Чугун из-за высокого содержания углерода довольно хрупкий металл. Но если сварщик сломал тиски в своем гараже или мастерской, он не будет их выбрасывать. Их можно восстановить методом электросварки. Практики поделятся опытом, расскажут, как заваривать чугунные тиски электросваркой. Сделать это можно в домашних условиях, используя обычный электрод и медную проволоку.
Подготовка
Независимо от метода сварки, чугун требуется основательно подготавливать к работе. В любом случае убирают с поверхности всю грязь и даже смазочные масла любого рода. Обязательным требованием будет и тщательная разделка кромок. Если планируется добиться повышенной прочности, надо ставить шпильки при холодной сварке. В горячем режиме практикуется предварительный нагрев, формирование специально продуманной «ванны».
С кромок непременно убирают даже небольшие трещины. Перед установкой шпилек разделку выполняют под углом. В других случаях это не обязательно. Стальные шпильки должны быть на 2-3 «калибра» (так называют соотношение длины и сечения). Внешние наконечники шпилек должны ставиться так, чтобы их можно было приварить друг к другу.
Восстановление
После выполненного ремонта тиски нужно отреставрировать. Для того чтобы инструмент принял надлежащий вид, его нужно смазать и покрасить. Перед смазыванием тисков поверхность необходимо обезжирить. Для этого используют ацетон или любой другой растворитель. Для смазки используют обыкновенное смазочное масло. Также можно применить силиконовую смазку или литол с солидолом. Так как приспособление не имеет узлов, работающих при большой нагрузке, то для смазки подойдет практически любое средство.
Для смазки инструмента нужно сделать следующее:
- снять подвижные лапки;
- прокрутить рукоять, выдвинуть лапку и снять её;
- винт и отверстие лапки прочистить щеткой и еще раз обезжирить;
- затем следует нанести смазку на винт в умеренном количестве.
Далее следует собрать тиски и прокрутить ручку. Если механизм идет плавно, то больше ничего делать не нужно. Если же тисы ходят туго, то дополнительно можно смазать маслом раздвижные лапки. После смазывания слесарные тиски необходимо оставить на некоторое время.
Также во время реставрации рекомендуется наложить на тиски несколько слоев грунтовки перед покраской. Использование грунтовки скрывает все неровности и лучше держит краску
Трудности сваривания
Самодельная мини сварка в домашних условиях
Особенности строения чугуна определяют ряд проблем, возникающих при сварке этого материала.
Из-за химического состава чугуна, при плавлении он становится очень текучим. Это препятствует созданию однородного шва, так как металл при длительном нагревании стремится вытечь из сварочной ванны.
Ввиду малой пластичности чугуна и низкой по сравнению со сталью температурой плавления, возможны растрескивания материала при быстром остывании после воздействия электрической дуги.
Наличие большого количества углерода, который выделяется при нагревании и взаимодействует с кислородом, содержащимся в воздухе, способствует образованию больших пор в зоне сварки, отчего шов получается неоднородным и имеет малую сопротивляемость при нагрузке на изгиб.
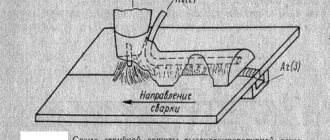
Зная эти особенности, можно организовать работу по сварке с таким расчетом, чтобы получить сварочный шов удовлетворительного качества. Чтобы устранить последствия текучести материала, под стык свариваемых деталей подкладывают графитовые пластины, которые препятствуют вытеканию расплавленного чугуна при случайном прожигании.
Третья проблема может быть решена применением сварки в среде инертных газов. Можно варить чугун электросваркой с использованием, например, углекислого газа, который вытесняет воздух из сварочной ванны. Допускается использовать смесь углекислого газа с аргоном в пропорции ¼.
Сварка чугунных тисков в домашних условиях
Чугун из-за высокого содержания углерода довольно хрупкий металл. Но если сварщик сломал тиски в своем гараже или мастерской, он не будет их выбрасывать. Их можно восстановить методом электросварки. Практики поделятся опытом, расскажут, как заваривать чугунные тиски электросваркой. Сделать это можно в домашних условиях, используя обычный электрод и медную проволоку.
Особенности материала
Советы по сварке алюминия в домашних условиях
Чугун
Данный материал характеризуется рядом свойств, затрудняющих процесс сваривания, а именно:
- формирование трещин и пор;
- образование каленых структур вследствие обработки;
- тонкие заготовки рассыпаются от перегрева.
В зависимости от состава, материал разделяется на белый и серый. Первые особенно трудно поддаются свариванию из-за своей хрупкости и твердости. С серыми работать значительно легче. Они более податливы обработке.
