CNC plasma cutting machines
In the market of metalworking equipment, a CNC plasma cutting machine manufactured by TsPR LLC is a guaranteed result in solving production problems when cutting sheet metal, producing finished products from carbon, stainless steel and non-ferrous metals.
Plasma machines are comparable in processing accuracy to laser equipment.
Plasma cutting machines compare favorably with laser cutting machines:
- ability to cut steel and non-ferrous metal with a thickness of 0.5 to 160 mm;
- lower cost and lower operating costs;
- ease of maintenance without the involvement of the manufacturer’s specialists.
These features make the metal plasma cutting machine in demand:
— for small-scale production of metal products up to 6 mm (Junior, Phoenix machine models)
— when working with more massive parts (models of FEST, GEFEST machine tools);
— machines for more serious tasks, pay attention to the model of the plasma machine GEPHAESTUS EDGE.
Basic equipment:
The basic package of plasma machines produced by TsPR LLC includes an exhaust cutting table with a width of 1500-2200 mm and a length of 2500-6200 mm with a zoned smoke removal system. Depending on the machine model, we equip it with high-precision stepper, servostep, or servo drives, with industrial CNC computers with Russian localization software, a cutter height adjustment system with a collision protection mechanism for the cutter.
At the Customer's request, it is possible to manufacture a machine with a working area up to 6 m wide and up to 24 m long. Additionally, we will install a rotary support for cutting chamfers in automatic mode - 3D, an independent support with a gas cutter with automatic ignition and electric valves, a drilling support, a module for cutting pipes. The machine can be equipped with the most modern solutions from Hypertherm - the EDGE Connect CNC numerical control system and plasma cutting sources of the HPR XD, XPR series with an automatic gas console.
Low operating costs are another advantage of TsPR LLC products. Equipping with automatic regulation of the torch height significantly increases the service life of consumables. Gantry plasma machines provide high precision manufacturing of parts and quality of the cutting edge in a different range of metal thickness.
The great advantage of our plasma machines is the possibility of further modification to increase the length of the working surface and the ability to install a more powerful plasma source to increase the thickness of the cut.
After-sales service and technical support is an essential factor in our relationship with customers. We provide machine service and customer support throughout the entire product life cycle. Our qualified technical service department specialists will provide technical consultation, maintenance of sold sources and plasma cutting machines, as well as, if necessary, prompt warranty and post-warranty repairs, and personnel training. In addition to the production of new machines, the company is also modernizing old equipment, increasing its productivity through the introduction of modern components and engineering solutions.
Device and parameters for choosing a plasma machine.
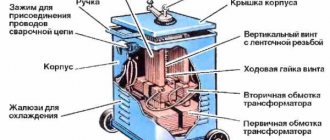
Main components of a CNC metal plasma machine:
- cutting table;
- plasma cutter with elements for supplying voltage and working gas under pressure;
- carriage for moving the plasma cutter;
- CNC terminal with controller.
The configuration and characteristics of the plasma machine determine the initial requirements of the production cycle:
- dimensions of sheet metal in plan;
- thickness of metal blanks;
- precision cutting and positioning;
- quality of burning (without scale formation, industrial, with the beginning of edge formation);
- terms of Use.
Tips for the future
Don't make the most common mistake of new entrepreneurs. Don't rush to expand your business. Most novice entrepreneurs, immediately after the company reaches a stable income, invest in purchasing new machines and renting additional production space.
Invest your available funds in improving the quality of your products, expanding their range, training staff, and invest in advertising.
Having developed a reputation as a manufacturer of quality products, learning to exceed customer expectations, offering “a little more for the same money”, you are guaranteed to ensure a stable excess of orders over the current capabilities of your production. But this flow will remain under your control, since customers, in such cases, are ready to wait, being confident in the guaranteed quality of the products received.
One of the most important and promising areas is the constant search for “your” niche in a specific market segment with subsequent diversification of production. Be prepared to experiment widely with different types of products and quickly switch to producing a different range.
Communication and the ability to build connections with potential consumers are very important. In cases where these are enterprises that purchase elements and parts from you for the final products they produce, this will allow you to provide access to stable orders and will allow you to significantly save on advertising.
