Главная / Техника сварки
Назад
Время на чтение: 2 мин
0
1596
Нынешние инверторы для сварки имеют незначительное сходство с традиционными трансформаторами, широко применяемыми при сваривании в ушедшем столетии.
зготовители сделали все возможное для сокращения размеров и веса прибора для сварки, и сделали его комфортнее в использовании.
С появлением электроники даже малозатратные инверторы были оснащены вспомогательными параметрами, до этих пор недоступными.
Одной из них является форсаж дуги. В данной статье вы узнаете о наличии данной функции на сварочном инверторе и о методе его работы.
- Краткие сведения
- Особенности
- Заключение
Горячий старт (HOT START), Форсаж дуги (ARC FORCE), Антизалипание (ANTI STICK)
Большинство сварочных инверторов для ручной дуговой сварки покрытыми электродами имеют функции (опции):
- Горячий старт (HOT START)
- Форсаж дуги (ARC FORCE)
- Антизалипание (ANTI STICK)
Горячий старт (HOT START)
Обеспечивает легкое возбуждение дуги. Функция сварочного инвертора, обеспечивающая увеличение сварочного тока в момент касания электродом детали (момент поджига дуги). Условно, если установлен сварочный ток 120 А, то в момент поджига дуги происходит кратковременное увеличение сварочного тока на определенную величину от выставленного (120 А +). Функция «Горячий старт» может быть регулируемая и фиксированная, в зависимости от конструкции инвертора. Фиксированная функция может быть включена и отключена, значение увеличения сварочного тока в режиме «включено» предустановлено производителем. Регулируемая функция позволяет плавно регулировать увеличение тока «Горячий старт» ( к установленному).
Включать опцию «Горячий старт» целесообразно:
- при сварке деталей с остатками ржавчины или краски;
- при использовании не качественных электродов;
- при низком напряжении питающей сети.
Регулируемую функцию «Горячий старт» имеют инверторы: «ТЕРМИТ ВДИ-225ПРОФИ».
Форсаж дуги (ARC FORCE)
Снижает вероятность «залипания» сварочного электрода в процессе сварки, увеличивает проплавление. Функция обеспечивает, на короткой дуге, увеличение сварочного тока на величину, предустановленную производителем или установленную самостоятельно (если конструкция инвертора имеет регулировку функции «форсаж дуги»). Регулировкой «Форсаж дуги» можно изменять параметр «жесткость дуги». Увеличивая параметр, можно получить глубокое проплавление основного металла, повышенное давление дуги, уменьшая параметр — можно добиться более «мягкой дуги», которая обеспечит малое разбрызгивание при мелкокапельном переносе.
Отключаемую опцию «Форсаж дуги» имеют инверторы: «ТЕРМИТ ВДИ-180ПРО», «ТЕРМИТ ВДИ-200ПРО»
Антизалипание (ANTI STICK)
Снижает вероятность «залипания» электрода на изделии при поджиге дуги. Функция «Антизалипание» обеспечивает автоматическое отключение инвертора, либо максимальное снижение сварочного тока, при залипании электрода в процессе зажигания сварочной дуги. В большинстве источников питания эта функция фиксированная, не подлежит регулировке и отключению.
Источник
Что такое «горячий старт»?
Горячий старт, хот-старт или Hotstart – это дополнительный наброс сварочного тока в момент касания заготовки электродом. К примеру, если у нас выставлен сварочный ток – 150 Ампер, то в момент касания и поджига электрода, если в сварочном инверторе реализована функция «горячего старта», сварочный ток должен кратковременно увеличиться на определенную величину.
У разных производителей эта величина может отличаться: 5, 10, 15, 30,….100% от выставленного сварочного тока.
У некоторых сварочных инверторов величина тока горячего старта имеет фиксированную величину и не поддается регулировке, иногда ее можно просто отключить (это имеет смысл при сварке тонких металлов во избежание прожигов), есть инверторы, в которых «горячий старт» можно плавно регулировать от 0 до 100%.
Для чего нужен «горячий старт»?
Если по-простому, Hotstart помогает в поджиге плохих электродов, при сварке ржавого металла, при плохом напряжении в сети и во многих других случаях. Лучше всего, когда в сварочном инверторе есть регулируемый горячий старт, и вы сами сможете настроить его в зависимости от потребностей.