Мастера, имеющие значительный опыт работы и знающие, как сварить чугун, способны даже по разрезу определить его свариваемость. Мелкодисперсная структура металла является более приближенной к серому. Это значит, что работать с ней легче, чем с материалом имеющим в своем разрезе крупные зерна.
Длительное нахождение материала в масляной или водной среде делает его непригодным к сварке. В связи с этим не каждую деталь можно подготовить должным образом для получения качественного соединения.
Технология сварки чугуна.
В связи с ограниченной свариваемостью подобного металла необходимо принимать во внимание следующие его основные особенности:
данный материал – жидкотекучий, в связи с чем работать с ним можно только лишь в нижнем положении; важно строго соблюдать температурные режимы, иначе можно выпалить углерод и сформировать поры; низкая пластичность и неправильные термические нагрузки приводят к развитию напряжений; при расплавлении образуются окислы с температурой плавления, превышающей таковую для основного материала.
Одной из основный трудностей, с которыми часто сталкиваются сварщики – формирование трещин в области сварки во время охлаждения изделия.
Указанные особенности этого материала, а также дефекты и недостатки могут доставлять трудности только при несоблюдении технологии сварки.
Существует несколько методов, позволяющих обрабатывать данный металл. Достаточно часто используется горячая сварка чугуна, может также применяться сварка чугуна аргоном или же, например, полуавтоматом.
Не стоит забывать и про необходимость правильно выбирать электроды по чугуну. Учитывая все тонкости работы с подобным материалом возможно достичь наилучших результатов.
Чем покрасить?
Средства для покраски слесарных тисков могут быть такими.
- Молотковая эмаль. Данный вид покраски оставляет после себя привлекательный внешний вид инструмента. Но стоит учитывать, что при механическом воздействии краска легко скалывается.
- Эпоксидная краска. Надежный вид покраски. Минусов не имеет. Незначительным недостатком считается малая цветовая палитра представленного ассортимента.
- Краска Sadolin. Автомобильная краска. Перед работой следует хорошо прогрунтовать поверхность.
- Набор для покраски ванн. Для слесарных тисков подойдет белая эпоксидная двухкомпонентная краска.
Те детали, которые не планируется красить, можно заклеить скотчем. Некоторые мастера советуют использовать намыленную газету. Она тоже отлично приклеивается к поверхности. Не нужно красить резьбу и те места, где какие-то детали двигаются или вставляются. При дальнейшем использовании прокручивать рукоятку будет достаточно проблематично.
Как видим, восстановить слесарный инструмент вполне возможно в домашних условиях. Безусловно, не стоит доводить приспособление до плачевного состояния. Но некоторые рекомендации помогут отреставрировать даже те инструменты, которые долго не использовались и покрылись налетом ржавчины.
При явных поломках рекомендуется полностью разобрать изделие и произвести полный ремонт.
Также при выполнении работ необходимо соблюдать технику безопасности. Стоит помнить, что работать с лакокрасочными средствами и шлифовальным инструментом следует в маске и защитных очках.
Реставрация слесарных тисков представлена на видео далее.
Источник
Технология
Установка кнопок на одежду в домашних условиях
Рассмотрим технологические особенности сварки чугуна электродами.
Подготовка
При работе с чугуном в домашних условиях именно подготовительному этапу стоит уделить максимум внимания. От него зависит, не появятся ли дефекты в дальнейшем. Трещины внутри металла отличаются глубиной и весьма тонкой структурой. Их нужно разделывать как можно глубже. Практикуется разделка в варианте:
- вырубки;
- шлифовальных работ;
- дуговой строжки;
- кислородной подготовки;
- термической резки.
Независимо от конкретного варианта, разделывают трещины на 5-6 мм шире их границ. Выходить на поверхность нужно плавно. Глубина разделки сквозной трещины на 1-2 мм меньше, чем толщина обрабатываемого изделия. Если работают с глухой трещиной, глубина разделки должна быть больше ее нижней точки залегания на те же 1-2 мм.
Разделанные трещины засверливают на концах. Если это почему-либо невозможно, их полностью вырезают, а концы скругляют. На кромках толстых деталей готовят скосы под углом 45 градусов, при этом следят, чтобы сами кромки не имели острых углов. Обязательна очистка поверхности перед началом работы, иначе никакой выбор режимов не поможет
Внимание: если обычные механические и термические способы очистки не помогают, придется использовать газовую горелку
Процесс
Горячая сварка чугуна практикуется главным образом в промышленных условиях. Дома почти невозможно прогреть его до 600-650 градусов Цельсия. Проблемы могут возникнуть и с обеспечением пожарной безопасности.