What can be made on milling machines
The CNC machine is equipped with a computer that allows software replacement. This simplifies the work and minimizes defects arising from the influence of the “human factor”. The owner simply needs to download a 3D model of the desired product and, using a control program, set up the manufacturing process. The machine will do the rest on its own.
STL is considered the optimal 3D modeling format , since it is compatible with the vast majority of used editing programs, 3D printers and CNC machines.
Most entrepreneurs who have organized a business using such equipment perform the following types of work on CNC machines:
- cutting of various materials (metal, plastic, wood, others);
- decoration of blanks;
- production of elements for furniture assembly;
- carry out curvilinear cutting of wood.
It follows that the most optimal choice, especially at the initial stage of the formation and development of production, is not the production of finished products designed for the end consumer, but the supply of third parties with the necessary parts and elements.
Small and medium-sized businesses willingly turn to owners of CNC machines with orders for the production of components, miniature parts and elements with complex geometry. This is explained by the economic inexpediency of purchasing such a machine. It simply won’t pay off for them. This means that you will always have orders.
In addition, you can consider purchasing highly specialized CNC milling machines designed:
- for metalworking;
- woodworking;
- engraving production;
- figure cutting of MDF and analogues;
- working with natural stone.
Advantages of metal laser cutting
Laser cutting, in contrast to plasma cutting, provides more accurate perpendicular edges and narrower slots in relation to the thickness range characteristic of the process. Focused laser radiation allows heating a fairly narrow zone of the material being processed, which reduces deformation during cutting. This produces high-quality and narrow cuts with a relatively small heat-affected zone. An additional advantage of laser cutting is the accuracy of the resulting parts, especially when creating cutouts, small shapes of complex configurations and clearly defined corners. One of the main advantages of this type of processing is its high productivity. Laser cutting is especially effective for steel up to 6 mm thick, providing high quality and accuracy at a relatively high cutting speed. During laser processing, no scale remains on the thin-sheet material, which allows the parts to be immediately transferred to the next technological operation. The cutting edges of sheets up to 4 mm thick and less remain smooth and straight, while for sheets of greater thickness the edges have some deviations with a bevel of approximately 0.5°. The laser cut holes are slightly larger in diameter at the bottom than at the top, but remain round and of good quality. For metal with a thickness of 20–40 mm, laser cutting is used much less frequently than plasma cutting, and for metal with a thickness of over 40 mm it is practically not used.
Advantages of plasma metal cutting
Plasma cutting, compared to laser cutting, is effective in processing a much wider range of sheet thicknesses with relatively good cut quality. This type of processing is economically feasible for cutting aluminum and alloys based on it with a thickness of up to 120 mm; copper up to 80 mm thick; alloy and carbon steels up to 150 mm thick; cast iron up to 90 mm thick. On materials with a thickness of 0.8 mm or less, the use of plasma cutting is of limited use. Plasma cutting is characterized by a certain taper of the cutting surface 3° - 10°. When cutting holes, especially at large thicknesses, the presence of a taper reduces the diameter of the lower edge of the hole; on a part 20 mm thick, the difference in the diameter of the inlet and outlet holes can be 1 mm. It should be taken into account that plasma cutting of metal has restrictions on the minimum hole size. Good quality holes are obtained with a diameter no less than the thickness of the plasma-cut sheet. With this cutting method, there is a short-term thermal firing of the edge of the metal being cut. All this leads to deterioration in the quality of parts. Most often, these parts have a small amount of scale on them, which can be easily removed.
Complex cutting types that advance business
Metal design products, forged interior and exterior elements are now in favor among wealthy people. But all these “metal masterpieces” are born from blanks, which can be cut using plasma cutting machines without any difficulty. Both the steel coat of arms of our state and the family heraldic sign made of bronze are easy to carve on such equipment, which pays off the costs of their acquisition, sometimes even within the first few months.
In addition to the highly artistic use of metal blanks, the use of plasma cutting in business will increase the profitability of an enterprise engaged in the production of ventilation equipment. Experienced carvers know that hand-cutting thin-sheet workpieces using ordinary metal shears leads to the appearance of nicks and warping of the workpieces.