Что такое «форсаж дуги». Для чего он нужен?
Форсаж дуги, арк-форс, Arcforce или Arcforsing – если в инструкции к сварочному аппарату заявлено, что есть эта функция, то это значит, что в процессе сварки, когда сварочная дуга по каким-либо причинам «рвется» и гаснет, происходит дополнительный наброс сварочного тока.
К примеру, если у нас выставлен сварочный ток – 150 Ампер, то при обрыве дуги сварочный инвертор накидывает к этим 150-ти амперам еще дополнительные, чтобы не дать погаснуть сварочной дуге. Работа Arcforce (арк-форса) очень похожа на работу «горячего старта», только увеличение сварочного тока происходит не в момент касания электродом металла, а в процессе сварки, когда есть вероятность обрыва сварочной дуги.
В некоторых сварочных инверторах эта функция работает автоматически и не поддается регулировке. Лучше всего, когда «форсаж дуги» можно регулировать, устанавливая то значение, с которым нам комфортно производить сварочные работы.
Что такое «антиприлипание». Для чего нужна эта функция?
Вопреки распространенному мнению о том, что функция антиприлипание или анти-стик, Antistick, препятствует залипанию электрода во время сварки – это не так. Залипанию электрода препятствует как раз функция Arcforce (арк-форс), о ней мы говорили выше. Когда происходит залипание (прикипание) электрода к металлу, то через электрод начинает проходить сварочный ток гораздо больше номинального (т. е. практически возникает режим «короткого замыкания»), в результате электрод раскаляется, и его потом невозможно оторвать от заготовки, а о дальнейшей сварке этим электродом не может идти и речь, т.к. вся обмазка с него осыпается.
Что такое форсаж дуги на сварочном инверторе
Работать с тонким металлом на низких токах сложно. Даже опытные сварщики не застрахованы от разрыва дуги, залипания электродов, неровных швов. Когда дело имеешь с аппаратом, оснащенным опцией «Arcforce», таких трудностей не возникает. Скачки напряжения, возникающие при залипании электрода, сглаживаются. По сути, форсаж дуги на инверторе – это стабилизатор силы тока, работающий в автоматическом режиме. Он помогает поддерживать разогрев присадки, облегчает сварку швов, поддерживает дугу в одном режиме. Для начинающих такая опция – находка.
- мгновенно увеличивать силу тока, когда она снижается до критического уровня, возрастает риск короткого замыкания, прикипания электрода,
- уменьшать, когда электродуга мощная, защищать от прожогов тонких деталей,
- обеспечивать стабильную работу.
Как пользоваться форсажем дуги?
Специалисты рекомендуют использовать данный режим только в тех случаях, когда предстоит работы с тонкими изделиями, так как иначе они окажутся бесполезными. Если аппарат имеет простую функциональную основу, которая не требует регулировки параметров, то перед непосредственным свариванием достаточно включить соответствующий режим. Но данная схема часто не оправдывает себя, так как не может подстроиться под параметры, если происходит сваривание различными типами электродов. Таким образом, если вы хотите разобраться, как правильно регулировать форсаж дуги, стоит понять, что его параметры будут зависеть не только от толщины металла, но и от типа используемых сварочных электродов.
Как настроить форсаж сварочной дуги
Инверторы с режимом форсаж двух видов: с регулятором Arc force и без него. Для постоянной работы лучше выбирать модели, где есть регулировка. Это профессиональное универсальное оборудование. Пользоваться таким удобнее. Обычно шкала градируется в процентах, реже – в единицах. Нужное значение выбирается опытным путем. Допустим, работая на минимальных токах около 50 ампер, можно поставить увеличите на 30%. Такой добавки хватит для разогрева прилипшей капли. Но если варить 4-мм электродом, нужно выставлять 160 ампер. Что такое увеличение на 30% при больших значения выходного тока? Оно не повлияет на процесс разогрева. Для толстых деталей форсаж дуги выставляют на максимальные значения. При необходимости режим Arcforce отключается, для этого достаточно поставить ручку регулятора на ноль.