Сварка чугуна инвертором с плавящимся электродом обычно производится в холодном режиме. В этом случае применяют инструмент с содержанием меди либо никеля. При использовании ЦЧ-4 диаметром 3 мм нужно подавать ток на 65-80 А. Если используется электрод сечением 4 мм, силу тока увеличивают до 90-120 А. Пятимиллиметровые инструменты прогревают током от 130 до 150 А. Для ОЗЧ-2 эти показатели составляют соответственно 90-110, 120-140 и 160-190 А.
Разумеется, есть еще целый ряд технологических тонкостей и нюансов. Непрерывный шов можно делать длиной не более 3-5 см. Категорически следует избегать перерывов при работе – их делают только в самых критических случаях. Варить чугун, если не указано другое в конкретном случае, надо только на обратной полярности.
Отдельно стоит рассказать про обработку ковкого чугуна. Его электродуговая сварка возможна различными способами, в том числе с использованием разнообразных электродов. Стальной инструмент можно применять только в том случае, когда потом будет проводиться дополнительный отжиг. Отказ от такой процедуры вызовет избыточную хрупкость шва и сильно ухудшит качество готового изделия. Гораздо практичнее поэтому использовать латунные либо медно-никелевые электроды, снимающие проблему дополнительной обработки.
Довольно широкое распространение получили сварочные инструменты с медным стержнем сечением от 3 до 6 мм. Снаружи используется оборачивание тонкой жестью и нанесение дополнительного покрытия. Периодически применяют даже медные трубки с сердечниками из железа. Если работать правильно и аккуратно, можно сформировать отличные швы такими электродами. Но надо понимать, что есть риск образования пор, особенно на границе чугуна с наплавленным металлом.
Варить чугун на полуавтоматах надо с проволокой марок:
- Св-08ГС;
- Св-08-Г2С;
- Нп-30ГХСА.
Иногда применяют также и порошковую проволоку. Силу тока всегда делают меньше, чем при сварке стали. В околошовной области температура не должна подниматься выше 80 градусов Цельсия. После любого прохода, пока металл не успел остыть, делают «проковку» валика. Шпильки с резьбой можно расставить в шахматном порядке по краям свариваемых деталей.
В следующем видео представлен мастер-класс по сварке чугуна электродами.
Технология сварки
Правильно сварить детали из чугуна в домашних условиях, как показано на видео, реально
Но для этого важно соблюсти все требования по подготовке материала и ведению шва. В это включается:
- В случае толстых пластин выполнить разделку кромок под 45 градусов. Это производится болгаркой или на точильном станке. Если работать предстоит с трещиной, то осуществляется ее углубление тонким абразивным диском, и просверливание концов дефектного участка.
- При тонком материале (3 мм и меньше) подкладывается графитовое основание. Это не даст вытекать расплавленному металлу с обратной стороны.
- Изделие очищается от мусора и пыли. После чего выполняется его разогрев паяльной лампой, или иными способами.
- Когда нужная температура достигнута, начинается сварочный процесс. Кроме случаев заварки трещин или раковин, требуется поставить прихватки, фиксирующие стороны конструкции. Количество прихваток должно быть на 20% больше, чем при аналогичной работе с малоуглеродистыми сталями, ввиду их слабой удерживающей силы из-за образования трещин.
- Первый шов ведется быстро и без поперечных колебаний электродом. Если длина соединения более 100 мм, то лучше наложить шов в несколько заходов с разных сторон (например, по 50 мм от каждого края или начала предыдущего шва). Это позволит равномерно прогреть изделие и не перекалить его отдельные части.
- При толстых пластинах требуются многопроходные швы. После первого слоя, можно делать колебательные движения электродом, для расширения границ шва и лучшей связки металлов.
- Отделение шлака необходимо производить после каждого прохода. Это позволит избежать непроваров и перекрыть поры, образовавшиеся в нижнем шве.
- После окончания сварочных работ изделие нужно засыпать сухим песком и дать полностью остыть.
Сваривание чугуна инвертором, или аппаратами на постоянном токе, проводится довольно успешно в домашних условиях
Для этого важно выбрать специальные электроды, правильно настроить аппарат, и вести сварку так, чтобы не перегревать отдельные участки. Ввиду текучести чугуна, желательно потренироваться в ведении шва на нерабочем аналогичном материале, перед основными работами на изделии
Какие методы сварки применяются для тисков
Для восстановления работоспособности чугунных тисков можно использовать такие методы сварки:
- Горячая. Это самый распространенный способ, позволяющий получать качественное соединение. Перед свариванием деталей их поверхность при помощи газовой или жидкотопливной горелки или в печах нагревают до +600-650°С. Это помогает избежать перекалки и напряженности в месте сварки, а также появления соединений, имеющих высокую температуру плавления. Дома реализовать такую технологию сложно. Кроме правильного нагрева, надо еще знать, когда можно начинать работу, как остудить заготовки и другие нюансы.
