Introduction
In the history of iron metallurgy, there were three revolutionary upheavals that had a profound impact on the entire course of human history: the first took place in ancient times, when cheese furnaces appeared; the second occurred in the Middle Ages, after the discovery of the remaking process; the third occurred in the second half of the 19th century and was associated with the beginning of cast steel production. Steel at all times remained the most necessary and desirable product of iron metallurgy, because only it possessed the hardness and strength required for the manufacture of tools, weapons and machine parts. But before being transformed into a steel product, the metal had to undergo a number of labor-intensive operations. First, cast iron was smelted from ore. The cast iron was then reduced to soft iron. Finally, by lengthy forging of the iron core, the necessary steel part was obtained from it (or only a blank for it, which was then subjected to final finishing on metal-cutting machines). The production of soft iron and especially forging have long been the bottlenecks in the iron processing process. They took the most effort and time, and the results were not always satisfactory. This problem became especially acute in the 19th century, when the demand for cheap steel increased sharply.
Naturally, many scientists and inventors had an idea, which was later expressed by Bessemer: how to obtain metal with the properties of iron and steel, but in liquid form, so that it could be used for casting? Resolving this problem required several decades of hard work by many metallurgists. Along this path, several important discoveries and inventions were made, each of which constituted an era in the history of iron processing. But in this essay we will talk specifically about the open-hearth process.
Let us consider the production of cast steel in open-hearth furnaces of metallurgical or machine-building plants. Steel is produced by oxidative smelting of iron-containing materials loaded into a furnace - cast iron, scrap steel, iron ore and fluxes as a result of complex physical and chemical processes of interaction between the metal, slag and the gaseous environment of the furnace.
Open hearth furnaces, along with other types of steel production, are the second link in the overall production cycle of ferrous metallurgy; The other two main steps are the smelting of iron in blast furnaces and the rolling of steel ingots or billets.
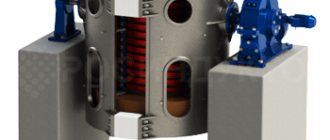
Working space
The drawing of an open hearth furnace presented in the article illustrates the structure of this part of the unit. In the working space there is a limiting arch on top, and a bottom (bottom) on the bottom. Openings are visible in the front wall. They are called filling windows. Through them, solid charge is loaded into the open-hearth furnace and liquid cast iron is poured. Filling is carried out using a special attached chute. Filling windows, as a rule, are closed with special lined lids with special “peeper” holes. They allow the steelmaker to monitor the smelting process and the condition of the unit. The working space is in the most difficult conditions of all the elements that an open-hearth furnace includes. The temperature in this part of the unit is very high. In addition to sharp thermal effects, the workspace is also subject to mechanical shock. The materials from which this part of the device is made are exposed to chemical compounds that arise during the melting of slag and metals. The stability of the working space elements usually determines the stability of the entire furnace, as well as periods of major and intermediate repairs.
Steel production in open hearth furnaces - Metalworker's Handbook
By design, open hearth furnaces are divided into:
- stationary;
- swinging.
Stationary ovens are most widespread.
Oscillating furnaces are mainly common in foundries of machine-building plants, when it is necessary to produce metal in separate portions or download large amounts of slag.
Depending on the composition of the charge used in smelting, there are different types of open-hearth process:
- scrap-ore process, in which the charge consists of liquid cast iron (55 - 75%), scrap and iron ore. The process is used in metallurgical plants that have blast furnaces;
- scrap process in which the charge consists of steel scrap and pig iron (25 - 45%). The process is used in factories that do not have blast furnaces, but are located in industrial centers where there is a lot of scrap metal.
What is an open hearth furnace?
An open hearth furnace is a special metallurgical installation in which steel is produced from scrap iron and cast iron.
With the help of convective flows of a hot gas-air mixture, the heating process itself occurs, as well as further melting of the material.
Below is a photo of an open hearth furnace and a steelmaker servicing it, as well as controlling the metal smelting process:
Photo 1
Photo 2
Photo 3
History of appearance
The open hearth furnace was invented by French metallurgical engineer Pierre Emile Martin in 1864. Since that time, this is the official date of the invention of the open-hearth furnace.
In the second half of the 19th century, open hearth units became a real breakthrough in steel production.
In Russia, the first open-hearth furnaces appeared in 1870 at the Sormovsky plant near Nizhny Novgorod. Engineer A. Iznoskov took an active part in their creation.
Thanks to the intensive development of industry in the USSR, in the 30s of the 20th century, by the beginning of the Great Patriotic War, this plant consistently provided the Soviet army with spare parts, parts of steel and cast iron hulls for military equipment.
Device
The main elements representing the structure of an open hearth furnace are:
- A body consisting of front and rear walls, as well as its arch.
- Heads equipped with channels located vertically. Through them, gas exchange occurs between the working chamber and the external environment, and fuel is also supplied.
- Slag tanks are air and gas type, in which coarse-grained smelting dust is collected and accumulated.
- Regenerators, which provide a stable temperature of the supplied gas and air, due to the thermal energy coming out of the working chamber.
- Pipe for removing smoke and gases.
- Waste heat boiler.
- Reversing control valves, their function is to remove combustion products, as well as to properly supply gas fuel and air into the chamber.
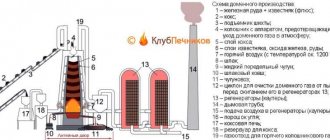
Below are typical diagrams of open hearth furnaces:
Principle of operation
An open hearth furnace is a flaming reflective mechanism that operates on the principle of metal regeneration. Natural gas or fuel oil is burned in the working space.
The temperature in an open hearth furnace can reach 18,000 degrees Celsius. This high temperature level is maintained through the recovery of thermal energy from furnace gases.
Description of operating principle:
- Gas heated to 1200 - 1250 degrees enters the working chamber, where the process of mixing it with fuel occurs. The resulting torch is directed to the charge and the metal is smelted from it.
- In turn, the exhaust gases, mixed with charge dust, are removed through the chimney into the atmosphere, undergoing filtration in the regenerator. At the end of the cycle, the regenerators and vertical heads are switched using valves. The process is repeated in a mirror image, thanks to the symmetrical design of the open hearth.
- The process of producing steel in such an installation lasts several hours. During work, the steelmaker carries out a control extraction of the melt with a special device, after which he sends it to the workshop laboratory to determine the percentage of metal and impurities, such as manganese, phosphorus, sulfur and others.
