quite high, and today it is quite difficult to find high-quality consumables for working with cast iron and products made from it. Therefore, many experienced welders resort to one trick: they make cast iron electrodes themselves.
How to make electrodes for cast iron with your own hands from copper wire?
To make them, you will need copper wire up to 2 mm, and the most common electrodes for welding, for example, the same UONI, ANO-4 or UONI 13/45. The process of converting conventional electrodes for welding cast iron is very simple. To make electrodes for cast iron with your own hands, you will need to wind copper wire onto ordinary electrodes. Thus, using ordinary electrodes, it will be possible to cook cast iron.
An equally popular method of making electrodes using cast iron and using the following components:
- Liquid glass;
- Copper rods, up to 5 mm in diameter;
- Metal powder and crushed electrode coating.
The process of making homemade electrodes for welding cast iron using these components is as follows:
- Copper rods are cut to the required length, after which they are thoroughly cleaned with fine sandpaper and degreased;
- A previously prepared and carefully crushed electrode coating is taken and mixed with fine metal filings (proportions: one to one). Then approximately 30% liquid glass is added to the resulting mixture;
How to cook cast iron?
- Next, cut copper rods are taken and dipped several times into homemade electrode coating until their coating becomes approximately 2 mm thick;
- The electrodes are then dried;
- And before welding cast iron, homemade electrodes are always calcined in an electric oven. The temperature for calcining electrodes on cast iron is approximately 200 degrees plus.
As you can see, making electrodes for welding cast iron is not at all difficult. Thus, you will not only save on consumables for welding, but also achieve better quality of work.
Good luck to you! Subscribe to the channel MMA welding in Zen
, and stay updated with the latest news!
Do-it-yourself repair and restoration of bench vices
A bench vise is an indispensable tool for home and professional work. Over time, any tool can fail. Don't rush to buy a new device. You can repair the vice yourself. This article will discuss the causes and signs of failure, as well as how to restore the instrument.
Cold welding of cast iron with low-carbon electrodes
When welding cast iron parts with low-carbon electrodes without a protective coating, the welding quality is low. The chemical composition of the deposited metal is heterogeneous. The upper layers are similar in composition to carbon steel, and the lower layers, enriched with carbon, are similar to cast iron. During cold welding, heat is quickly transferred from the hot deposited metal to the cold parts being welded. This causes bleaching of the deposited metal and hardening of cast iron in the heat-affected zone. As a result, the hardness in these zones increases greatly.
When cold welding cast iron with low-carbon electrodes without a protective coating, the strength of the deposited metal is twice as strong as the strength of the cast iron itself. Therefore, when welding cast iron with such electrodes, the thickness of the deposited metal must be at least 50% of the thickness of the cast iron part being welded. This is necessary to ensure the strength of the welded joint.
Considering the large difference in the shrinkage of cast iron and steel, when using low-carbon electrodes, large volumes of deposited metal should not be allowed.
How difficult is it to cook cast iron at home?
Although this is not an easy process, you can join cast iron parts or weld cracks in them at home. The welder must know the technology for performing such work and be prepared for the following difficulties:
- the alloy has high fluidity, so welding work is best performed in the lower position of the workpieces;
- in the molten state, cast iron releases gases that enter the seam, causing its quality to deteriorate;
- if the temperature indicators are violated, the cast iron overheats, which causes pores to appear in it, and additional stresses to appear in the welds;
- When a joint heats/cools quickly or unevenly, cracks appear in it.
Methods for welding cast iron with instructions
The choice of technology depends on the thickness of the parts and operating conditions of the future metal structure.
Stud welding
The grain structure of the alloy does not always allow parts to be welded in a multilayer manner. In difficult cases, threaded studs are installed. They are mounted in a checkerboard pattern along the edges of the workpieces being joined.
When choosing the size of studs, consider the following recommendations:
- The diameter of the fastening element should be 30-40% of the thickness of the workpieces being connected. The maximum value is 1.2 cm.
- The pin is screwed in 1.5 times the diameter. However, the length of the screwed-in section should not exceed half the thickness of the parts being welded;
- The size of the protruding part should be 0.7-1.2 times the cross-section of the stud.
After placing the studs, several layers are welded along their perimeter.
Cold way
The method is used to eliminate minor damage to cast iron structures. When cold welding, no preliminary preparation is performed. The quality of the connection is lower than when using hot methods, so the technology is not used when repairing engines and other important structures. When connecting parts experiencing increased loads, reinforcing steel studs are used. They are welded from the outside and covered with a top seam.
When cold welding, the following conditions are observed:
- Minimize heating of the part by using thin steel electrodes. The slow increase in material temperature is facilitated by the use of direct current.
- The electrode is connected to the plus of the unit. This connection option is called reverse polarity.