At the same time, it is not always possible to achieve high accuracy of sizes and shapes. Anyone who has once tried to cut cardboard will understand that this is indeed the case (and cardboard is not thin sheet steel).
At the same time, a business using plasma cutting will make it possible to make absolutely flat thin workpieces of perfect shape with almost zero dimensional deviation, both linear and radial. Moreover, the ideal condition of the edges of the resulting workpieces, the absence of sagging, will reduce labor costs for subsequent cleaning (manual or tumbled).
Reduce waste and labor costs
A business with plasma cutting machines will allow you to cut sheet metal as efficiently as possible. In this case, the waste will be minimal, which will also reduce the cost of each individual workpiece. By ordering a suitable machine model, you will not have to employ a whole staff of workers: guillotine operators, gas cutters, adjusters, etc.
One operator can handle the control of our equipment. Moreover, training to work on plasma machines takes only one day, and does not cost the buyer a penny. For any PC user, mastering the equipment will not be difficult.
Reducing labor costs for a business with plasma cutting, you see, is another significant point in increasing production profitability. And if you consider that this equipment has automatic control, it is quite possible to use one operator to work on several mechanical machines. This will provide even greater savings on the salary fund, and the quality of the cut workpieces will remain impeccable.
Laser or plasma cutting of metal?
So, laser or plasma cutting of metal: which is better? Comparing the two methods described above, we can come to the conclusion that the results of laser and plasma cutting are approximately the same when processing thin metals. If we talk about processing metals whose thickness exceeds 6 mm, then the leading position here is occupied by plasma technology, which is superior to laser both in the speed of operations and in the level of energy costs. But it should be taken into account that the quality of parts obtained by laser cutting at small thicknesses is much higher than when using plasma, and it is advisable to use this technology when producing products of complex shapes, for which high accuracy and maximum compliance with the project are of particular importance. It should be noted that laser radiation, unlike plasma, is a highly versatile tool (in addition to cutting, it is also used for marking, hardening, marking, etc.). Also, the service life of consumables for laser cutting is incomparably longer than for plasma cutting.
Laser cutting of metal - consumables
The main gases used in laser cutting include air and oxygen (when cutting carbon steel) or nitrogen (when cutting corrosion-resistant steel and aluminum). Energy costs include the cost of electricity consumed by the installation itself, electricity for the laser and cooling device, and consumable components include internal and external optics, lenses, nozzles, filters. The frequency of replacement of consumable components used in a laser cutting machine ranges from several weeks to several years, depending on many parameters.
Quality of parts
Comparing the quality of the resulting parts and based on the cost of consumables, we can come to the conclusion that laser cutting is more effective than plasma cutting for thinner sheet materials, and plasma cutting for thicker ones. It should be taken into account that operating costs for both types of cutting vary widely and are largely determined by the geometric parameters of the workpiece, the number of holes in it, and the type and thickness of the material being cut.
Options
Choosing a CNC plasma cutter for home production
What criteria should you pay the most attention to when choosing before purchasing an inexpensive plasma cutter for home production of sheet metal products? Before making a purchasing decision you must:
- Indicate to the manufacturer the type and thickness of metal that the tool will be able to cut.
- Find out whether it is possible to work with a plasma cutter in the cold (for most models, in cold weather it is necessary to place the device and the compressor in a warm room).
- Determine the type of cutting - plasma arc or plasma jet cutting:
Also important technical parameters and characteristics of the device:
Plasma torch cutting speed under CNC control
This parameter determines the performance of the plasma cutter. The cutting speed depends on the type and thickness of the material relative to the specific voltage of the plasma electric arc. Naturally, the higher the cutting speed, the more efficient the cutter will be.
Maximum cutting current
The amperage of a plasma cutter is a key indicator of its power, efficiency, and the maximum thickness of materials it can cut. This figure for plasma cutters varies from 5 to 160 A. Modern plasma cutters allow you to smoothly adjust the current strength over a wide range.
Duty cycle
This is another extremely important parameter of the device that determines the pace of work. The duty cycle determines how quickly the torch will overheat and how soon it will need to take a break to cool down the temperature of the operating components. The duty cycle is determined by a percentage of 10 minutes of the time the device can operate and the time within which it must stop operating.
