Home / Welding technique
Back
Reading time: 2 min
0
1596
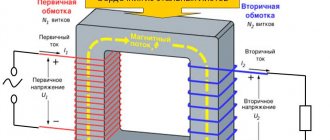
Current inverters for welding have little resemblance to traditional transformers, widely used in welding in the past century.
The manufacturers have done everything possible to reduce the size and weight of the welding device and make it more comfortable to use.
With the advent of electronics, even low-cost inverters were equipped with auxiliary parameters that were previously unavailable.
One of them is arc force. In this article you will learn about the presence of this function on the welding inverter and the method of its operation.
- Brief information
- Peculiarities
- Conclusion
Hot start (HOT START), Arc force (ARC FORCE), Anti-stick (ANTI STICK)
Most welding inverters for manual arc welding with coated electrodes have the following functions (options):
- Hot start (HOT START)
- Arc Force (ARC FORCE)
- Anti-stick (ANTI STICK)
Hot start (HOT START)
Provides easy arc initiation. A welding inverter function that provides an increase in welding current at the moment the electrode touches the part (the moment the arc is ignited). Conventionally, if the welding current is set to 120 A, then at the moment the arc is ignited, there is a short-term increase in the welding current by a certain amount from the set one (120 A +). “Hot start” function can be adjustable or fixed, depending on the design of the inverter. The fixed function can be turned on and off, the value of increasing the welding current in the “on” mode is preset by the manufacturer. The adjustable function allows you to smoothly adjust the increase in the Hot Start current (to the set one).
It is advisable to enable the “Hot start” option:
- when welding parts with rust or paint residues;
- when using low-quality electrodes;
- at low mains voltage.
The following inverters have an adjustable “Hot Start” function: “TERMIT VDI-225PROFI”.
Arc Force (ARC FORCE)
Reduces the likelihood of the welding electrode “sticking” during the welding process and increases penetration. The function provides, on a short arc, an increase in the welding current by an amount preset by the manufacturer or set independently (if the inverter design has an adjustment for the “arc force” function). By adjusting the “Arc Force” you can change the “arc stiffness” parameter. By increasing the parameter, you can achieve deep penetration of the base metal and increased arc pressure; by decreasing the parameter, you can achieve a “softer arc”, which will ensure low spattering during small droplet transfer.
The following inverters have a switchable “Arc Force” option: “TERMIT VDI-180PRO”, “TERMIT VDI-200PRO”
Anti-stick (ANTI STICK)
Reduces the likelihood of the electrode “sticking” to the product when igniting the arc. “Anti-stick” function ensures automatic shutdown of the inverter, or maximum reduction of the welding current, when the electrode gets stuck during the ignition of the welding arc. In most power supplies, this function is fixed and cannot be adjusted or disabled.
Source
What is a “hot start”?
Hot start, hot start or Hotstart is an additional surge of welding current at the moment the electrode touches the workpiece. For example, if we have set the welding current to 150 Amps, then at the moment of touching and igniting the electrode, if the welding inverter has a “hot start” function, the welding current should briefly increase by a certain amount.
This value may differ for different manufacturers: 5, 10, 15, 30,....100% of the set welding current.
For some welding inverters, the hot start current has a fixed value and cannot be adjusted, sometimes it can simply be turned off (this makes sense when welding thin metals to avoid burns), there are inverters in which the “hot start” can be smoothly adjusted from 0 to 100 %.
Why do you need a “hot start”?
Simply put, Hotstart helps in igniting bad electrodes, when welding rusty metal, in case of poor mains voltage and in many other cases. It is best when the welding inverter has an adjustable hot start, and you can adjust it yourself depending on your needs.
What is "arc force"? What is it for?
Arc force, arc force, Arcforce or Arcforsing - if the instructions for the welding machine state that this function is available, this means that during the welding process, when the welding arc for some reason “breaks” and goes out, an additional surge occurs welding current.
For example, if we have a welding current set to 150 Amps, then when the arc breaks, the welding inverter adds additional 150 Amps to prevent the welding arc from going out. The work of Arcforce (arc force) is very similar to the work of “hot start”, only the increase in welding current does not occur at the moment the electrode touches the metal, but during the welding process, when there is a possibility of the welding arc breaking.
In some welding inverters, this function works automatically and cannot be adjusted. It’s best when the “arc force” can be adjusted, setting the value with which we are comfortable doing welding work.
What is “anti-sticking”. What is this function for?