- When deciding which electrodes to choose for welding gray cast iron using the cold method, preference is given to those that contain a minimal amount of carbon.
It is advisable to use rods containing nickel or copper alloy. These materials are considered expensive, so they are rarely used in domestic conditions.
In a gas environment
Gas is used to protect and heat the treated area. When welding cast iron, a propane-butane mixture or acetylene is often used. The electrode is replaced with a filler wire made of the same metal or nickel. To reduce the likelihood of oxidation, the rod is treated with flux. Sometimes the wire is heated by the reducing part of the burner.
To obtain a welded joint using the gas method, perform the following steps:
- Gradually heat up the welding area. The appropriate temperature is selected empirically.
- Once the desired temperature is achieved, a connection is formed. Gradually remove the burner, achieving slow cooling.
- Clean the welded joint from slag and grind it if necessary.
Arc welding with electrodes
This method is approved for use, but it is characterized by high cost and lack of advantages over other methods. Cast iron does not require careful protection from oxidation.
When arc welding with argon, the following rules are observed:
- prevent overheating of the treated areas;
- gradually increase the temperature of the weld pool;
- slowly cool the finished structure.
The welding process includes the following steps:
- fixing parts in the correct position using a vice or clamp;
- formation of a protective gas cloud (argon supply starts 15 seconds before arc initiation, stops 7 seconds after completion of work);
- setting up the machine (current strength and supply speed of consumables are selected taking into account the thickness of the workpieces being welded);
- suture placement (the electrode is guided in the direction of the connection);
- completion of welding by gradually reducing the arc power with a rheostat.
With argon-arc technology, a semi-automatic device with nickel wire or non-consumable electrodes is used.
Surfacing technique
In this case, special electrodes of the following types are used:
- MNC-2. Used in the formation of complex metal structures. Surfacing is carried out without heating.
- OZZHN-1. Rods are used to eliminate large defects.
- OZCH-2. Electrodes of this brand help to surfacing gray or ductile cast iron.
Gas surfacing is performed using the thermal energy released during the combustion of the acetylene mixture. Cast rods and fluxes are used as filler material.
Welding a vice with an inverter
Welding cast iron requires an average temperature, so you can work on such metal with electric welding in a garage or in the country. The most convenient way to do this is with an inverter.
Using consumable electrodes
To perform such work, consumable electrodes are used; they contain copper or nickel. It is necessary to make intermittent seams, but they should not be shorter than 3 cm, the working temperature is up to +80°C and the products must be allowed to cool. Welding is carried out with reverse polarity. The work is often done using a cold method.
This welding method is carried out in 2 ways:
- Using threaded studs. They are screwed into the edges of the parts that will be welded. To avoid overheating, these elements are arranged randomly. The size of the studs is affected by the thickness of the workpieces: diameter 0.3-0.4 of the thickness of the product, but not more than 12 mm; screw in to a depth of no more than 1.5 times the diameter of the stud and no more than half the thickness of the workpiece; the height of protrusion above the surface is 0.75-1.2 diameters. After installing these elements, they are scalded in a circle, fusing layer by layer of metal. Then fill the space between the studs.
- Using multilayer welding. The work is carried out after cutting the edges; there should be no sharp corners on them. Surfacing begins from the edges and moves towards the center. The first layer is the main one; at this stage it is especially important to follow the welding regime. The following layers are forged and not cooled; this does not apply to the first and facing layers.
The vice can be welded using consumable electrodes and an inverter.
With general purpose electrodes
If you are doing one-time work with cast iron, in order to save money and not buy special consumables, you can also work with general-purpose rods. They perform multilayer welding, the procedure is the same as described earlier, where rods coated with non-ferrous metals were used.
The use of steel consumables when welding cast iron parts does not allow creating a strong seam. To get a better result, the first layer is made with a special TsCh-4 electrode, and the next ones are made with a steel rod.
We recommend reading: How to work with cast iron using cold welding
When welding in this way, the weakest point is the heat-affected zone. Many cracks form in it and fragility increases.
As a result of such defects, delamination of the deposited metal occurs. This method cannot be used to create critical connections.
With cast iron coated electrodes
This option is suitable for performing work using the cold or semi-hot method. To improve the structure of the seam, it is recommended to slightly warm up the welding site.
Welding of vices is possible with cast iron coated electrodes.
Such rods are coated with a special coating. They are designed to correct defects in products made by cast iron casting. The most commonly used brands of electrodes are: OZB-2M, MNCh-1, OZCh-1. The work is performed with direct or alternating current. The calculation of its value is carried out in this way: 50-60 A are required per 1 mm of diameter.
