Станки плазменной резки металла с ЧПУ
На рынке оборудования по металлообработке металла с ЧПУ станок плазменной резки производства ООО « ЦПР» – это гарантированный результат решения производственных задач при раскрое листового металла, производстве готовых изделий из углеродистой, нержавеющей стали и цветных металлов.
Плазменные станки сопоставимы по точности обработки с лазерным оснащением.
Станки плазменной резки выгодно отличаются от лазерных:
- способностью резать сталь и цветной металл толщиной от 0,5 до 160 мм;
- более низкой стоимостью и меньшими эксплуатационными расходами;
- простотой техобслуживания без привлечения специалистов изготовителя.
Указанные особенности делают станок плазменной резки металла востребованным:
— при мелкосерийном производстве металлических изделий толщиной до 6 мм ( модели станков Юниор, Феникс)
— при работе с более массивными деталями ( модели станков ФЕСТ, ГЕФЕСТ);
— станки для более серьезных задач, обратите внимание на модель плазменного станка ГЕФЕСТ EDGE.
Базовая комплектация:
В базовую комплектацию плазменных станков производства ООО «ЦПР» входит вытяжной стол раскроя шириной 1500-2200 мм и длиной от 2500-6200 мм с зональной системой дымоудаления. В зависимости от модели станков комплектуем высокоточными приводами шаговыми, сервошаговыми, либо сервоприводами, с промышленными компьютерами ЧПУ с софтом русской локализации, система регулировки высоты резака механизмом защиты резака от столкновений.
По желанию Заказчика возможно изготовление машины с рабочей зоной шириной до 6 м и длиной до 24 м. Дополнительно установим поворотный суппорт для нарезки фасок в автоматической режиме – 3D, независимый суппорт с газовым резаком с автоподжигом и электроклапанами, сверлильный суппорт, модуль для нарезки труб. Машину можно укомплектовать самыми современными решениями компании Hypertherm – Cистемой числового программного управления EDGE Connect CNC и источниками плазменной резки серии HPR XD, XPR с автоматической газовой консолью.
Низкие эксплуатационные затраты – еще одно достоинство продукции ООО «ЦПР». Оснащение авторегулированием высоты факела существенно увеличивает срок службы расходных материалов. Портальные плазменные станки обеспечивают высокую точность изготовления деталей и качество режущей кромки в различном диапазоне толщины металла.
Большим преимуществом наших плазменных станков является возможность дальнейшей модификации по увеличению длины рабочей поверхности и возможности установки более мощного источника плазмы для увеличения толщины реза.
Послепродажная сервисная и техническая поддержка – обязательный фактор наших отношений с клиентами. Мы осуществляем сервисное обслуживание машин и поддержку клиентов на всем жизненном цикле продукции. Наши квалифицированные специалисты отдела технического обслуживания проведут техническую консультацию, техническое обслуживание реализованных источников и станков плазменной резки, а также при необходимости оперативный гарантийный и после гарантийный ремонт, обучение персонала. Кроме производства новых машин, компания занимается и модернизацией старого оборудования, повышая его производительность за счёт внедрения современных узлов и инженерных решений.
Устройство и параметры выбора плазменного станка.
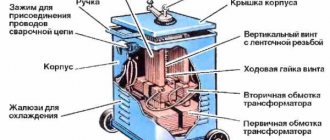
Основные узлы плазменного станка металла с ЧПУ:
- стол раскроя;
- плазменный резак с элементами подвода напряжения и рабочего газа под давлением;
- каретка для перемещения плазмореза;
- терминал ЧПУ с контроллером.
Комплектацию и характеристики плазменного станка определяют исходные требования производственного цикла:
- габариты листового металла в плане;
- толщина металлических заготовок;
- точность резки и позиционирования;
- качество прожига (без образования окалины, промышленный, с началом формирования кромки);
- условия эксплуатации.
Советы на будущее
Не совершайте самой распространённой ошибки начинающих предпринимателей. Не спешите с расширением бизнеса. Большинство начинающих предпринимателей сразу после того, как предприятие выходит на стабильный доход, вкладывают средства в приобретение новых станков и аренду дополнительных производственных площадей.