Contrary to popular belief that the anti-stick or anti-stick function prevents the electrode from sticking during welding - this is not the case. The Arcforce function prevents the electrode from sticking; we talked about it above. When sticking (sticking) of the electrode to the metal occurs, a welding current much greater than the rated one begins to pass through the electrode (i.e., a “short circuit” mode practically occurs); as a result, the electrode becomes hot, and then it is impossible to tear it away from the workpiece, and about further welding with this electrode is out of the question, because... all the coating falls off from it.
What is arc force on a welding inverter?
Working with thin metal at low currents is difficult. Even experienced welders are not immune to arc rupture, electrode sticking, and uneven seams. When you are dealing with a device equipped with the “Arcforce” option, such difficulties do not arise. Voltage surges that occur when the electrode sticks are smoothed out. In essence, arc forcing on an inverter is a current stabilizer operating in automatic mode. It helps maintain the heating of the additive, facilitates welding of seams, and maintains the arc in one mode. For beginners, this option is a godsend.
- instantly increase the current strength, when it decreases to a critical level, the risk of short circuit and electrode sticking increases,
- reduce when the electric arc is powerful, protect against burns of thin parts,
- ensure stable operation.
How to use arc force?
Experts recommend using this mode only in cases where you have to work with thin products, since otherwise they will be useless. If the device has a simple functional basis that does not require parameter adjustment, then before direct welding it is enough to turn on the appropriate mode. But this scheme often does not justify itself, since it cannot adapt to the parameters if welding occurs with different types of electrodes. Thus, if you want to figure out how to properly regulate arc force, it is worth understanding that its parameters will depend not only on the thickness of the metal, but also on the type of welding electrodes used.
How to set welding arc force
There are two types of inverters with afterburner mode: with and without Arc force regulator. For constant work, it is better to choose models with adjustment. This is professional universal equipment. It's more convenient to use this way. Usually the scale is graduated in percentages, less often - in units. The required value is selected experimentally. Let's say, working at minimum currents of about 50 amperes, you can increase it by 30%. This additive is enough to heat up the stuck drop. But if you cook with a 4 mm electrode, you need to set it to 160 amperes. What is a 30% increase at higher output current values? It will not affect the heating process. For thick parts, arc force is set to maximum values. If necessary, the Arcforce mode is disabled; to do this, simply set the control knob to zero.
Arc Force function: what is it for?
There are a number of welding jobs that are performed at low currents. These include the following:
- welding of thin sheet steel;
- weld root penetration during pipeline welding and multi-pass welded joints.
In such cases, increased attention and considerable experience are required, since when working at low current, sticking of the electrode is often observed, and one careless movement of the welder can cause a burn through the base metal.
It is for such cases that the “Arc Force” option was developed, which is equipped with most modern inverter devices.
In some inverters, this function is built-in - that is, it works automatically and is not regulated. But on professional models with more precise settings of welding parameters and additional functionality, the welder can independently enable and adjust the values of the “Arc Force” option (more or less).
Essence of the mode
When operating in this mode, the inverter automatically controls operating parameters:
- increases – when the operating voltage decreases to critical values and there is a danger of sticking;
- reduces - with optimal location of the rod above the surface of the weld pool.
Using the example of welding thin-sheet steel at a current of 50 A using an inverter with the ability to adjust the “arc force” up or down, it will look like this:
- If “Arc Force” is turned off (the adjustment knob is set to “0”), the process is unstable, the electrode constantly sticks, and the welding seam is not formed.
- The mode can be adjusted from 0 to 100% - when you turn the adjustment knob all the way up (up to 100%), in case of danger of the electrode sticking to the metal surface, the operating current increases from 50 to 100 A and decreases when the process stabilizes.
This minimizes the likelihood of sticking and eliminates the possibility of burning through the metal.
Source
Welding arc afterburner. What is it and how to use it
Welding arc afterburner - an assistant for beginners
On some welding machines you can see the inscription on the control panel “Arcforce”, which means “welding arc force”, and a nearby regulator. In Russian this means forcing. This function in inverters is responsible for preventing the electrode from sticking to the surface being welded. To do this, the device, at the right moments, automatically adds the required current, which compensates for the operating voltage, regardless of the set number of Amperes before starting welding. Where is this feature applicable and how useful is it?
How to set the welding current correctly
Hello everyone. We continue to analyze our welding diary, and today I want to discuss such an important topic for beginners in welding, how to correctly set the welding current? Because this is one of the most important components of obtaining normal penetration of the parts being connected. I'll start with the bad news. Many of our household welding inverters produce less welding current than stated in the instructions, unfortunately this is the case. So if you install a current twister of 100 amperes, in fact there will be less. A simple conclusion follows from this - when setting the current, you do not need to rely on the tables and regulator (knob!) of your device.