- Based on the results of this analysis, special additives are added to the working chamber to improve the quality of steel. At the end of the process, a procedure is carried out to remove oxygen from the melt using deoxidizers, these are ferromanganese, aluminum and ferrosilicon.
Types and varieties of open-hearth melts
Steel production in open hearth furnaces can be divided into two main methods - the scrap ore process and the scrap process.
- Ore process.
- The scrap process is characterized by a large amount of scrap metal in the charge, 30–45% of ultimate cast iron.
- The scrap ore process involves smelting a mixture of scrap and iron ore, the content of liquid iron in it is higher and amounts to 55 - 75%.
The quality of the resulting steel is also affected by the lining of the walls of the furnace unit. When the open hearth furnace was invented, they didn’t think much about it, but later the mechanisms for producing one or another type of steel with certain properties became clear.
There is a basic and acidic lining:
- The main lining is used to produce structural, manganese, chromium and low-alloy steels.
- Acid lining – for high-alloy quality steels with a minimum content of impurities.
Heat and material balance of melting
For two typical compositions:
Material balance 1
- Consumption: scrap - 66, cast iron - 34, limestone - 4, filling material - 3, ore - 2, ferromanganese - 1
- Incoming: liquid steel - 96, final slag - 8, slag after tapping - 5, CO from carbon oxidation - 3, CO from decomposition of lime and limestone - 2, moisture - 1, beads - 1
Heat balance 1
- Consumption: fuel combustion heat - 61, air heat in regenerators - 29, exothermic reactions of impurity burnout - 8
- Income: carried away with products - 61, losses to the environment - 16, for heating steel - 15, for heating slag - 3
Material balance 2
- Consumption: scrap - 34, cast iron - 66, ore for filling - 15, limestone - 5, filling material (dolomite and magnesite) - 3, ore during the boiling period - 2, ferromanganese - 1
- Incoming: liquid steel - 103, final slag - 8, slag after tapping - 7, CO from carbon oxidation - 6, CO from decomposition of lime and limestone - 2, moisture - 1, beads - 1
Heat balance 2
- Consumption: fuel combustion heat - 48, air heat in regenerators - 20, gas heat in regenerators - 11, exothermic reactions of impurity burnout - 8
- Income: carried away with products - 58, losses to the environment - 15, for heating steel - 20, for heating slag - 5, decomposition of limestone - 1
Technology
Exterior view of the open hearth furnace
The periods of the steel production process in an open-hearth furnace last from five to eight hours (with high-speed steelmaking - up to 4.5-5.5 hours) and consist of the following stages:
- Melting
. Melting begins even before the furnace is loaded. They try to carry out melting at the maximum temperature in order to prevent gases from dissolving in the metal and to prevent excessive oxidation. During this period, silicon, manganese, iron, phosphorus are intensively oxidized, and a large amount of iron oxide FeO{\displaystyle \mathrm {FeO} } is formed. - Oxidation
. Carbon oxidation occurs due to previously formed FeO{\displaystyle \mathrm {FeO} }. Reaction formula: C+FeO=CO+Fe−Q{\displaystyle \mathrm {C+FeO=CO+Fe-Q} }. The resulting carbon monoxide CO {\displaystyle \mathrm {CO} } causes the melt to boil. Within 2-3 hours, the proportion of carbon in the melt decreases and becomes below 2%. - Deoxidation
. If a large amount of FeO{\displaystyle \mathrm {FeO} } is dissolved in the steel by the end of melting, this gives the steel brittleness when hot - red brittleness. To remove oxygen, steel is deoxidized with ferrosilicon, ferromanganese or aluminum. Sometimes, to check, a red-hot piece of steel is forged; if it is poorly deoxidized, cracks form.
If necessary, after deoxidation, alloying elements are introduced: ferrotitanium, ferrochrome, high-silicon ferrosilicon, pure nickel and others.
After melting is completed, the steel is released into the ladle.
To speed up the process and increase productivity by 15-25%, oxygen is used. It is introduced during melting in two ways:
- enriching the flame during the filling and melting of charge materials;
- blowing through a liquid bath during the carbon burnout period.
XXI Century
Since the 1970s, new open-hearth furnaces have no longer been built in the world. The open-hearth process has practically been replaced by the much more efficient (about 63% of world production), as well as electric smelting (more than 30%). According to the results of 2008, the open-hearth method of production accounts for no more than 2.2% of global steel production. Based on the results of 2008, the largest share of steel smelting using the open-hearth method in the world was observed in Ukraine.
In 2021, the last large open-hearth furnace in Russia was closed. After this, this method of steel production was preserved only in Ukraine and India.
Since 1999, the use of oxygen-free low-intensity blast has begun in open-hearth production. The proposed technology of “hidden” bottom blowing was based on the supply of neutral gas through blowing elements installed in the hearth masonry, and the use of special refractory powders for filling it.
Over the course of 6 years, 32 open-hearth furnaces of various capacities - from 110 to 400 tons - were converted to this technology, 26 of which operated using the scrap process. Depending on the capacity of the furnace, 3-5 blowing elements were installed in the hearth with a flow rate of 30-100 l/min per element.
This technology allowed:
- significantly reduce hot and cold downtime, including for hearth repairs;
- reduce the duration of melting by 10-20%;
- increase the productivity of furnaces in actual hours and steel production in the workshop by 12-18%;
- reduce the costs of standard fuel, refueling materials and furnace refractories;
- The durability of the arch and the duration of the campaign during the period between repairs increased by 1.3-2 times.
End of the open hearth era
The last large open-hearth furnace in Russia has stopped operating.
At the Vyksa Metallurgical Plant (VMZ) in the Nizhny Novgorod region, part of the United Metallurgical Company (OMK), the open-hearth furnace is being closed. The last heat was carried out on March 23. Almost a century and a half era in the history of domestic metallurgy has ended.
The VSW steelmaking shop with a total capacity of about 500 thousand tons of steel per year consisted of two open-hearth furnaces, 250 thousand tons each. The steel produced was used to produce railway wheels. In fact, in 2021, according to the company, the workshop produced 200 thousand tons of open-hearth steel. One of the furnaces was put into hot preservation back in 2014, when the consumption of wheel products in Russia decreased.
The workshop has existed in its modern form since 1974, when, during the radical reconstruction of VSW, it was reoriented to meet the needs of the wheel-rolling complex. Although there used to be three open-hearth furnaces here, the third was dismantled during the modernization of the workshop back in 2004–2005. In its place, a fully automated out-of-furnace steel processing section was created as part of a ladle-furnace installation and a chamber-type degasser, which made it possible to increase productivity and product quality. The use of oxygen made it possible to reduce the duration of heats and increase the period between furnace repairs.