Вложите свободные средства в повышение качества вашей продукции, расширение её ассортимента, обучение персонала, инвестируйте в рекламу.
Наработав репутацию производителя качественной продукции, научившись превышать ожидания клиента, предлагая «чуть больше за эти же деньги» вы гарантированно обеспечите стабильное превышение заказов над текущими возможностями вашего производства. Но этот поток останется под вашим контролем, так как клиенты, в подобных случаях готовы подождать, будучи уверенными в гарантированном качестве полученной продукции.
Одним из важнейших и перспективных направлений является постоянный поиск «своей» ниши в конкретном сегменте рынка с последующей диверсификацией производства. Будьте готовы широко экспериментировать с товарами разных типов, оперативно переключаться на выпуск различного ассортимента.
Весьма важна коммуникация, умение выстраивать связи с потенциальными потребителями. В тех случаях, когда ими становятся предприятия, приобретающие у вас элементы и детали для производимой ими конечной продукции, это позволит вам обеспечить доступ к стабильным заказам и позволит существенно сэкономить на рекламе.
Что можно изготавливать на фрезерных станках
Станок с ЧПУ оснащён компьютером, допускающим замену ПО. Это упрощает работы и минимизирует брак, возникающий вследствие влияния «человеческого фактора». Владельцу достаточно просто загрузить 3D модель нужного продукта и, используя управляющую программу, настроить процесс его изготовления. Остальное станок сделает самостоятельно.
Оптимальным форматом 3D моделирования считается STL, так как он совместим с подавляющим большинством используемых программ-редакторов, 3D принтеров и станков с ЧПУ.
Большинство предпринимателей, организовавших бизнес с использованием подобного оборудования, выполняют на станках с ЧПУ следующие виды работ:
- раскрой различных материалов (металл, пластик, дерево, иные);
- декорирование заготовок;
- производство элементов для сборки мебели;
- осуществляют криволинейный раскрой древесины.
Отсюда вытекает, что самым оптимальным выбором, особенно на начальном этапе становления и развития производства, является не выпуск готовой продукции, рассчитанной на конечного потребителя, а снабжение третьих лиц необходимыми деталями и элементами.
Малый, да и средний бизнес охотно обращается к владельцам станков с ЧПУ с заказами на производство комплектующих, миниатюрных деталей и элементов со сложной геометрией. Объясняется это экономической нецелесообразностью приобретения такого станка. Он у них просто не окупится. А это значит, что заказы у вас будут всегда.
Кроме этого, можно рассмотреть вопрос приобретения узкоспециальных фрезерных станков с ЧПУ, рассчитанных:
- на металлообработку;
- работу с деревом;
- производство гравировки;
- фигурную резку МДФ и аналогов;
- работу с натуральным камнем.
Преимущества лазерной резки металла
Лазерная резка, в отличие от плазменной, обеспечивает получение более точных по перпендикулярности кромок и более узких прорезей применительно к характерному для процесса диапазону толщин. Сфокусированное лазерное излучение позволяет нагревать достаточно узкую зону обрабатываемого материала, что уменьшает деформации при резке. При этом получаются качественные и узкие резы со сравнительной небольшой зоной термического воздействия. Дополнительным преимуществом лазерной резки является точность получаемых деталей, особенно при образовании вырезов, небольших фигур сложной конфигурации и четко очерченных углов. Одним из главных достоинств данного вида обработки является её высокая производительность. Лазерная резка особенно эффективна для стали толщиной до 6 мм, обеспечивая высокие качество и точность при сравнительно большой скорости разрезания. При лазерной обработке на тонколистовом материале не остается окалины, что позволяет сразу передавать детали на следующую технологическую операцию. Кромки реза у листов толщиной до 4 мм и меньше остаются гладкими и прямолинейными, а у листов большей толщины кромки имеют некоторые отклонения со скосом примерно 0,5°. Диаметры отверстий, вырезанных лазером, имеют в нижней части несколько больший диаметр, чем в верхней, но остаются круглыми и хорошего качества. Для металла толщиной 20–40 мм лазерная резка применяется значительно реже плазменной, а для металла толщиной свыше 40 мм – практически не используется.