So what to do? How to set the welding current, especially when you have little experience? We will achieve this using scientific poking! Let's assume that you need to weld two pieces of iron and you have electrodes of a certain diameter. First of all, we need unnecessary training iron of the same thickness as the one being welded. First, let’s set a deliberately small current on the device - let’s take 30 - 40 amperes, and try to cook on a training piece of iron. The electrode sticks and does not weld well, the seam does not work.
We add 10 amperes at a time and try to tighten the seams until the current is too strong and burns begin, of course we do all this on a training piece of iron. Don't forget to check the correct polarity of your electrodes, it is indicated on the pack.
When you weld seams on a piece of training iron, do not weld them next to each other - on the contrary, each subsequent seam should be made further away from the previous one, because the metal next to the seam gets very hot and we can get an inadequate weld.
As soon as strong burns begin at a high current, feel free to also reduce 10 amperes, and now you will quickly select just the right current, and so that the electrode does not stick and there are no strong burns. This is where a normal seam should begin to appear.
Guys, this is the only way to set the optimal welding current for your purposes using self-selection. I would like to give as an example a cool video from the YouTube channel MastakSvarka, where a person sets the welding current according to the table and what comes out of it. Source
What is arc force on a welding inverter?
Reading time: 4 minutes
Modern welding inverters are no longer much like the classic transformers that were widely used for welding in the last century. Manufacturers have done everything to reduce the size and weight of the welding machine and make it more convenient to use. With the development of electronics, even budget inverters have been equipped with a number of additional functions that were previously unavailable.
One of these functions is arc force. In this article we will explain in detail what arc force on a welding inverter is, what the principle of operation of this function is, and why a home welder or a beginner needs it at all.
DC welding machine: how to regulate arc current?
It is not customary to put a question mark in the title. But I am forced to act differently: I need to ask advice from knowledgeable people, I need technical help. The fact is that I published an article on the site where I described an original DC welding machine made by myself. They read it and ask questions. The control diagram looks like this.
One welder from Magadan named Pavel asked for help with the design of a welding machine in which the arc current can be adjusted. He works in an emergency team, dealing with the elimination of gas breakthroughs from a gas pipeline. The location and time of the accident is unpredictable. They get there on a tracked all-terrain vehicle, but it often can’t get close: there are hills and swampy terrain. Carrying a 100-kilogram welding generator several hundred meters through a swamp is another task... And at this time the walkie-talkie breaks, gas comes out through the fistula... For the first time, Pavel adapted to grab the batteries from the all-terrain vehicle under his arms and run to the scene of the accident. Assembles a 36 volt battery on site, connects the hoses and works. You have to cook in very short sections: the arc current is high. Thanks to skill, the fistula is eliminated, and then the generator is dragged to the place of the breakthrough and the stitches are restored to their normal appearance. All this is stated in the comments to the article, and we also communicate additionally on VK. He asked me: is it possible to regulate the arc current from the batteries using my thyristor circuit. I explained that this cannot be done: I work with rectified current formed by ripples from the semiharmonics of a sinusoid. The thyristor opens when current is supplied through the control electrode chain, and closes when the downward harmonic branch reaches zero.
It is not difficult to open a thyristor in a DC circuit, but it is impossible to regulate the load size. Initial data for calculating the design The battery voltage is sufficiently 36 volts, although Pavel experimented with 48: the current is even greater, it is more difficult to cook. The arc from its electrodes ignites normally. Welding current is needed in the range of 70-110 amperes. I suggested that he control the temperature of the battery electrolyte electronically: there had already been a can explosion due to boiling vapors. We considered three adjustment options: 1. an electronic circuit based on bipolar transistors; 2. connecting ballast resistors; 3. a circuit for converting direct current into alternating current 220 volts and connecting a welding inverter. Circuit using bipolar transistors The option of reducing the arc current by reducing the voltage should be suitable, but it is difficult to implement it for the given parameters. Not a single transistor can withstand such a current, and soldering and setting up a circuit from components is not a promising task for a welder without skills in working with electronics. I have in my old stock several Soviet TK-152-100 100 ampere transistors, but they are designed to operate in pulse mode. Hardly suitable for welding. This option was abandoned. Limiting the current by ballast resistance Here you need to understand that there is no rheostat for 100 amperes, and if you make one, then there are even a lot of theoretical questions. The weight alone will cost a lot, and you won’t be able to find suitable material. The design of the water rheostat somehow does not inspire confidence... We settled on a single ballast resistance. Pavel found something suitable and experimented: the current decreased a little, the result improved a little, but it’s not particularly pleasing. Inverter We picked up an inverter from Ali in China that produces pure sine wave at 220 volts with a power of 4 kW. Should be enough. Pavel has a welding inverter, which is quite enough for him. However, there is only an electronic circuit using CMOS transistors, and to convert a sine wave you need to connect a 36 or 24 to 220 transformer. And you also need a choke to it.