In total, by March of this year, the workshop had carried out more than 107 thousand melts, producing almost 25 million tons of open-hearth steel. And now this has come to an end.
“This decision is based on new opportunities for sustainable development of the company,” says Dmitry Chernyshev, head of the OMK asset development and investment department. “This is an opportunity to close the old production and improve the environment in the city of Vyksa. The Vyksa Metallurgical Plant is a city-forming enterprise. The company acts as a system partner of the single-industry town, investing in improving the urban environment. With the shutdown of the open-hearth furnace, the plant’s emissions into the atmosphere in Vyksa will almost completely stop.”
In addition, Dmitry Chernyshev assures, this is an opportunity to improve the working conditions of the employees of the VSW steelmaking shop: “Work in the open-hearth shop is hard, sometimes even dangerous. Now almost all three hundred employees of the open-hearth shop are moving to modern workplaces at the plant, including a completely new pipe shop, which is currently being built in Vyksa, as well as a modern casting and rolling complex.”
The wheel rolling complex will continue to operate using purchased steel. OMK claims that with the transition of the VSW wheel rolling complex to steel produced in electric furnaces, the company even gained the technological opportunity to expand the range and scope of application of railway wheels. Scheme of an open hearth furnace
After Stukofen
Humanity has been producing iron products for about three thousand years; historians have even identified a special era in world history - the Iron Age. For most of this time, the technology used was quite primitive - a disposable cheese-blowing oven and subsequent forging of the workpiece.
In the 13th century, permanent metallurgical furnaces—stuccovens—became widespread in Germany. They were relatively small in size (from three to five meters in height, a little more than a meter in diameter), but had good productivity for the pre-industrial era - up to 250 kilograms of iron per day. True, the disadvantage of this technology was a rather high (up to 10%) share of waste - the stukofen was similar in design to a miniature blast furnace and also produced cast iron, but the blacksmiths did not know how to process it.
Something similar to industrial production in iron and steel began with the advent of blast furnaces. The first such ovens appeared in the second half of the 15th century in Westphalia, western Germany. In Russia, the first blast furnace was built in Tula in 1632 through the efforts of the factory owner Andrei Vinius.
With the spread of blast furnace production, the conversion process, the processing of cast iron into steel, also developed. Until the 18th century, the dominant technology was furnace firing using charcoal. Technologies developed - for example, the energy consumption to produce a ton of steel in a forge from the mid-16th to the mid-18th century decreased fourfold. In 1718, coke was first used in Great Britain.
Since the end of the 18th century, the technology of puddling has become widespread - melting cast iron in a special furnace without contact with fuel and mixing the molten metal with special rods on which particles of molten iron stick, gradually forming a dough-like crust weighing up to 60 kilograms.
In 1855, the English engineer Henry Bessemer received a patent for an even more advanced method of producing steel - by blowing cast iron in a converter. The technology became known as the Bessemer process. In 1860, the first Bessemer converter was built, after which the technology began its victorious march throughout the world.
The Bessemer process made it possible to produce steel quickly (in about 15 minutes) and relatively cheaply. But since the cast iron was blown with ordinary atmospheric air, which mostly consists of nitrogen, the resulting steel was characterized by an increased nitrogen content, and therefore increased brittleness.
In 1878, the English engineer Sidney Thomas proposed another type of converter that made it possible to process cast iron with a high phosphorus content. This technology also became widespread, successfully competed with the Bessemer process and at the end of the 19th century was second only to it in production volumes. But Thomas steel had the same disadvantages as Bessemer steel: relatively high fragility.
Open Hearth Phenomenon
The problem of quality control of the resulting steel was solved in open-hearth furnaces.
This technology was first proposed by the German engineer Karl Siemens in 1864. In 1865, the French engineer Pierre-Emile Martin acquired a license for his invention from Siemens and used it for the first time in practice to smelt steel. Compared to its “descendants” from the 20th century, the first Marten furnace was very small, only one and a half tons of metal. The steel produced in this furnace was of good quality and was awarded a prize at the Paris World Exhibition in 1867.
Unlike converters, an open-hearth furnace can use both cast iron of any composition and scrap steel, and in any proportion, as raw materials (charge). In the late Soviet Union, for example, an average of 580–590 kilograms of cast iron and 480–490 kilograms of scrap were used per ton of open-hearth steel.
Compared to blowing cast iron in a converter, the open-hearth process takes a very long time - up to eight hours per heat. But it becomes possible to significantly expand the raw material base (for example, through mass melting of scrap) and control the progress of the process, obtaining steel with specified properties. This was the reason for its widespread use.
Anatoly Kulikov, head of the electric smelting laboratory at the Institute of Metallurgy and Mechanical Engineering of the State Scientific Research Institute, says: “Unlike converter methods for producing steel, the open-hearth process was not too demanding on the chemical composition of the source material, it made it possible to remelt a large amount of scrap steel, and the quality of open-hearth steel was higher. However, melting in an open hearth furnace takes much longer than in a converter. An open-hearth furnace requires external heating throughout the entire melting process, while the converter heats itself. The advantage of steel smelted in an open-hearth furnace in the nineteenth and early twentieth centuries, compared to converter steel, was its large assortment, while to increase the number of grades of converter steel, a steel finishing installation is used. By the mid-twentieth century, the open-hearth process produced about 80 percent of the world's steel." An open hearth furnace is a structure made of refractory bricks, reinforced by a series of metal beams that form the outer frame. The working space of the furnace is limited by the roof at the top, the bottom at the bottom, the walls at the front and rear, and the heads at the sides. The heads serve to supply fuel and air into the working space of the furnace, as well as to remove combustion products from it. The furnace looks like an oval bowl, in which the melting process takes place. The front wall has a row of windows for loading charge materials, and the rear wall has a cage for releasing metal.
The open-hearth smelting process is based on oxidation processes, as a result of which liquid steel of a given composition is obtained from the charge. In open-hearth furnaces, melting occurs due to the heat of the flame generated during the combustion of a mixture of blast furnace and coke gases in the working space of the furnace.