- Полугорячая. Идентична предыдущему методу, но в этом случае нагрев заготовок проводится до +300-350°С.
- Холодная. Здесь проведение нагрева деталей не предусмотрено, но есть ряд технологических особенностей, их несоблюдение приведет к получению некачественного и непрочного шва. Этим методом чаще всего сваривают чугун в домашних условиях.
Как сделать электроды по чугуну своими руками
Стоимость электродов для сварки чугуна достаточно высокая, да и найти сегодня качественные расходные материалы для работы с чугуном и изделиями из него, достаточно сложно. Поэтому многие опытные сварщики прибегают к одной хитрости, они делают электроды по чугуну самостоятельно.
Как сделать электроды по чугуны своими руками из медной проволоки?
Для их изготовления потребуется медная проволока до 2 мм, и самые обычные электроды для сварки, например, те же УОНИ, АНО-4 или УОНИ 13/45. Процесс переделки обычных электродов под сварку чугуна, очень прост. Чтобы сделать электроды по чугуну своими руками, необходимо будет накрутить медную проволоку на обычные электроды. Таким образом, обычными электродами, можно будет варить чугун.
Не менее популярный способ изготовления электродов по чугуну и с использованием следующих компонентов:
- Жидкое стекло;
- Медные прутики, диаметром до 5 мм;
- Металлический порошок и измельчённая электродная обмазка.
Процесс изготовления самодельных электродов для сварки чугуна с использование данных компонентов, выглядит следующим образом:
- Медные прутики нарезаются необходимой длины, после чего тщательно зачищаются мелкой наждачной бумагой и обезжириваются;
- Берётся ранее подготовленная и тщательно истолчённая электродная обмазка, которая смешивается с мелкими металлическими опилками (пропорции: один к одному). После в полученную смесь добавляется примерно 30% жидкого стекла;
Чем варить чугун?
- Далее берутся нарезанные медные прутики и опускаются несколько раз в самодельную обмазку для электродов, пока их покрытие не станет толщиной, приблизительно в 2 мм;
- Затем электроды высушиваются;
- И обязательно перед сваркой чугуна, самодельные электроды прокаливаются в электрической духовке. Температура прокалки электродов по чугуну составляет примерно 200 градусов с плюсом.
Как видно, сделать электроды для сварки чугуна совсем несложно. Таким образом, получится не только сэкономить на расходных материалах для сварки, но и добиться лучшего качества выполнения работ.
Удачи Вам! Подписывайтесь на канал ММА сварка в Дзене
, и оставайтесь в курсе последних новостей!
Ремонт и реставрация слесарных тисков своими руками
Слесарные тиски — незаменимый помощник для домашних и профессиональных работ. Со временем любой инструмент может выйти из строя. Не стоит спешить покупать новое приспособление. Тиски можно отремонтировать своими руками. В данной статье речь пойдет о причинах и признаках поломки, а также о том, как можно восстановить инструмент.
Холодная сварка чугуна низкоуглеродистыми электродами
При сваривании чугунных деталей низкоуглеродистыми электродами без защитного покрытия, качество сварки получается невысоким. Химический состав наплавленного металла получается неоднородный. Верхние слои по составу сходны с углеродистой сталью, а нижние, обогатившись углеродом, сходны с чугуном. При холодной сварке происходит быстрый отвод тепла от горячего наплавленного металла к холодным свариваемым деталям. Это становится причиной отбеливания наплавленного металла и закалку чугуна в зоне термического влияния. В результате этого твёрдость в этих зонах сильно увеличивается.
При холодной сварке чугуна низкоуглеродистыми электродами без защитного покрытия, прочность наплавленного металла в два раза превышает прочность самого чугуна. Поэтому, при сварке чугуна такими электродами, толщина наплавленного металла должна быть не менее, 50% от толщины свариваемой чугунной детали. Это необходимо для обеспечения прочности сварного соединения.
Учитывая большую разность, в усадке чугуна и стали, при использовании низкоуглеродистых электродов не следует допускать больших объёмов наплавленного металла.
Насколько сложно варить чугун в домашних условиях
Хотя это и непростой процесс, но соединять чугунные детали или заваривать в них трещины можно и дома. Сварщик должен знать технологию выполнения таких работ и быть готовым к следующим трудностям:
- сплав обладает высокой текучестью, поэтому сварочные работы лучше выполнять в нижнем положении заготовок;
- в расплавленном состоянии чугун выделяет газы, которые попадают в шов, из-за чего его качество ухудшается;
- при нарушении температурных показателей чугун перекаливается, из-за чего в нем появляются поры, а в сварных швах – дополнительные напряжения;
- при быстром или неравномерном нагреве/охлаждении соединения в нем появляются трещины.