Функция «Arc Force»: для чего нужна?
Существует ряд сварочных работ, которые выполняются на малых токах. К ним можно отнести следующие:
- сварка тонколистовой стали;
- провар корня шва при сварке трубопровода и многопроходных сварных соединениях.
В таких случаях требуется повышенное внимание и немалый опыт, поскольку при работе на малом токе часто наблюдаются залипания электрода, а одно неосторожное движение сварщика может стать причиной прожога основного металла.
Именно для таких случаев и была разработана опция «Arc Force», которой оснащено большинство современных инверторных аппаратов.
В некоторых инверторах эта функция встроенная – то есть работает автоматически и не регулируется. Но на профессиональных моделях с более точными настройками сварочных параметров и дополнительного функционала сварщик может самостоятельно включать и настраивать значения опции «Arc Force» (больше или меньше).
Сущность режима
При работе на этом режиме инвертор автоматически управляет рабочими параметрами:
- увеличивает – когда происходит снижение рабочего напряжения до критических значений и возникает опасность залипания;
- уменьшает – при оптимальном расположении стержня над поверхностью сварочной ванны.
На примере сварки тонколистовой стали на токе 50 А с использованием инвертора с возможностью регулировки «форсажа дуги» в большую или меньшую сторону это будет выглядеть следующим образом:
- Если «Arc Force» выключен (регулировочная ручка стоит на «0»), процесс нестабильный, электрод постоянно залипает, сварочный шов не формируется.
- Регулировать режим можно в пределах от 0 до 100 % – при повороте регулировочной ручки до упора в большую сторону (до 100 %) в случае опасности прикипания электрода к поверхности металла рабочий ток увеличивается с 50 до 100 А и уменьшается при стабилизации процесса.
Это минимизирует вероятность залипания и исключает возможность прожога металла.
Источник
Форсаж сварочной дуги. Что это такое и как его использовать
Форсаж сварочной дуги — помощник новичкам
На некоторых сварочных аппаратах можно увидеть надпись на панели управления «Arcforce», что означает «форсаж сварочной дуги«, и находящийся рядом регулятор. На русском языке это означает форсирование. Эта функция в инверторах отвечает за предупреждение прилипания электрода к свариваемой поверхности. Для этого устройство, в нужные моменты, автоматически добавляет необходимую силу тока, которая компенсирует рабочее напряжение, независимо от установленного количества Ампер перед началом сварки. Где эта функция применима и насколько полезна?
Как правильно выставлять сварочный ток
Всех приветствую. Продолжаем разбирать наш сварочный дневник, и сегодня хочу обсудить такую важную тему для новичков в сварке, а как правильно выставлять сварочный ток? Потому что это один из самых главных слагаемых получения нормального провара соединяемых деталей. Начну с плохих новостей. Многие из наших бытовых сварочных инверторов выдают меньше сварочного тока, чем это заявлено в инструкции, к сожалению это так. Так что поставив крутилку тока 100 ампер, по факту там будет меньше. Из этого следует простой вывод – не нужно ориентироваться при выставлении тока на таблицы и регулятор ( крутилку!) вашего аппарата.
Так что же делать? Как выставлять сварочный ток, тем более когда опыта маловато? Будем добиваться этого методом научного тыка! Предположим, что вам нужно сварить две железки, и у вас имеются электроды определенного диаметра. Первым делом нам понадобиться ненужная тренировочная железяка такой же толщины, что и свариваемая. Сначала выставим на аппарате заведомо маленький ток – пусть условно возьмем 30 – 40 ампер, и попробуем на тренировочной железке поварить. Электрод липнет и плохо варит, шов не получается.
Добавляем за раз по 10 ампер и пробуем верить швы, пока ток не будет слишком сильным и не начнутся прожеги, естественно все это делаем на тренировочной железяке. Не забываем смотреть нужную полярность ваших электродов, она указана на пачке.
Когда будете наваривать швы на тренировочной железяке, то не варите их рядом друг с другом – наоборот каждый следующий шов нужно делать подальше от предыдущего, потому что металл рядом со швом сильно разогревается и можем получить неадекватный вывод.