The work cycle should consist of at least 35% work and, accordingly, 65% idle time. The higher the percentage of work relative to idle time, the more efficient the device will be. Professional plasma cutters are capable of working at 60% or higher.
Plasma gas parameters
Most plasma cutters use compressed air between 4 and 7 bar. The higher the pressure, the greater the power of the plasma jet and, consequently, the higher the quality and speed of cutting.
Plasma torch cooling
Handle cooling is an important aspect to pay attention to. Most mid-size plasma cutters have the handle cooled by compressed air from a compressor, while larger industrial-type plasma cutters, due to their higher amperage and more heat generation, have the handle cooled by liquid from a built-in cooler.
Thanks to this business idea, you can independently organize home production of a wide range of products. All you need is a computer machine and a little experience in working with vector graphics programs, CAD systems, which you can learn on the Internet using online courses or video lessons. And then just scale your manufacturing business. Metal products are reliable and durable. When acrylic paint is applied to finished metal products, their warranty period starts from 15 years.
So: which is better?
Thus, laser cutting is more effective than plasma cutting for thinner sheet materials, and plasma cutting for thicker ones. It should be taken into account that operating costs for both types of cutting vary widely and are largely determined by the geometric parameters of the workpiece, the number of holes in it, and the type and thickness of the material being cut.
| Laser cutting | Plasma cutting | |
| Cutting width | The cutting width is constant (0.2 – 0.375 mm) | The cutting width is not constant due to the instability of the plasma arc (0.8 – 1.5 mm) |
| Cutting accuracy | Typically ±0.05 mm (0.2 – 0.375 mm) | Depends on the degree of wear of consumables ±0.1 – ±0.5 mm |
| Taper | Less than 1° | 3° – 10° |
| Minimum openings | In continuous mode, the diameter is approximately equal to the thickness of the material. For pulse mode, the minimum hole diameter can be one third of the material thickness. | The minimum diameter of the holes is 1.5 times the thickness of the material, but not less than 4 mm. Pronounced tendency towards ellipticity (increases with increasing material thickness). |
| Internal corners | High quality corners | Some corner rounding occurs and more material is removed from the bottom of the cut than from the top. |
| Scale | Usually absent | Usually present (small) |
| Burns | Invisible | Present on sharp outer edges of parts |
| Thermal impact | Very little | More than laser cutting |
| Metal cutting performance | Very high speed. For small thicknesses, usually with a noticeable decrease as the thickness increases, prolonged burning of large thicknesses. | Fast burn; very high speed at small and medium thicknesses, usually with a sharp decrease as thickness increases. |
CNC program for plasma cutter
- PractiCAM - with its help, in automatic mode, with the least waste, the development of ventilation ducts and outlets, chimneys, air ducts and various sections of channels for bulk materials is created;
- Techtran - allows you to automatically, after cutting flat workpieces, obtain minimal metal waste.
| Technical characteristics of the S-WT series plasma cutter | |
| Possible size of the working area of the machine, mm | 2550x1300; 3050x1550; 3050x2050 |
| Thickness of cut metal, mm | 0,5-30 |
| Positioning accuracy, mm | ± 0,05 |
| Repeatability of the programmed contour, mm | ± 0,25 |
| Drive on X, Y axes | Belt drive Rack gear |
| Z axis drive | Ball screw |
| Vertical travel stroke of the cutter Z, mm | 100 |
| Speed of idle movement of the cutter, m/min | 15 |
| Table height (no table), mm | up to 300 |
| Maximum metal thickness for laying according to load capacity, mm | Detected by desktop |
| Table load capacity, kg | Detected by desktop |
| Machine weight, no more, kg | 150 |
| Machine operating temperature, gr. WITH | 5-35 |
| Machine control terminal supply voltage | 1ph, 220 W, 50Hz |
| Power consumption of the machine | 1 kW |
| Smoke exhaust fan | 5.5 kW, 1500 rpm |
| Software (licensed, Russified) | Windows 7; Mach3; SheetCam |