When gas enters the working space of the furnace, it comes into contact with air and ignites. Under the influence of this heat, the charge heats up and melts. Simultaneously with the melting of the metal, oxidation of its main components occurs. The main oxidizing agent is oxygen, which is sucked into the working space of the furnace from the atmosphere. During oxidation, the iron of the charge turns into ferrous oxide, and impurities into the corresponding oxides: silica, manganese oxide, carbon monoxide, etc. Carbon monoxide is removed from the furnace with flue gases, the remaining impurities turn into slag. Stirring the metal while releasing bubbles of carbon monoxide promotes the oxidation of impurities. When the metal is covered with a layer of slag, direct oxidation of impurities by atmospheric oxygen becomes impossible, and further oxidation occurs due to ferric oxide.
Adding fluxes (lime or limestone) to the charge helps remove sulfur and phosphorus from the metal. Then the slag formed during melting is drained. During smelting, metal samples are taken to determine its chemical composition and, if necessary, bring this composition to the required level. When the metal has been brought to the desired composition, deoxidizing agents (usually ferroalloys) are introduced into it to remove oxygen from the ferric oxide. If necessary, alloying elements are introduced after deoxidation: ferrotitanium, ferrochrome, high-silicon ferrosilicon, pure nickel and others. After which the steel is released from the furnace into a ladle.
Russia did not remain aloof from progress. The first open-hearth furnace in our country was launched on March 16, 1870 at the Sormovsky plant in the Nizhny Novgorod province. Moreover, the furnace was built by Russian specialists led by engineer Alexander Iznoskov. Open hearth furnaces at the Sormovo plant operated until 1998. And after Sormovo, new open-hearth furnaces began to grow in other parts of our country.
The very first open-hearth furnace in Vyksa was built in 1892 in the puddling shop of the Nizhne-Vyksa plant (at that time it was part of the Vyksa Mining Plants Society). Since 1904, the open-hearth production method became the only one in Vyksa (although in some enterprises of the USSR puddling was used until the 1930s), and the plants began to be called metallurgical.
Since 1920, the Vyksa factories became part of the Prioksky mining district. After the end of the Civil War in 1921, the district's factories produced 7.2% of the cast iron, 10.9% of steel and rolled products produced in the RSFSR. At the same time, the district's factories were tasked with participating in the restoration of the country's destroyed transport system: it was required to produce rails, long products, sheets, bandages and pipes for the production of cars and steam locomotives, the construction of tracks and bridges.
In 1933, the first melting was carried out in Vyksa in the new open-hearth (now steel-smelting) shop No. 2, so in the fall of this year the shop would have celebrated its 85th anniversary. But he won’t notice it anymore. Now open hearth furnaces will remain only in the famous song. The last day of work of the open-hearth shop of the Vyksa Metallurgical Plant
Change of lifestyle
The development of new steel production technologies in the second half of the 20th century was a blow to the open-hearth furnace.
Firstly, technological progress made it possible to produce pure oxygen on an industrial scale, which immediately changed the balance of forces between open hearth and converters. The first experiments using pure oxygen for smelting were carried out back in 1933–1936 in Kyiv under the leadership of engineer Nikolai Mozgovoy. And since 1952, the technology began to be used in mass industrial production at the factories of the Austrian metallurgical company VOEST. Actually, the technology of using oxygen converters is also known under the alternative name “Linz-Donawitz process”, in honor of the two Austrian cities where industrial oxygen converters were first built.
The oxygen converter made it possible to produce steel ten times faster than open-hearth furnace; it is characterized by much higher energy efficiency (an open-hearth furnace requires external heating during the entire melting process, the converter heats up itself). And the use of pure oxygen made it possible to get rid of the long-standing “disease” of the Bessemer and Thomas processes - additional impurities in steel and the ability to melt only cast iron (the oxygen converter due to the higher oxidizing ability of pure oxygen is tough on the teeth and a mixture of cast iron with scrap).
The second factor against open hearth was the development of electrometallurgy. The first experimental electric arc furnaces were built back in the 1870s. Ironically, the patent for the electric arc furnace was received by the same Carl Siemens, the actual inventor of the open-hearth furnace. In 1907, under the leadership of French engineer Paul Héroult, the first electrometallurgical plant in the United States was built. If the converter requires primarily cast iron, then an electric arc furnace can take over the melting of the “excess” scrap. For a long time, the spread of technology was limited by the limitation of power generation capacity. But in the second half of the 20th century, the world saw both the explosive growth of the electric power industry and the improvement of the technology of electrometallurgy itself. If in 1965 an electric arc furnace required 630 kilowatts of electricity and 6.5 kilograms of electrodes per ton of steel, then by the 1990s this figure dropped to 350 kilowatts and 2.2 kilograms.
Finally, the third technological argument against open hearth was the spread of continuous casting machines (CCMs) in the second half of the 20th century. In 1952, the first patent for a machine of this type was issued; by the 1970s, continuous casters had become widespread in the metallurgy of developed countries, and then became an indispensable attribute of world metallurgy in general. And with open hearth, due to the specifics of its melting, the continuous caster turned out to be rather poorly compatible.
And since the 1970s, the world has stopped building new open-hearth furnaces.
“In the second half of the 20th century, with the advent of powerful electric arc furnaces and out-of-furnace steel processing installations with electrical heating of liquid steel followed by evacuation or purging with inert gases, as well as with the advent of widespread automation of electric furnaces and out-of-furnace metallurgy installations, steel production received a new round and reached higher quality level of harmful impurities and gases. Thus, the overall development of converter and electric steel, as well as the speed of obtaining large volumes of liquid steel and automation of production processes, has replaced open-hearth production in most countries of the world,” says Anatoly Kulikov.
Indeed, according to the World Steel Association (WSA), the volume of open-hearth steel production in the world decreased from 195.4 million tons in 1974 to 6.8 million tons in 2016. The share of open-hearth production in total global steel production fell from 30% to less than 0.5% over the same time period. Previously, a similar collapse was observed when the global metallurgy industry abandoned the Bessemer process.
A decline in the role of open-hearth production was also observed in our country. If in 1974 open-hearth furnaces accounted for 67% of all Soviet steel, then in 1990 it was slightly more than 51%.