Как только начались сильные прожеги на большом токе, смело убавляйте также по 10 ампер, и вы теперь быстро подберете как раз нужный ток, и чтобы электрод не лип и не было сильных прожегов. Тут и должен начать получаться нормальный шов.
Ребята, только так методом самостоятельного подбора можно выставить оптимальный сварочный ток для ваших целей. Хочу привести в пример прикольное видео с ютуб канала MastakSvarka, где человек выставляет сварочный ток по таблице и что из этого выходит. Источник
Что такое форсаж дуги на сварочном инверторе?
Время чтения: 4 минуты
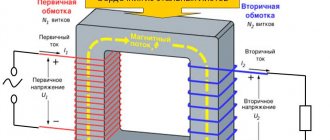
Современные сварочные инверторы уже мало чем похожи на классические трансформаторы, широко используемые для сварки в прошлом веке. Производители сделали все, чтобы уменьшить габариты и вес сварочного аппарата, и сделать его удобнее в применении. С развитием электроники даже бюджетные инверторы удалось снабдить рядом дополнительных функций, ранее недоступных.
Одна из таких функций — форсаж дуги. В этой статье мы подробно расскажем, что такое форсаж дуги на сварочном инверторе, каков принцип работы этой функции, и зачем она вообще нужна домашнему сварщику или новичку.
Сварочный аппарат постоянного тока: как регулировать ток дуги?
В заголовке не принято ставить знак вопроса. Но я вынужден поступить иначе: нужно спросить совет у знающих людей, нуждаюсь в технической подсказке. Дело в том, что я опубликовал на сайте статью, где описал оригинальный сварочный аппарат постоянного тока, изготовленный своими руками. Ее читают и задают вопросы. Схема управления выглядит следующим образом.
Один сварщик из Магадана по имени Павел попросил помочь ему с конструкций сварочного аппарата, в котором можно регулировать ток дуги. Он работает в аварийной бригаде, занимается ликвидацией мест прорыва газа из газопровода. Место и время аварии непредсказуемо. Добираются на гусеничном вездеходе, но подъехать близко он часто не может: сопки и болотистая местность. Тащить сварочный генератор в 100 килограмм несколько сотен метров по болоту — еще то занятие…А в это время рация разрывается, газ выходит через свищ… Приспособился Павел на первое время хватать аккумуляторы с вездехода под мышки, бежать к месту аварии. Собирает на месте батарею 36 вольт, подключает шланги и работает. Варить приходится очень короткими участками: ток дуги высокий. Благодаря мастерству свищ ликвидирует, а затем уже тащит генератор к месту прорыва и доводит швы до нормального вида. Все это изложено в комментариях к статье, а еще мы дополнительно общаемся в ВК. Он мне вопрос: можно ли моей тиристорной схемой регулировать ток дуги от аккумуляторов. Я объяснил, что так поступать нельзя: я работаю с выпрямленным током, образованным пульсациями от полугармоник синусоиды. Тиристор открывается в момент подачи тока по цепочке управляющего электрода, а закрывается, когда нисходящая ветвь гармоники доходит до нуля.
Открыть тиристор в цепи постоянного тока не сложно, а регулировать величину нагрузки — невозможно. Исходные данные для расчета конструкции Напряжение АКБ достаточно 36 вольт, хотя Павел экспериментировал и с 48: ток еще больше, варить труднее. Дуга от его электродов зажигается нормально. Ток сварки нужен в пределах 70-110 ампер. Температуру электролита аккумуляторов я ему предложил контролировать электроникой: уже был взрыв банки из-за закипевших паров. Мы рассмотрели три варианта регулировки: 1. электронной схемой на базе биполярных транзисторов; 2. подключением балластных сопротивлений; 3. схемой инвентирования постоянного тока в переменный 220 вольт и подключением сварочного инвертора. Схема на биполярных транзисторах Вариант снижения тока дуги за счет уменьшения напряжения должен подойти, но реализовать его для заданных параметров затруднительно. Ни один транзистор не выдержит такой ток, а паять и налаживать схему из составных для сварщика без навыков работы с электроникой — занятие не перспективное. Есть у меня в старом запасе несколько советских транзисторов ТК-152-100 на 100 ампер, но они предназначены для работы в импульсном режиме. Вряд ли подойдут для сварки. От этого варианта отказались. Ограничение тока балластным сопротивлением Здесь надо понимать, что реостата на 100 ампер нет, а если его делать, то даже теоретических вопросов много. Один вес чего стоить будет, да и материал подходящий не найти. Конструкция водяного реостата как-то не вызывает доверия… Остановились на одиночном балластном сопротивлении. Павел что-то нашел подходящее, поэкспериментировал: ток немного снизился, результат чуть улучшился, но не особо радует. Инвертор Подобрали в Китае на Али инвертор, выдающий чистый синус на 220 вольт с мощностью 4 квт. Должно хватить. У Павла есть сварочный инвертор, которому вполне этого достаточно. Однако там только электронная схема на КМОП транзисторах, а для преобразования синусоиды нужно подключать трансформатор 36 или 24 на 220. И еще дроссель к нему нужен.