Преимущества плазменной резки металла
Плазменная резка, по сравнению с лазерной, эффективна при обработке значительно более широкого по толщине диапазона листов при относительно хорошем качестве реза. Данный вид обработки экономически целесообразен для резки алюминия и сплавов на его основе толщиной до 120 мм; меди толщиной до 80 мм; легированных и углеродистых сталей толщиной до 150 мм; чугуна толщиной до 90 мм. На материалах толщиной 0,8 мм и меньше, использование плазменной резки находит ограниченное применение. Для плазменной резки характерна некоторая конусность поверхности реза 3° – 10° . При вырезании отверстий, особенно на больших толщинах, наличие конусности уменьшает диаметр нижней кромки отверстия, на детали толщиной 20 мм разница диаметра входного и выходного отверстия может составить 1 мм. Следует учитывать, что плазменная резка металла имеет ограничения по минимальному размеру отверстия. Отверстия хорошего качества получаются при диаметре не меньшем толщины разрезаемого плазмой листа. При данном способе реза присутствует кратковременный термический обжиг кромки разрезаемого металла. Все это приводит к ухудшению качества деталей. Чаще всего на этих деталях присутствует небольшая окалина, которая легко удаляется.
Сложные виды резания, продвигающие бизнес
Металлические дизайнерские изделия, кованные элементы интерьера и экстерьера нынче в фаворе у состоятельных людей. Но все эти «металло-шедевры» рождаются с заготовок, вырезать которые на установках плазменной резки не составляет никакого труда. И стальной герб нашей державы, и родовой геральдический знак из бронзы несложно вырезать на таком оборудовании, окупающих затраты на их приобретение, иногда даже в течении первых нескольких месяцев.
Кроме высокохудожественного использования металлических заготовок применение плазменной резки в бизнесе повысит рентабельность предприятия, занимающегося производством вентиляционного оборудования. Опытные резчики знают, что ручное нарезание тонколистовых заготовок с помощью обычных ножниц по металлу приводит к появлению зазубрин и к короблению заготовок.
При этом далеко не всегда удается достичь высокой точности размеров и форм. Каждый, кто однажды пытался разрезать картон, поймет, что это действительно так (а ведь картон — не тонколистовая сталь).
В тоже время бизнес с использованием плазменной резки позволит сделать абсолютно плоские тонкие заготовки безупречной формы практически с нулевым отклонением размеров, причем и линейных, и радиусных. Более того, идеальное состояние кромок полученных заготовок, отсутствие наплывов позволит снизить трудозатраты на последующей зачистке (ручной или гвалтовкой).
Снижение отходов и трудозатрат
Бизнес со станками плазменной резки позволит максимально рационально раскроить лист металла. При этом отходы будут наименьшими, что тоже сократит себестоимость каждой отдельной заготовки. Заказав подходящую модель станка, вам не придется держать целых штат рабочих: гильотинщиков, газорезчиков, наладчиков и т.д.
Один оператор справится с управлением нашего оборудования. Причем обучение работе на плазменных станках занимает всего один день, да и не стоит покупателю не копейки. Для любого пользователя ПК освоение оборудования не составит особого труда.
Снижение трудозатрат для бизнеса с плазменной резкой, согласитесь, еще один весомый пункт повышения рентабельности производства. А если учесть, что это оборудование имеет автоматическое управление, вполне реально задействовать одного оператора для работы на нескольких механических станках. Это даст еще большую экономию фонда зарплаты, причем качество нарезаемых заготовок останется безупречным.
Лазерная или плазменная резка металла?