In the Soviet Union, the question was raised about the possibility of physically stopping open-hearth production. But, as follows from the calculations of Soviet economists, repurposing a medium-sized metallurgical enterprise from open-hearth furnaces to converters would cost about 100–110 million rubles in prices of the late 1970s. And in conditions of a rather disregardful attitude towards the environment and planned cheap energy resources, this was considered inappropriate. Global metallurgical capacity utilization
The market has decided
The situation has changed fundamentally with the transition of the Russian economy to a market economy and increased attention to the environment. Some furnaces were stopped for economic reasons. In some cases, the shadow of government clearly loomed behind the invisible hand of the market. Thus, in 2013, the Ministry of Industry and Trade began to insist on the decommissioning of all open-hearth furnaces before the end of 2015. “In 2013, open-hearth production in Russia accounted for 28 percent of industrial emissions into the atmosphere and over six percent of wastewater discharge,” said Deputy Minister Gleb Nikitin. As an alternative, the ministry proposed building electric furnaces. For example, Severstal completely abandoned open-hearth furnaces (and there were 12 of them in Cherepovets!) in 2011, MMK in 2003, Evraz in 2006.
“If we compare the costs of steel production in open hearth or, say, in an arc furnace, then, all other things being equal, the costs will be of the same order,” says Dmitry Chernyshev. “But due to the greater number of processing steps and imperfect casting method, the open-hearth method is inferior in efficiency to electric furnace steelmaking. We have observed this “retreat” in recent years in the global metallurgy. We also understood that the open-hearth method was obsolete and harmful to the environment, so we have long been waiting for the opportunity to move away from its use.”
As the company notes, investments in the construction of its own additional steelmaking facilities in Vyksa for the production of wheels are not economically justified (VMZ has a foundry and rolling complex for the production of hot-rolled steel with a capacity of 1.2 million tons, all of whose products are processed into medium- and small-diameter pipes).
“We have been looking for an external steel supplier for several years. And as soon as a reliable partner was found, we made the long-awaited decision to stop the open-hearth furnace,” says Dmitry Chernyshev. “Thus, moving in line with Russia’s course towards tightening environmental requirements, we solved a pressing environmental issue in Vyksa, and in parallel, the problem of using outdated casting technologies in molds: the need to meet certain requirements imposed insurmountable restrictions on the use of open hearth steel for the production of some wheel products.” .
Let us note that in total in Russia the volume of open-hearth steel production fell from 33.5 million tons in 1992 to 1.6 million tons in 2016. The share of open hearth in national steel production over the same period decreased from 50 to 2.4%. That is, all the most important things have already happened - the closure of the Vyksa open-hearth only puts an end to the transition that has already taken place.
Now almost all of the world's open-hearth production is concentrated in Ukraine, which is increasingly turning into a reserve of archaic technologies.
After open hearth
After the closure of the open-hearth furnace, VSW's wheel-rolling production will switch to steel from third-party suppliers. At the beginning of 2021, OMK has already concluded a long-term (ten years) contract with Ural Steel. “The Ural Steel plant from the city of Novotroitsk, Orenburg Region, was chosen as a partner for supplying wheel production with steel,” says Eduard Stepantsov, head of the OMK commercial department. “The need for raw materials at VSW wheel rolling production at full capacity is about 400 thousand tons of steel per year.”
Eduard Stepantsov assures that the closure of the open-hearth furnace in Vyksa will not lead to interruptions in the supply of railway wheels. The total production capacity of manufacturers in the Eurasian Economic Union for 2021 is about 1.5 million units per year, including 850 thousand at VSW. According to OMK’s assessment, based on railcar production in 2021, statements from railcar manufacturers and consumption statistics, the maximum demand for wheels on the Union market in 2018-2019 may be no more than 1.47 million units per year. Therefore, the existing internal capacities are able to fully satisfy the needs for wheels. The quality of the product will not suffer either.
“Today the situation is different. Regardless of the method by which steel is produced, its quality, to put it simply, is achieved by the raw materials and by the so-called finishing of the chemical composition - its additional processing outside the furnace, says Dmitry Chernyshev. — The VSW steelmaking shop, consisting of an open-hearth furnace and a modern complex for out-of-furnace steel processing - a ladle furnace and a vacuum degasser, commissioned in 2005, was capable of producing steel in full compliance with quality requirements. But the best alternative to open hearth is, without a doubt, modern electric steelmaking.”
The global metallurgical industry continues to face the problem of incomplete capacity utilization (see Chart 4). Moreover, competition among manufacturers may intensify due to the fact that the potential market for steel is shrinking with the spread of alternative structural materials. For example, the steel content of a car has dropped from 86% by weight in the 1980s to 66% in the 2000s and continues to decline. Even the growth of the global economy is increasingly less correlated with the dynamics of the steel market (see Chart 5).
The answer to these challenges may be increasing attention to manufacturability of production. In particular, Anatoly Kulikov believes that in the future we can expect another technological transition in the industry: “The opening of mini-factories based on high-performance electric furnaces represents broader opportunities than converter production. Already, the melting times and melt masses of converters and electric furnaces are comparable. The production of electric steel using secondary metallurgy technologies is more mobile and environmentally friendly compared to converter production, and the level of automation in the production of electric steel is at a high level.”
Download
array(19) { ["ID"]=> string(5) "38926" ["TIMESTAMP_X"]=> string(19) "03/26/2018 12:15:54 PM" ["MODULE_ID"]=> string(6 ) "iblock" ["HEIGHT"]=> string(4) "2667" ["WIDTH"]=> string(4) "4000" ["FILE_SIZE"]=> string(7) "1677931" ["CONTENT_TYPE" ]=> string(10) "image/jpeg" ["SUBDIR"]=> string(10) "iblock/3ba" ["FILE_NAME"]=> string(24) "Khabarov_IMG_2599_4k.jpg" ["ORIGINAL_NAME"]= > string(24) "Khabarov_IMG_2599_4k.jpg" ["DESCRIPTION"]=> string(0) "" ["HANDLER_ID"]=> NULL ["EXTERNAL_ID"]=> string(32) "19a0000695230c0631ac4b2b6b5d41f8" ["~src" ]=> bool(false) ["SRC"]=> string(43) "/upload/iblock/3ba/Khabarov_IMG_2599_4k.jpg" ["UNSAFE_SRC"]=> string(43) "/upload/iblock/3ba/Khabarov_IMG_2599_4k .jpg" ["SAFE_SRC"]=> string(43) "/upload/iblock/3ba/Khabarov_IMG_2599_4k.jpg" ["ALT"]=> string(46) "The end of the open-hearth era" ["TITLE"]=> string (46) “The end of the open-hearth era” }
Share
Dear representatives of the media, for additional information and comments, please contact the OMK press service.
Pavel Taran Head of Strategic Communications [email protected] + 7 (495) 231 7775 ext. 3908
What is the "hearth" made of?