So the extra weight is gained again.
Winding a transformer is not difficult. I described this technology, including the calculation of the magnetic core and wires, in an article about a homemade soldering iron Moment. I added some things in answers to questions in the comments. There are already more than 140 of them there. Pavel has no desire to wind the transformer and choke. He needs a ready-made solution. That’s why I ask: maybe you know how to help Pavel solve his problem: create a lightweight DC welding machine powered by car batteries? It is needed for emergency removal of fistulas in the gas pipeline. Please express your thoughts in the comments section on the channel or website. I would be grateful for your help. If you don’t know the exact answers, but want to help, then just share the article with your friends on social networks. Among them there may be specialists. Source Home / Welding technique
Current inverters for welding have little resemblance to traditional transformers, widely used in welding in the past century.
The manufacturers have done everything possible to reduce the size and weight of the welding device and make it more comfortable to use.
With the advent of electronics, even low-cost inverters were equipped with auxiliary parameters that were previously unavailable.
One of them is arc force. In this article you will learn about the presence of this function on the welding inverter and the method of its operation.
general information
Anyone who has been trained in welding knows that one of the main problems for a beginner is difficulty in burning an arc. We will even say more: from time to time the arc can burn unstably even with an experienced master. This is due to many factors: from the physical well-being of the welder himself to an incorrectly selected welding mode.
But for beginners, the cause of the problem is usually always the same: using minimal current. Beginner welders set the welding current to a low value to avoid burn-through. But because of this, it is not possible to ignite the arc normally and hold it stably throughout the entire welding.
Brief information
Professional welders are familiar with the basic difficulty of a beginner - difficulty in burning an arc. At times it functions unstable even for a professional.
This is associated with a significant number of conditions: from the health of the master to an incorrectly configured welding mode.
Beginners often have one problem: using minimal current. Inexperienced craftsmen set a small welding current to avoid burn-throughs.
But because of this, it is not possible to light the arc well and constantly hold it during the entire welding.
To resolve this issue, you need to set the welding mode correctly and ensure that the electrode does not stick to the metal. A debutant cannot do everything correctly. In this regard, they resort to auxiliary parameters, for example, arc force.
For example, you have set the lowest current and are performing a welding process. During welding, the electrode begins to stick to the metal. When this parameter is enabled, a short circuit will occur on the inverter.
At the same time, the current strength will increase to the ideal value. And then it will return to the original values and you can continue welding at the set amperage.
Arc force can be automatic or customizable. In cheap devices it is often automatic. Activated by pressing a button. This is great for beginners, but professionals need to set up the equipment more carefully.
Peculiarities
So, the afterburner function stabilizes the arc, simplifies and speeds up work. Previously, this feature was only found in professional-grade inverters. But recently the technology has become more accessible and manufacturers have begun to introduce arc afterburner even in inexpensive models. Thanks to this innovation, a relatively budget inverter can be used for serious work.
But keep in mind that arc forcing in a professional device works much better and produces a better result. Therefore, if you plan to perform particularly important work, then it is better not to save on an inverter. Usually in inverter documentation this function is called “Arc Force”. This inscription can also be found on the body of the device itself.
Arc force can simplify the work so much that even a novice welder can perform welding at a decent level. Even with a lack of experience, you can weld parts made of thin metal, without defects or sticking electrodes. But these problems are often encountered by professionals who rely only on their own strengths and do not use modern functions in the device.
Remember that the arc force function is not a panacea for all ills. To achieve good quality seams you need to have at least basic welding skills. No additional functions will help you if you don’t know how to light an arc, make a seam and do the job quickly.
Also keep in mind that the arc force function reveals itself fully only when working with parts made of thin metal. For some models it is possible to adjust the function parameters. Then, of course, you can weld metals of different thicknesses. But this is possible only in expensive professional devices. Most models simply have an on/off button with preset parameters. Therefore, do not turn on the arc force just like that. Failure to use this function correctly can damage the quality of the seams.