Методы сварки чугуна с инструкцией
Выбор технологии зависит от толщины деталей и условий эксплуатации будущей металлоконструкции.
Сварка по шпилькам
Зернистая структура сплава не всегда позволяет заварить детали многослойным способом. В сложных случаях устанавливают шпильки с резьбой. Их монтируют в шахматном порядке по кромкам соединяемых заготовок.
При выборе размера шпилек учитывают следующие рекомендации:
- Диаметр крепежного элемента должен составлять 30-40% толщины соединяемых заготовок. Максимальное значение — 1,2 см.
- Шпилька вкручивается на 1,5 диаметра. Однако длина ввинчиваемого отрезка не должна превышать половины толщины свариваемых деталей;
- Размер выступающей части должен составлять 0,7-1,2 сечения шпильки.
После размещения шпилек по их периметру наваривают несколько слоев.
Холодный способ
Метод применяют для устранения незначительных повреждений чугунных конструкций. При холодной сварке не выполняют предварительной подготовки. Качество соединения ниже, чем при использовании горячих способов, поэтому технологию не используют при ремонте двигателей и других важных конструкций. При соединении деталей, испытывающих повышенные нагрузки, применяют усиливающие стальные шпильки. Их заваривают с наружной стороны, покрывают верхним швом.
При холодной сварке соблюдают следующие условия:
- Минимизируют нагрев детали, применяя тонкие стальные электроды. Медленному повышению температуры материала способствует применение постоянного тока.
- Электрод подсоединяют к плюсу агрегата. Такой вариант подключения называется обратной полярностью.
- Решая, какие электроды выбрать для сварки серого чугуна холодным методом, предпочтение отдают тем, что содержат минимальное количество углерода.
Желательно использование стержней, содержащих никель или медный сплав. Эти материалы считаются дорогими, поэтому их редко применяют в бытовых условиях.
В газовой среде
Газ используется для защиты и нагрева обрабатываемого участка. При сварке чугуна часто используют пропан-бутановую смесь или ацетилен. Электрод заменяют присадочной проволокой из того же металла или никеля. Для снижения вероятности окисления пруток обрабатывают флюсом. Иногда проволоку прогревают восстановительной часть горелки.
Для получения сварного соединения газовым методом выполняют следующие действия:
- Постепенно нагревают место сварки. Подходящую температуру выбирают опытным путем.
- После достижения нужного нагрева формируют соединение. Постепенно отводят горелку, добиваясь медленного охлаждения.
- Очищают сварное соединение от шлака, при необходимости шлифуют.
Дуговая сварка электродами
Такой способ разрешен к применению, однако он характеризуется высокой стоимостью, отсутствием преимуществ перед остальными методами. Чугун не требует тщательной защиты от окисления.
При дуговой сварке с аргоном соблюдают следующие правила:
- исключают перегрев обрабатываемых областей;
- постепенно повышают температуру сварочной ванны;
- медленно охлаждают готовую конструкцию.
Процесс сварки включает следующие этапы:
- фиксацию деталей в правильном положении с использованием тисков или струбцины;
- формирование защитного газового облака (подачу аргона начинают за 15 секунд до возбуждения дуги, прекращают через 7 секунд после завершения работы);
- настройку аппарата (силу тока и скорость подачи расходного материала выбирают с учетом толщины свариваемых заготовок);
- наложение шва (электрод ведут по направлению соединения);
- завершение сварки путем постепенного снижения мощности дуги реостатом.
При аргонодуговой технологии применяют полуавтоматический аппарат с никелевой проволокой или неплавящиеся электроды.
Методика наплавки
В таким случае используют специальные электроды следующих типов:
- МНЧ-2. Используется при формировании сложных металлоконструкций. Наплавку осуществляют без подогрева.
- ОЗЖН-1. Стержни применяют при устранении крупных дефектов.
- ОЗЧ-2. Электроды этой марки помогают осуществлять наплавку серого или ковкого чугуна.
Газовая наплавка выполняется за счет тепловой энергии, выделяющейся при сгорании ацетиленовой смеси. В качестве присадочного материала применяют литые прутки и флюсы.
Сваривание тисков инвертором
Для сварки чугуна нужна средняя температура, поэтому работать по такому металлу электросваркой можно в гараже или на даче. Удобнее всего делать это инверторным аппаратом.
С помощью плавящихся электродов
Для выполнения таких работ используют плавящиеся электроды, в их составе есть медь или никель. Необходимо делать прерывистые швы, но они не должны быть короче 3 см, рабочая температура до +80°С и надо давать изделиям остывать. Сварка проводится обратной полярностью. Работу чаще выполняют холодным способом.