The working space of a melting plant is subject to the greatest thermal loads. The design of the open hearth furnace is such that the refractory materials of the smelter are under constant thermal and mechanical loads of varying intensity. Chemical processes also contribute to the destruction of refractories. Therefore, the heat resistance and structural strength of the melting compartment, the conditions and stability of its operation determine the main characteristics when choosing materials.
The lining for the hearth depends on the characteristics of the slag that is planned to be obtained during production. For the acid smelting method, the hearth is made from acidic refractories, which are covered with a layer of quartzite sand on top. The back and front walls of the acid smelter are built from siliceous refractory (dinas). For basic slags, a basement is built from basic refractory materials, the top of the structure is covered with magnesite sand, less often with fine-grained dolomite material. The front and rear slopes of the hearth are laid out of magnesite bricks. In places where the bath comes into contact with hot slag, after the end of melting, small sintering occurs, which is removed, and destruction is eliminated by filling with sand (magnesite powder) supplied by the filling machines.
The vault is made from any heat-resistant and fire-resistant materials, but more often silica or magnesite-chromite bricks with increased heat resistance properties are used for lining. The vault is built as a spacer-suspended vault with fastenings and gaskets between the bricks. A horizontal vault layout is used to minimize the volume of the combustion space in order to reduce heat loss for heating the entire volume. Basic magnesite-chromite vaults are used everywhere, since their service life reaches 1000 melts, and the service life of a dinas vault is 200-350 melts.
To ensure conditions for maintaining high temperatures, heads with a system of channels and niches (regenerators, soots, hogs) are built from heat-resistant magnesite-chromite or forsterite bricks (for upper, hotter structures) and fireclay bricks (for lower, “cooler” conditions).
The pipe for removing burnt gas is made of simple ceramic bricks with an internal lining of simple refractory material - fireclay bricks. A number of elements (fences and window covers, vault beams, elements of the changeover valve system) are made of metal. These elements require continuous water or evaporative cooling.
For the construction and repair of open hearths, special large-sized blocks are used, which saves downtime (one melt takes 3-8 hours, repairs and maintenance should take 1 hour). In modern open-hearth furnaces, water cooling is being actively introduced, which replaces the lining. These elements are coated with a special substance - a garnissage, which increases their heat resistance.
Regenerators
These elements provide a constantly high heating temperature for air and gas. Under more severe conditions, the nozzles of the upper rows are switched on, since dust deposition and heating are maximum in this part. These elements are made of foresterite or magnesite-chromite bricks. The operation of the lower nozzles is carried out at a temperature of 1000-2000 degrees. They are made of durable and cheaper fireclay bricks.
Modernity or anachronism?
In some sources on the Russian Internet you come across the expression: “Modern open-hearth furnace.” This is already an anachronism, because... Since 1970, open hearth furnaces have not been built all over the world. True, in China, India and the countries of the “third world” there are not fully accounted for the number of steel-smelting mini-furnaces, mainly made in China, operating on the open-hearth cycle, see Fig. below. Mostly, these are rotary furnaces: mold baths are located radially on a rotating hearth. Melting lasts one revolution of the hearth: take out the pellet with the melt, insert the trough with the charge, etc., etc. Such stoves are notorious: they smelt that same “Chinese” raw metal, the products from which can still be “shopped up” in tool stores and iron bazaars. If the jaws of the pliers become wrinkled when you try to cut through aluminum wire, then this is anything but metallurgy.
Mini steelmaking furnace
Wikipedia claims that as of 2009, steel was smelted using the open-hearth method only in India, Ukraine and Russia. Here, it must be said, VP, in its characteristic manner, is disingenuous: data for statistical processing are taken only from metallurgical enterprises, and machine-building enterprises with the accompanying open-hearth enterprise are not taken into account. If you want to make sure, type Siemens martin in the search. However, the share of open hearth steel in global production today (summer 2021) is approx. 2% and slowly but steadily falling. Although prices for scrap metal are falling, this is a consequence of the reduction in open-hearth production due to the depletion of reserves of rich pure iron ore, and it is more profitable to use oxygen and fuel energy for converting and electric arc smelting.
In the Russian Federation, in 2012, a resolution was adopted to completely stop open-hearth production in 2015. At the beginning of 2021, in the Urals, another 3 or 4 small open-hearth furnaces were completing their TBO life, after which they were subject to shutdown and liquidation. In the first half of 2021, these furnaces produced approx. 650 thousand tons of steel, after which information about open-hearth furnaces operating in Russia cannot be found.
Against this background, Ukraine stands out as a bright but heterogeneous spot. Donetsk residents on both sides of the front line, despite the civil war, did away with their open-hearth furnaces: during 2015, all open-hearth furnaces in Donbass were stopped and dismantled. But at Zaporizhstal, a full-scale open-hearth shop is still smoking and fuming, and at the former Krivorozhstal (now the Indian Arcelor Mittal Krivoy Rog) a large two-bath open-hearth furnace is in operation. Both are smelted per year approx. 7 million tons of open hearth steel, or approx. 25% of its global production. During the entire existence of Ukraine as a separate state, no official documents regarding the liquidation of open-hearth production have been made public, and the current Ukrainian government has extended the permit for the operation of existing national open-hearth furnaces until 2021 without any clarification about their future fate.
Below you can share your thoughts and results with our readers and regular visitors.
You can also ask questions to the author*, he will try to answer them.
Why is open hearth bad?
Open-hearth metallurgy is close to complete extinction (see below), and the first who are rushing it towards it are metallurgists. Dedicated steelworkers say: “Lord, with what pleasure I cut open hearth!” They have more than enough reasons for this:
- Martins are environmental killers.
- Open-hearth production is very dangerous for the workers themselves.
- Martins are unproductive.
- Open hearth production is unacceptably labor intensive.
- It is also extremely material-intensive.
- Heat losses and waste materials in the open-hearth process are absolutely unacceptable by today's standards.
- Open hearth production requires large initial investments and associated costs.
Let's figure it out in order.
Ecology
Open-hearth slag pits (slag pits) capture approx. 50% slag dust. Another note. 25% clogs regenerators, and the rest is released into the atmosphere. To describe the harmful properties of slag dust, you don’t need articles, but books. In addition to dust, open hearth also emits large quantities of carbon monoxide and sulfur dioxide, greenhouse gases, and nitrogen oxides. To cool open-hearth metal structures, up to 400 cubic meters are required every hour. m of water. In terms of harmful effects on the environment, only nickel smelting can be compared with open-hearth furnaces.