Итак, лазерная или плазменная резка металла: что лучше? Сравнивая два описанных выше способа, можно прийти к выводу, что результаты лазерной и плазменной резки примерно одинаковы при обработке металлов малой толщины. Если говорить об обработке металлов, толщина которых превышает 6 мм, то здесь лидирующие позиции занимает плазменная технология, которая превосходит лазерную и по скорости выполнения операций, и по уровню энергетических затрат. Но следует учитывать, что качество деталей, полученных при лазерной резки на малых толщинах, значительно выше, чем при использовании плазмы, и целесообразным является использование этой технологии при получения изделий сложной формы, для которых особое значение играет высокая точность и максимальное соответствие проекту. Следует отметить, что лазерное излучение, в отличие от плазмы, является широкоуниверсальным инструментом (кроме резки оно применяется также для маркировки, упрочнения, разметки и т.п.). Также сроки службы расходных материалов при лазерной резке несравнимо более длительные, чем при плазменной.
Лазерная резка металла – расходные материалы
К числу основных газов, используемых при лазерной резке, относятся воздух и кислород (при резке углеродистой стали) или азот (при резке коррозионно-стойкой стали и алюминия). Энергетические расходы включают расходы на электроэнергию, потребляемую самой установкой, электроэнергию для лазера и охлаждающего устройства, а к числу расходуемых компонентов относятся внутренняя и внешняя оптика, линзы, сопла, фильтры. Периодичность замены расходных компонентов, используемых в установке лазерной резки, составляет от нескольких недель до нескольких лет, в зависимости от многих параметров.
Качество деталей
Сравнивая качество получаемых деталей и исходя из стоимости затрат на расходные материалы, можно прийти к выводу, что лазерная резка эффективнее плазменной для более тонких листовых материалов, а плазменная — для более толстых. Следует учитывать, что эксплуатационные расходы для обоих типов резки имеют широкий разброс и во многом определяются геометрическими параметрами заготовки, числом отверстий в ней, видом и толщиной разрезаемого материала.
Параметры
Выбор плазмореза с ЧПУ для домашнего производства
Каким критериям стоит уделять наибольшее внимание при выборе перед покупкой недорогого плазмореза для домашнего производства изделий из листового металла? Перед принятием решения о покупке необходимо:
- Указать производителю тип и толщину металла, который будет способен резать инструмент.
- Узнать можно ли работать плазморезом на морозе (для большинства моделей при морозе необходимо аппарат и компрессор помещать в теплое помещение).
- Определить тип резки – плазменно-дуговая или резка плазменной струей:
Также важные технические параметры и характеристики устройства:
Скорость резки плазмотрона под управлением ЧПУ
Этот параметр определяет производительность плазменного резака. Скорость резки зависит от типа и толщины материала относительно удельного напряжения плазменной электрической дуги. Естественно, чем выше скорость резания, тем эффективнее будет резак.
Максимальный ток резки
Сила тока плазменного резака является основным показателем его мощности, эффективности и максимальной толщины материалов, которые он способен обрабатывать. Этот показатель для плазменных резаков варьируется от 5 до 160 А. Современные плазморезы позволяют плавно регулировать силу тока в широком диапазоне.
Рабочий цикл
Это еще один чрезвычайно важный параметр устройства, определяющий темп работы. Рабочий цикл определяет, насколько быстро перегреется резак, и как скоро потребуется перерыв, чтобы снизить температуру рабочих компонентов. Рабочий цикл определяется процентом от 10 минут от времени, в течение которого устройство может работать, и времени, в течение которого оно должно перестать работать.
Рабочий цикл должен из минимум 35% работы и соответственно 65% времени простоя. Чем больше процент работы относительно простоя, тем более эффективным будет устройство. Профессиональные плазменные резаки способны работать на 60% и выше.
Параметры плазменного газа
Большинство плазменных резаков используют сжатый воздух с давлением от 4 до 7 бар. Чем выше давление, тем больше мощность плазменной струи и, следовательно, выше качество и скорость резки.
Охлаждение плазменной горелки
Охлаждение ручки – важный аспект, на который нужно обращать внимание. В большинстве плазменных резцов среднего размера рукоятка охлаждается сжатым воздухом из компрессора, тогда как в более крупных плазменных резцах промышленного типа из-за большей силы тока и выработки большего количества тепла рукоятка охлаждается жидкостью из встроенного охладителя.