Указанный метод сваривания проводится 2 способами:
- С применением шпилек с резьбой. Их вкручивают в кромки деталей, которые будут сваривать. Чтобы избежать перегрева, эти элементы располагают вразброс. На размер шпилек влияет толщина заготовок: диаметр 0,3-0,4 толщины изделия, но не более 12 мм; вкручивают на глубину не более 1,5 диаметра шпильки и не больше половины толщины заготовки; высота выступания над поверхностью – 0,75-1,2 диаметра. После установки этих элементов их обваривают по кругу, наплавляя слой за слоем металл. Затем заполняют расстояние между шпильками.
- С применением многослойной сварки. Работу выполняют после проведения разделок кромок, на них не должно быть острых углов. Наплавку начинают с краев и движутся к центру. Первый слой – основной, на этом этапе особенно важно соблюдать режим сварки. Следующие слои проковывают и не охлаждают, это не касается первого и облицовочного.
Тиски можно сварить с помощью плавящихся электродов и инвертора.
С электродами общего назначения
Если выполняется разовая работа с чугуном, чтобы сэкономить и не покупать специальные расходники, можно работать и стержнями общего назначения. Ими выполняют многослойную сварку, порядок проведения работ такой же, как описано раньше, где использовались прутки, покрытые цветными металлами.
Использование стальных расходников при сварке чугунных деталей не позволяет создавать прочный шов. Чтобы получить более качественный результат, первый слой делают специальным электродом ЦЧ-4, а следующие выполняют стальным прутком.
Рекомендуем к прочтению Как работать с чугуном с помощью холодной сварки
При сварке таким способом наиболее слабое место – околошовная зона. В ней образуется много трещин и повышается хрупкость.
В результате таких дефектов происходит отслоение наплавленного металла. Применять данный метод для создания ответственных соединений нельзя.
С электродами с чугунным покрытием
Этот вариант подходит для выполнения работ холодным или полугорячим методом. Для улучшения структуры шва рекомендуется делать небольшой прогрев места сваривания.
Сваривание тисков возможно электродами с чугунным покрытием.
Такие стержни покрыты специальной обмазкой. Они предназначены для исправления дефектов в изделиях, выполненных методом чугунного литья. Чаще всего используют такие марки электродов: ОЗБ-2М, МНЧ-1, ОЗЧ-1. Работу выполняют постоянным или переменным током. Расчет его величины проводят таким образом: на 1 мм диаметра требуется 50-60 А.
Особенности материала
Чугун является смесью железа с углеродом. Выделяют несколько видов чугуна с примесями:
- Серый (1,9% — 2,5% кремния, 3,2% — 3,5 % углерода, присутствуют еще марганец, фосфор и сера) – пластичный и вязкий, обрабатывается резкой, используется в художественном литье;
- белый (2,14% — 6,67% углерода) – хрупкий, но твердый, в дальнейшем переплавляется на сталь;
- ковкий (2,4% -3,0% углерода) – получают из белого чугуна с помощью нагрева;
- высокопрочный (3,2% — 3,8% углерода) – получают при помощи добавки магния, свойства этого материала близки к свойствам углеродистых сталей.
Сложность обработки чугуна заключается в следующем:
- на поверхности образовываются микротрещины и поры, что влияет на прочность сплава;
- появляются каленые образования;
- инструмент для резки металла стремительно затупляется;
- тонкий слой материала рассыпается под воздействием высокой температуры.
Для сварки используется серый чугун.
Как варить чугун инвертором
При сварке чугуна в домашних условиях придётся столкнуться с такими сложностями:
Сильная текучесть чугуна — поэтому лучше всего варить чугун в нижнем пространственном положении; Перекалкой чугуна — здесь важно соблюдать определённую температуру, поскольку перекалка чугуна приведёт к образованию пор и чрезмерному напряжению в сварочном шве; Появление трещин в сварочном шве — происходит из-за неравномерного охлаждения свариваемых участков металла.
Важно составляющей для получения качественного сварочного шва, является подготовка чугуна перед сваркой. Во-первых, свариваемое изделие нужно тщательным образом очистить от пыли, грязи, после чего обезжирить растворителем
Затем необходимо осуществить так называемую разделку кромок. Для этих целей используется болгарка с напильником. В процессе сварки чугуна нужно обязательно предусмотреть отведение лишнего тепла, используя для этого специальные теплоотводящие пластины.
При сварке чугуна электродом с медной обмазкой рекомендуется придерживаться следующих правил:
- Непрерывный сварочный шов должен быть достаточно коротким, не более 5 см в длину. В противном случае есть риск перегреть чугун и испортить тем самым изделие из него;
- Во время сварки стоит делать частые перерывы, поскольку только так можно исключить перегревание металла;
- Для сварки чугуна, рекомендуется выставить на инверторе обратную полярность. Это также даст дополнительную возможность лишний раз не перегревать чугун.