Features of the material
Cast iron is a mixture of iron and carbon. There are several types of cast iron with impurities:
- Gray (1.9% - 2.5% silicon, 3.2% - 3.5% carbon, manganese, phosphorus and sulfur are also present) - plastic and viscous, processed by cutting, used in artistic casting;
- white (2.14% - 6.67% carbon) - brittle but hard, later melted down into steel;
- malleable (2.4% -3.0% carbon) – obtained from white cast iron by heating;
- high-strength (3.2% - 3.8% carbon) - obtained using the addition of magnesium, the properties of this material are close to the properties of carbon steels.
The difficulty of processing cast iron is as follows:
- microcracks and pores form on the surface, which affects the strength of the alloy;
- reddened formations appear;
- metal cutting tools quickly become dull;
- a thin layer of material crumbles under the influence of high temperature.
Gray cast iron is used for welding.
How to cook cast iron with an inverter
When welding cast iron at home you will have to face the following difficulties:
Cast iron has a strong fluidity - therefore it is best to cook cast iron in a lower spatial position; Reheating cast iron - here it is important to maintain a certain temperature, since reheating cast iron will lead to the formation of pores and excessive stress in the weld; The appearance of cracks in the weld seam occurs due to uneven cooling of the welded sections of the metal.
An important component for obtaining a high-quality weld is the preparation of cast iron before welding. Firstly, the product to be welded must be thoroughly cleaned of dust and dirt, and then degreased with a solvent
Then it is necessary to carry out the so-called cutting of edges. For these purposes, a grinder with a file is used. In the process of welding cast iron, it is necessary to provide for the removal of excess heat, using special heat-removing plates for this.
When welding cast iron with a copper-coated electrode, it is recommended to adhere to the following rules:
- The continuous weld should be short enough, no more than 5 cm in length. Otherwise, there is a risk of overheating the cast iron and thereby ruining the product made from it;
- During welding, it is worth taking frequent breaks, since this is the only way to prevent overheating of the metal;
- For welding cast iron, it is recommended to set the inverter to reverse polarity. This will also provide an additional opportunity to avoid overheating the cast iron.
There are two ways to weld cast iron products: with cutting edges and using studs. The first method involves multilayer welding of cast iron, before which the edges of the workpieces are ground off in a special way.
During the welding process, weld surfacing is carried out using electrodes, with mandatory hammering of the joints. Thus, several layers of welding are performed, which avoids overheating of the cast iron and damage to the product.
Signs and causes of failure
The main reason for the breakdown of a bench vice is the excessive force applied by the master when tightening the workpieces . The second reason may be the use of the tool for purposes other than its intended purpose . Detection of a breakdown occurs later, after several years or even more. As a rule, cast iron models of bench vices are subject to deformation.
Signs that the vice has broken:
- destruction of movable legs;
- nut failure in machine models;
- destruction of the anvil in cast iron fixtures;
- curvature of the fixing legs;
- screw play;
- the shaft is unscrewed when trying to open the workpiece;
- inability to release the workpiece;
- cut pin;
- poor fixation of workpieces.
Some defects in a bench vice can be detected immediately. Such minor damage includes cracks, chips, breaks or bending of individual parts.
After identifying signs of damage, the vice should be repaired . This can be done at home.
Properties of cast iron alloys
The carbon content in cast iron exceeds 2.14%. This is precisely the borderline state of transition of carbon into the form of austenite, that is, into a state where, at a concentration less than indicated above, it is dissolved in iron. This phenomenon is used in the manufacture of steels.
In cast iron, carbon is found in the form of tiny undissolved particles, which determine its hardness and wear resistance, as well as its immunity to aggressive environments.
There are several types of cast iron depending on the chemical composition - white, gray, high-strength and malleable.
White is practically impossible to process with cutting tools due to its hardness and brittleness. Ready-made cast iron parts are cast from it, which do not need to be processed.
Gray cast iron tolerates static loads very well and is wear-resistant, but does not work well in tension and resists impacts. This cast iron welds better than all others.
https://youtube.com/watch?v=Xoamtv9bsXs
Ductile iron, as the name suggests, is used in heavily loaded structures.
Malleable cast iron allows the creation of a hardened outer layer on the surface of parts, allowing this type of cast iron to withstand significant bending loads.
Preparing cast iron for processing
To create a high-quality and durable seam, it is important to carry out the preparatory work correctly.
- cleaning the surfaces to be welded from existing dirt and dust;
- degreasing cleaned surfaces with acetone or other solvent;
- preparation of linings for heat removal, they are used when connecting thin workpieces;
- cutting edges, it is performed before joining thin-walled parts, this is done with a file or using an angle grinder;
- processing of cracks, they are drilled along the edges and cut along the entire length or a crack is cut out and then its edges are rounded;
- The product is heated depending on the welding method (cold or hot).