Danger
The heroic steelworkers, who were extolled by Soviet propaganda, cursed the day and hour when a preferential queue for an apartment, a high (really very high) salary and a year or two before retirement tempted them to join the open-hearth furnace. Working in an open-hearth shop meant premature loss of reproductive abilities, silicosis from slag dust, oncology, a lot of dangerous occupational diseases and a high probability of congenital defects and anomalies in the offspring. In addition, during the boiling period of the bath, the open-hearth furnace could explode due to oversight.
Unproductivity
10 tons of metal per day per square hearth is a joke compared to an electric arc furnace. And the oxygen converter in front of the open hearth seems like an ocean of steel.
Labor intensity
For round-the-clock maintenance of an open-hearth furnace, at least 3 teams of highly paid specialists are needed at the furnace and in the laboratory. Taking into account the productivity of open hearth and the current profit standards, the share of labor costs in the cost of open hearth steel goes beyond all conceivable and inconceivable economic boundaries. Routine repair of open hearth can be automated, but it is very difficult to remove the smelting process from human supervision. Computerization and robotization of metallurgy is generally a complex and unreliable matter. Molten metal is an electrical conductor moving in the Earth's magnetic field. In terms of the degree of their influence on electrical circuits, interference to electronics in a metallurgical workshop can be compared with the electromagnetic pulse of a nuclear explosion.
Ore shortage
The scrap process has long exhausted its reserves of profitability. The scrap ore process requires rich, pure iron ore, the world's reserves of which are almost exhausted. If fossil organic fuel (excluding shale) will last us, without coal, for 120-150 years, and with coal in general for 700-800, then iron ore, according to the most optimistic forecasts, will last no more than 60-70. If humanity manages to do without ferrous metallurgy, no one will be worse off. But the topic of open-hearth furnaces will then arise somewhere next to the question of the method of making tablets for Sumerian cuneiform.
Losses
There are two golden rules in the iron and steel industry. First, no fuel for processing. Secondly, there should be as much iron in the metal after the redistribution as there was before it.
The Bessemer converter does not require fuel: it heats itself up with burning carbon as soon as oxygen flows. Metal losses in the converter in terms of iron are 3-5%. An electric arc furnace loses 1-2% of iron and can be energy-independent: taking into account the conversion efficiency, the heat released from the melt is sufficient to ignite and maintain the arc with a large margin.
Heat and material balances of the main open-hearth process
But for the open-hearth process, as can be seen from the figure, almost half of the heat is needed from external fuel, and up to 20% of the metal is lost in it. These shortcomings are fundamentally irremovable: the metal, when the bath boils, without which the open-hearth process is impossible, flies into the pipe with slag dust in the form of oxide and goes to waste as beads in the slag. Then heat also flies out into the chimney - in the form of chemical (potential) stored in flammable carbon monoxide and sulfur oxides. Utilization of such low-calorie fuel immediately makes open-hearth furnace unprofitable. In two-bath furnaces (see next figure), heat loss can be reduced by 20-25% of the initial value, and metal waste to 13-15%, but double-bath open hearth requires oxygen equipment, as well as a converter, and still double open-hearth In principle, he is unable to adhere to the main commandments of metallurgy.
Design and diagram of the working cycle of a two-bath open hearth furnace
Initial and additional costs
If you watched the video above, you have an idea of what a complex operation an open-hearth shop is. Let us also add that the resistance to the flow of gases in an open-hearth furnace is high. To prevent the regenerators from becoming clogged with slag during the first melting, open-hearth furnace requires a heat-resistant chimney with a height of approx. 100 m. At current prices for materials and labor, it will cost more than the entire converter workshop, and for routine maintenance the current one needs a team of highly paid industrial climbers.
Automation of open hearth furnaces
Since open-hearth smelting consists of four periods, characterized by their own thermal and technological tasks, each of them imposes corresponding requirements for process automation. The main tasks that are necessary to ensure appropriate melting parameters and control actions are:
- Ensuring minimum duration of melting.
- Obtaining steel of a given composition and temperature.
- Ensuring the durability of fire-resistant masonry.
- Economical use of fuel.
The following features of open-hearth furnaces are distinguished from the point of view of automation in comparison with other melting furnaces:
- the process is repeated cyclically from charging to tapping the melt (frequency);
- the heat supply to the furnace and the temperature of various parts of the furnace change during the melting process, from melting to melting and during the furnace campaign;
- technological processes occurring in the furnace involve the absorption and release of heat and the release of flammable gas from the bath;
- the furnace operating mode is subject to sudden disturbances associated with periodic reversal of the torch;
- there is no complete mathematical description of technological and thermal processes;
- There are no many sensors necessary for automatic control of open-hearth smelting (sensors for the composition of metal, slag, etc.);
- many elements of the stove, especially the bath, have poor dynamic properties.
Mentions in popular culture
Days and nights at the open-hearth furnaces Our Motherland did not close its eyes
- The work of open-hearth steelworkers is dedicated to V. F. Popov’s novel “Steel and Slag” (1948), dedicated to the labor and patriotic feat of Donetsk metallurgists during the Great Patriotic War, which received the Stalin Prize of the second degree (1949), as well as the sequel novel “Steel Boiled” "(1955).
- In one of the most popular films of the 1950s in the USSR film distribution, “Spring on Zarechnaya Street”, one of the main characters of the film is an open-hearth steelmaker, labor drummer Alexander Savchenko (artist Nikolai Rybnikov). The film footage shows the work of the open-hearth workshop and open-hearth furnaces. And in the popularly beloved popular song from the film there are the following lines:
When on Zarechnaya Street the lights are turned off in the houses, the open-hearth furnaces are burning, and they burn day and night.
Fragment of the song “Workers' Quarter” (music and lyrics by Yuri Shevchuk):
In the working-class quarter, the bright distances are burning in the fierce open-hearth furnaces. Like the sky, the titans held the power and carry it on their shoulders.
Poem by Vladimir Mayakovsky “Khrenov’s story about Kuznetskstroy and the people of Kuznetsk”:
There will be construction walls here. Beetles, steam, sipi. We will ignite Siberia with open hearths of a hundred suns.
Fragment of the song “Utkina Zavod (song)” (music and lyrics by Boris Grebenshchikov)
You walked past the workshop, there was an open-hearth explosion. Not even Bin Laden himself can do such things.
general information
Huge industrial complexes were built everywhere, complex agricultural and production equipment was developed, the main efforts of many states were aimed at increasing industrial capacity and obtaining large quantities of materials needed for development.
One of these materials was steel, since it is an indispensable component in so many applications.