Благодаря данной бизнес-идее вы можете самостоятельно организовать домашнее производство широчайшего ассортимента продукции. Все что вам нужно станок компьютер и немного опыта работы в программах с векторной графикой, cad-системах, которым можно обучатся в интернет по онлайн курсам или видео-урокам. А дальше только масштабировать свой производственный бизнес. Изделия из металла отличаются надежностью и долговечностью. При нанесении на готовые металлические изделия акриловой краски их срок гарантийной эксплуатации начинается от 15-ти лет.
Итак: что лучше?
Таким образом, лазерная резка эффективнее плазменной для более тонких листовых материалов, а плазменная – для более толстых. Следует учитывать, что эксплуатационные расходы для обоих типов резки имеют широкий разброс и во многом определяются геометрическими параметрами заготовки, числом отверстий в ней, видом и толщиной разрезаемого материала.
| Лазерная резка | Плазменная резка | |
| Ширина реза | Ширина реза постоянна (0,2 – 0,375 мм) | Ширина реза не постоянна из-за нестабильности плазменной дуги (0,8 – 1,5 мм) |
| Точность резки | Как правило ±0,05 мм (0,2 – 0,375 мм) | Зависит от степени износа расходных материалов ±0,1 – ±0,5 мм |
| Конусность | Менее 1° | 3° – 10° |
| Минимальные отверстия | При непрерывном режиме диаметр примерно равен толщине материала. Для импульсного режима минимальный диаметр отверстия может составлять одну треть толщины материала. | Минимальный диаметр отверстий составляет 1,5 от толщины материала, но не менее 4мм. Выраженная склонность к эллиптичности, (возрастает с увеличением толщины материала). |
| Внутренние углы | Высокое качество углов | Происходит некоторое скругление угла, из нижней части среза удаляется больше материала, чем из верхней. |
| Окалина | Обычно отсутствует | Обычно имеется (небольшая) |
| Прижоги | Незаметны | Присутствуют на острых наружных кромках деталей |
| Тепловое воздействие | Очень мало | Больше, чем при лазерной резке |
| Производительность резки металла | Очень высокая скорость. При малых толщинах обычно с заметным снижением при увеличении толщины, продолжительный прожиг больших толщин. | Быстрый прожиг; очень высокая скорость при малых и средних толщинах обычно с резким снижением при увеличении толщины. |
Программа ЧПУ для плазмореза
- PractiCAM – с ее помощью в автоматическом режиме, с наименьшими отходами, создаются развертки вентиляционных коробов и отводов, дымоотводов, воздуховодов и различных сечений каналов для сыпучих материалов;
- Техтран – позволяет автоматически, после раскроя плоских заготовок, получать минимальные отходы металла.
| Технические характеристики плазмореза серии S-WT | |
| Возможный размер рабочей зоны станка, мм | 2550х1300; 3050х1550; 3050х2050 |
| Толщина разрезаемого металла, мм | 0,5-30 |
| Точность позиционирования, мм | ± 0,05 |
| Повторяемость программируемого контура, мм | ± 0,25 |
| Привод по осям X, Y | Ременная передача Шестерня рейка |
| Привод по оси Z | Шарико-винтовая пара |
| Вертикальный ход перемещения резака Z, мм | 100 |
| Скорость холостых перемещений резака, м/мин | 15 |
| Высота стола (стол отсутствует), мм | до 300 |
| Максимальная толщина металла для укладки по грузоподъемности, мм | Определяется рабочим столом |
| Грузоподъемность стола, кг | Определяется рабочим столом |
| Вес станка, не более, кг | 150 |
| Температура эксплуатации станка, гр. С | 5-35 |
| Напряжение питания терминала управления станком | 1ф, 220 Вт, 50Гц |
| Мощность, потребляемая станком | 1 кВт |
| Вентилятор системы дымоудаления | 5,5 кВт, 1500 об/мин |
| Программное обеспечение (лицензионное, русифицированное) | Windows 7; Mach3; SheetCam |