To create a seam, you need to prepare the cast iron for processing.
Recommendations
To reduce the risk of new cracks during welding, you must:
- remove phosphorus and sulfur;
- achieve finer grain structures;
- weld metal with short seams at low current;
- switch from single-pass to multi-pass welding.
Help combat the appearance of pores:
- meticulous removal of rust and other contaminants;
- converting hydrogen into insoluble form;
- fixation of nitrogen in nitrides;
- reduction in cooling rates.
Among the various types of gas welding, the optimal solution is a combination of acetylene and oxygen. In this option, it is necessary to use cast iron filler rods that comply with GOST 2671-80. Fluxes help increase the wettability of edges with the melt. If you plan to perform mechanized welding, it is advisable to use wire with a high concentration of graphitizers. When defects in the welding process are discovered at the final stage, they will have to be eliminated additionally - by special soldering with fluxes based on borax and boric acid.
Welding cast iron is presented in the video below.
How to repair?
Before you repair the instrument yourself, you need to disassemble it and wash every part . If the device is covered with rust, it must be removed. To do this, you can use both a professional rust converter and home remedies. Vinegar or kerosene will help get rid of plaque. The product should be soaked in liquid and left for a while. Later you should go over the tool with a stiff brush. The vice should be polished until the original shine of the metal appears.
Welding methods
Methods for welding cast iron can be performed in different ways. It all depends on how the metal is prepared for the process itself. In general, there are only two welding methods - cold and hot.
Features of cold welding
The technology for cold welding cast iron is quite easy. It does not have any difficulties or special problems; the main thing is to first study its important features. You also need to know how to weld cast iron.
Welding of cast iron and steel is usually done using electrodes that are specifically designed for this type of welding process. If simple steel electrodes are used without heating, then metal appears in the weld area in the form of high-carbon steel with additional components that are part of cast iron - phosphorus, sulfur, manganese.
Cold welding of cast iron to metal has several important features that are worth paying attention to:
- it is carried out using electrodes with a small diameter, and the whole process is carried out at low current;
- cold welding of cast iron with an electrode can be carried out at home with a small amount of work, and also if it is not possible to heat the parts;
- cold welding can be carried out with steel electrodes, provided that no tensile load is placed on the seams. Copper-nickel electrodes, as well as those containing copper and iron, are ideal.
After welding, it is impossible to clean the seam, this is due to its high cracking. Cooling too quickly can cause white cast iron to appear in the area near the weld. As a result, the metal base will become quite hard, but very brittle.
Features of hot welding
Hot welding of cast iron is the most suitable welding method at home. During heating, the weld is obtained with good quality, because during this process there is no bleaching of the metal, as well as its hardening.
Hot welding of steel and cast iron can be divided into two subtypes - local (partial heating) and general (complete heating of the entire part). For heating, a special oven is usually used, in which the part is heated evenly from all sides.
In addition, there are several options for the degree of heating, which depend on the temperature indicator:
- hot heating, in which heating occurs at a temperature of 500 to 600 degrees Celsius;
- semi-hot heating at a temperature of 300 to 400 degrees Celsius;
- warm heating from 150 to 200 degrees Celsius.
Hot welding technology consists of heating the part to the required temperature, which is carried out before welding begins, and then slowly cools it after the process is completed.
When heating, the temperature should not be higher than 600-650 degrees Celsius, otherwise it may lead to a change in the structure of cast iron. It may become brittle and cracks and pores may form in the weld. Slow warming up at a speed of up to 150 degrees per hour must be observed.
The cooling process should also not be done too quickly. The best option would be to leave the part in the oven in which the heating was carried out. It will cool slowly.
Preparation
Cast iron must be carefully cleaned before welding. Even the slightest particles of dirt or films are unacceptable. Using solvents helps remove traces of oil. Coarse defects are removed with a grinding machine. The edges are expanded along the length with the same grinder.
But the metal must be cleaned extremely carefully. It is better to remove it layer by layer, spending more time rather than damaging the product. Cracks are welded by pre-drilling problem points. Otherwise, cracks will spread directly during welding.
Thin cast iron products must be cooked using graphite pads. If they are not there, the melt may leak out and burn through the metal completely. The welding wire is selected according to the welding method used. For the “cold” technique you need PP ANCH-1. For the semi-hot method, it is more correct to use PP ANCH-2, and for the hot method - PP ANCH-3.
Video about welding cast iron vices
You can weld cast iron products or repair damage that appears in them not only in a factory, but also at home.
If a home craftsman has experience in welding, then by choosing one of the existing methods, electrodes and work mode, he will be able to independently weld a vice or any other cast iron product firmly and efficiently. To make it easier to understand the technological process, you need to watch thematic videos, and then there should be no difficulties when performing such work.
Source