Сваривать изделия из чугуна можно двумя способами: с разделкой кромок и с использованием шпилек. Первый способ включает в себя многослойную сварку чугуна, перед осуществлением которой кромки заготовок специальным образом стачиваются.
В процессе сварки осуществляется наплавка шва электродами, с обязательной проковкой мест соединения, молотком. Таким образом, выполняется несколько слоев сварки, что позволяет избежать перегрева чугуна и порчу изделия.
Признаки и причины поломки
Главной причиной поломки слесарных тисков является приложенное мастером чрезмерного усилие при затягивании заготовок. Второй причиной может послужить использование инструмента не по назначению. Обнаружение поломки происходит позже, спустя несколько лет или даже больше. Как правило, деформации подвержены чугунные модели слесарных тисков.
Признаки того, что тиски сломались:
- разрушение подвижных лапок;
- разлом гайки в станочных моделях;
- разрушение наковальни в чугунных приспособлениях;
- кривизна фиксирующих лапок;
- люфт винта;
- выкручивается вал при попытке разжать заготовку;
- невозможность разжать заготовку;
- срезанный штифт;
- плохая фиксация заготовок.
Некоторые дефекты слесарных тисков можно обнаружить сразу. К таким незначительным поломкам относятся трещины, сколы, излом или изгиб отдельных деталей.
После выявления признаков поломки следует произвести ремонт тисков. Сделать это можно в домашних условиях.
Свойства чугунных сплавов
Содержание углерода в чугуне превышает 2,14%. Это как раз пограничное состояние перехода углерода в форму аустенита, то есть в состояние, когда при концентрации меньше, чем указана выше, он растворен в железе. Такое явление используется при изготовлении сталей.
В чугуне же углерод находится в виде мельчайших нерастворенных частиц, которые обуславливают его твердость и износостойкость, а также невосприимчивость к воздействию агрессивных сред.
Существует несколько разновидностей чугуна в зависимости от химического состава – белый, серый, высокопрочный и ковкий.
Белый практически не поддается обработке режущими инструментами в силу своей твердости и хрупкости. Из него отливают уже готовые чугунные детали, которые не нужно обрабатывать.
Серый чугун очень хорошо переносит статические нагрузки, износостоек, но плохо работает на растяжение и сопротивляется ударам. Такой чугун сваривается лучше всех остальных.
https://youtube.com/watch?v=Xoamtv9bsXs
Высокопрочный чугун, как следует из названия, используется в нагруженных конструкциях.
Ковкий чугун допускает создание упрочненного наружного слоя на поверхности деталей, позволяющего чугуну такого типа воспринимать значительные изгибающие нагрузки.
Подготовка чугуна к обработке
Чтобы создать качественный и прочный шов, важно правильно провести подготовительные работы.
- очистка свариваемых поверхностей от имеющихся загрязнений и пыли;
- обезжиривание очищенных поверхностей ацетоном или другим растворителем;
- подготовка подкладок для отведения тепла, они используются при соединении тонких заготовок;
- разделка кромок, она выполняется перед соединением тонкостенных деталей, делают это напильником или с помощью УШМ;
- обработка трещин, их засверливают по краям и разделывают по всей длине или вырезают трещину, а затем ее края заокругливают;
- подогрев изделия проводится в зависимости от способа сваривания (холодный или горячий).
Чтобы создать шов, нужно подготовить чугун к обработке.
Рекомендации
Чтобы сократить опасность появления новых трещин при сварке, требуется:
- удалять фосфор и серу;
- добиваться более мелкой зернистости структур;
- варить металл с короткими швами на слабом токе;
- переходить от однопроходной к многопроходной сварке.
Бороться с появлением пор помогают:
- скрупулезное удаление ржавчины и прочих загрязнений;
- перевод водорода в нерастворимую форму;
- связывание азота в нитридах;
- уменьшение темпов охлаждения.
Среди различных видов газовой сварки оптимальным решением оказывается комбинация ацетилена и кислорода. В таком варианте нужно применять чугунные присадочные прутки, соответствующие ГОСТу 2671-80. Повысить смачиваемость кромок расплавом помогают флюсы. Если планируется выполнять механизированную сварку, для нее желательно использовать проволоку с повышенной концентрацией графитизаторов. Когда дефекты сварочного процесса обнаруживаются на финальной стадии, придется устранять их дополнительно — путем специальной пайки с флюсами на базе буры и борной кислоты.
Сварка чугуна представлена в видео ниже.
Как отремонтировать?