Its production was carried out thoroughly and amounted to huge numbers annually.
Although many inexperienced people think that this technology was the work of Soviet scientists, its author is the French engineer P. Martin. He developed this technology in 1865.
Cast iron, charge, scrap metal, and various other steel components are placed in a special furnace, heated by fuel combustion products. All this is melted under the influence of high temperature to a homogeneous state, to which other necessary impurities are added. The next step after forming the desired mixture is to release it into ladles and pour it into molds.
The advantages of this method of creating steel are the possibility of processing any feedstock and the variety of options for fuel used to heat furnaces.
The technology allows us to obtain high-quality clean steel. A typical Marten furnace has a capacity of 10 to 900 tons of liquid material, so using this method it is not difficult to create parts of quite an impressive size.
Technology
Bessemerizing is an iron smelting process that produces steel of relatively high quality. It should be noted that such technology is used extremely rarely today. This is due to the emergence of quite a large number of modern technologies that make it possible to obtain higher quality steel in less time.
The entire Bessemer steel production process can be divided into several main stages:
- Cast iron is poured into the converter through the neck. An important point is that in this position the device must be in a horizontal position, since there is a possibility that the nozzle will be filled with metal. Nozzles are necessary to blow through the charge. It is the oxidation of impurities and their removal as slag that makes it possible to obtain steel of improved quality.
- The next stage is to start the blast and turn the converter into a vertical position.
- In order to ensure the oxidation of harmful impurities and excess carbon, the metal is blown with air. At this stage, slag is formed, with which unnecessary chemicals are removed.
- After a sufficiently long period of purging, the converter is turned over again into a horizontal position, and the purging of molten metal stops.
- The molten metal is drained into a ladle and deoxidized by adding special substances.
At the time of the start of purging the composition, active oxidation of manganese and silicon occurs. At the initial stage, carbon is practically not oxidized. This is due to the fact that this component reacts exclusively to exposure to high temperatures. In addition, the process of oxidation of impurities is influenced by thermodynamic factors that determine the activity of oxygen transfer to the sites of the Bessemer process.
Considering this technology, we note the following points:
- At the first stage, a large number of different slags are formed, which contains a high concentration of silica. The time interval for the first stage is 2-5 minutes.
- The second stage of the Bessemer production process provides the most favorable conditions for carbon oxidation. An example is an increase in operating temperature to approximately 2000 degrees Celsius. The duration of this stage is approximately 13 minutes. At the end of this stage, the temperature drops to approximately 1600 degrees Celsius.
- High quality steel can be achieved using various bessemerization methods. It all depends on the characteristics of the composition of the scrap used and the concentration of the cream in the composition.
- In order to eliminate the possibility of metal overblowing, the active air supply is stopped already at the second stage.
- Only at the third stage can active oxidation of iron be noted, which causes the release of brown smoke. This stage begins at the moment when the carbon concentration is less than 0.1%.
As previously noted, the Bessemer method of steel production has become widespread due to its high productivity. Foundries quite often install equipment that has a charge of about 35 tons.
Bessemer method of steel smelting
Today, the Bessemer method of steel production is practically not used, which is due to the low quality of the resulting metal and its fairly high cost.
Scap-ore process
It is used in facilities equipped with blast furnaces. The composition of the steel in this case looks like this: 55–75% cast iron, iron ore, scrap. This open-hearth production method helps produce steel with low levels of health-hazardous impurities, such as sulfur, phosphorus and a number of other substances.
Production by this method begins with loading the solid components of the charge (limestone, scrap, iron ore) into the furnace and heating it. The next step is pouring liquid cast iron. A rapid melting process of the charge occurs and all impurities are very actively oxidized.
And at low operating temperatures, phosphorus, silicon, manganese, carbon and other impurities are very actively oxidized and turn into slag.
A single download of slag is enough to obtain high-quality steel. But sometimes, for example, if phosphorous cast iron is processed, then the slag is downloaded several times.
Russian factories that used open hearth furnaces
On March 16, 1870, the first open-hearth furnace in the Russian Empire was launched at the Sormovo plant. It was intended for processing pig iron and scrap into steel of the required chemical composition and quality. The founder of the plant, a Greek merchant who accepted Russian citizenship, Dmitry Egorovich Benardaki, brought in a young engineer Alexander Iznoskov in 1870, who built the first open-hearth furnace in Russia weighing 2.5 tons.
In 1998, open-hearth furnaces at the Sormovo plant ceased to operate. In June 2005, a security obligation was concluded for the workshop building where the first Russian open-hearth furnace was installed between OJSC Krasnoe Sormovo Plant and the Ministry of Culture of the Nizhny Novgorod Region, in which the owner undertook to ensure the safety of the object, as well as the immutability of its appearance and interior . In May 2012, the rolling shop building was dismantled in violation of the requirements of the federal law “On objects of cultural heritage (historical and cultural monuments) of the peoples of the Russian Federation.” Police Department No. 8 of the Russian Ministry of Internal Affairs for the city of Nizhny Novgorod is identifying those responsible for the destruction of a cultural heritage site.
Information as of August 2009[
source not specified 3213 days]
- Bezhitsa steel plant
- Volgograd Metallurgical Plant "Red October"
- Vyksa Metallurgical Plant - the last open-hearth furnace was closed in the first half of 2021.
- Guryev Metallurgical Plant - two furnaces are still in operation today
- Zlatoust Metallurgical Plant - open-hearth shop decommissioned
- Izhevsk Metallurgical) - open-hearth production was stopped in 2009
- Kulebaki Metallurgical Plant - stopped on December 20, 2011
- Metallurgical plant Petrostal (a subsidiary of OJSC Kirov Plant)
- OJSC "Ural Steel" (formerly Orsko-Khalilovsky Metallurgical Plant) - all furnaces were stopped in April 2013
- Nizhny Tagil Metallurgical Plant named after V.V. Kuibyshev
- Nizhny Tagil Iron and Steel Works
- Omutninsky metallurgical)
- Seversky Pipe Plant - open-hearth production stopped in 2008
- Taganrog Metallurgical Plant - open-hearth production ceased in October 2013
- Chelyabinsk Metallurgical Plant
- Chelyabinsk Pipe Rolling Plant
- Cherepovets Metallurgical Plant - stopped in 2011
- Chusovsky Metallurgical Plant - stopped in 2013
- Beloretsk Metallurgical Plant - 4 open hearth furnaces, taken out of operation under the leadership of the Mechel group.