Перед тем как починить инструмент своими руками, его нужно разобрать и помыть каждую деталь. Если приспособление покрыто налетом ржавчины, её необходимо удалить. Для этого можно использовать как профессиональный преобразователь ржавчины, так и домашние средства. Избавиться от налета поможет уксус или керосин. Изделие следует замочить в жидкости и оставить на некоторое время. Позже следует пройтись по инструменту жесткой щеткой. Полировать тиски следует до появления родного блеска металла.
Способы сварки
Способы сварки чугуна могут выполняться по-разному. Все зависит от того, как будет подготовлен металл к самому процессу. В целом выделяют всего два способа сваривания — холодный и горячий.
Особенности холодной сварки
Технология сварки чугуна холодным способом достаточно легкая. Она не имеет сложностей и особых проблем, главное предварительно изучить ее важные особенности. Также нужно знать, чем сваривают чугун.
Сварка чугуна и стали обычно выполняется с использованием электродов, которые специально предназначены для этого вида сварочного процесса. Если будут использоваться простые стальные электроды без нагревания, то в области сварного шва появляется металл в форме высокоуглеродистой стали с дополнительными компонентами, которые входят в состав чугуна — фосфор, сера, марганец.
Холодная сварка чугуна с металлом имеет несколько важных особенностей, на которые стоит обратить внимание:
- она проводится электродами с небольшим размером диаметра, также весь процесс осуществляется на малом токе;
- холодная сварка чугуна электродом может проводиться в домашних условиях при маленьком объеме работ, а также если нет возможности для выполнения подогрева деталей;
- холодная сварка может быть проведена стальными электродами при условии, если на швы не будет оказываться нагрузка на растяжение. Идеально подходят медно-никелевые электроды, а также с содержанием в составе меди и железа.
После сваривания нельзя проводить зачистку шва, это связано с его высоким растрескиванием. Слишком быстрое остывание может привести к появлению белого чугуна в области рядом со сварным швом. В результате этого основа металла станет достаточно твердой, но сильно хрупкой.
Особенности горячей сварки
Горячая сварка чугуна является наиболее подходящим методом сваривания в домашних условиях. Во время подогрева сварной шов получается с хорошим качеством, потому что во время этого процесса не возникает отбеливаний металла, а также его закалки.
Горячая сварка стали с чугуном может разделяться на два подвида — местная (частичное прогревание) и общая (полный прогрев всей детали). Для прогревания обычно применяется специальная печь, в которой деталь прогревается равномерно со всех сторон.
Помимо этого выделяют несколько вариантов степени прогрева, которые зависят от показателя температуры:
- горячее прогревание, при котором прогрев происходит под температурой от 500 до 600 градусов Цельсия;
- полугорячее прогревание при температуре от 300 до 400 градусов Цельсия;
- теплое прогревание от 150 до 200 градусов Цельсия.
Технология горячей сварки состоит в нагревании детали до требуемой температуры, которое производится перед началом сваривания, а затем производится медленное охлаждение после завершения процесса.
При нагревании температура не должна быть выше 600-650 градусов Цельсия, в противном случае это может привести к изменению структуры чугуна. Он может стать хрупким, в сварном шве могут образоваться трещины, поры. Обязательно должен соблюдаться неспешный прогрев с выдерживанием скорости до 150 градусов в час.
Процесс охлаждения также должен производиться не слишком быстро. Лучшим вариантом будет деталь оставить в печи, в которой и осуществлялось нагревание. В ней будет медленно происходить остывание.
Подготовка
Чугун перед сваркой требуется аккуратно вычистить. Недопустимы даже малейшие частицы грязи или пленок. Снимать следы масла помогает использование растворителей. Грубые дефекты убирают шлифовальной машинкой. Кромки расширяют по длине той же болгаркой.
Но зачищать металл требуется предельно тщательно. Его лучше снять послойно, потратить больше времени, нежели повредить изделие. Трещины заваривают, предварительно засверливая проблемные точки. В противном случае прямо в ходе сварки трещины будут расползаться.
Тонкие чугунные изделия надо варить, применяя подкладки из графита. Если их нет, расплав может вытечь и прожечь металл полностью. Сварочную проволоку подбирают сообразно применяемому варианту сварки. Для «холодной» методики нужна ПП АНЧ-1. Для полугорячего способа правильнее использовать ПП АНЧ-2, а для горячего — ПП АНЧ-3.
Видео о сваривании чугунных тисков
Сваривать чугунные изделия или заделывать в них появившиеся повреждения можно не только в заводских условиях, но и дома.
Если домашний умелец имеет опыт проведения сварочных работ, то, выбрав один из существующих методов, электроды и режим выполнения работ, он сможет самостоятельно прочно и качественно заварить тиски или любое другое изделие из чугуна. Для того чтобы проще было разобраться в технологическом процессе, надо посмотреть тематические видео, и тогда трудностей при выполнении таких работ возникать не должно.
Источник