Вот и набирается опять дополнительный вес. Намотать трансформатор не сложно. Я эту технологию, включая расчет магнитопровода и проводов, описал в статье о самодельном паяльнике Момент. Кое что добавил в ответах на вопросы в комментариях. Их там уже больше 140 набралось. У Павла желания мотать трансформатор и дроссель нет. Ему нужно готовое решение. Поэтому и спрашиваю: может быть знаете, как помочь Павлу решить его проблему: создать легкий сварочный аппарат постоянного тока, работающий от автомобильных аккумуляторов? Он нужен для аварийного устранения свищей на газопроводе. Прошу свои соображения высказывать в разделе комментариев на канале или сайте. Буду благодарен за помощь. Если не знаете точных ответов, но есть желание помочь, то просто поделитесь статьей с друзьями в соц сетях. Среди них могут найтись специалисты.Источник
Главная / Техника сварки
Нынешние инверторы для сварки имеют незначительное сходство с традиционными трансформаторами, широко применяемыми при сваривании в ушедшем столетии.
зготовители сделали все возможное для сокращения размеров и веса прибора для сварки, и сделали его комфортнее в использовании.
С появлением электроники даже малозатратные инверторы были оснащены вспомогательными параметрами, до этих пор недоступными.
Одной из них является форсаж дуги. В данной статье вы узнаете о наличии данной функции на сварочном инверторе и о методе его работы.
Общая информация
Все, кто проходил обучение сварочному делу, знают, что одна из главных проблем новичка — трудности в горении дуги. Мы даже скажем больше: периодически дуга может гореть нестабильно даже у опытного мастера. Связано это с множеством факторов: от физического самочувствия самого сварщика до неправильно подобранного режима сварки.
Но у новичков причина проблемы обычно всегда одна: использование минимальной силы тока. Начинающие сварщики устанавливают невысокое значение сварочного тока, чтобы избежать прожогов. Но из-за этого не удается нормально поджечь дугу и стабильно держать ее на протяжении всей сварки.
Краткие сведения
Сварщики-профессионалы знакомы с базовым затруднением новичка — сложности в горении дуги. Временами она нестабильно функционирует даже у профессионала.
Сопряжено это со значительным количеством условий: от состояния здоровья мастера до неверно настроенного сварочного режима.
У новичков зачастую одна загвоздка: применение минимальной силы тока. Неопытные мастера выставляют небольшую величину сварочного тока, для избежания прожогов.
Но из-за этого не получается хорошо зажечь дугу и постоянно ее удерживать во время всей сварки.
Для разрешения этого вопроса, надо верно настроить сварочный режим, наблюдать, чтобы электрод не приклеивался к металлу. Дебютанту не под силу выполнить все правильно. В связи с этим прибегают к вспомогательным параметрам, например, к форсажу дуги.
Например, вы выставили наименьшую силу тока и выполняете сварочный процесс. В ходе сваривания электрод начинает клеиться к металлу. При включении этого параметра произойдет короткое замыкание на инверторе.
В это же время сила тока возрастет до идеальной величины. А потом возвратится к первоначальным показателям и можете продолжить сварку при установленной силе тока.
Форсаж дуги бывает автоматическим и настраиваемым. В дешевых аппаратах он зачастую автоматический. Активируется при нажатии на кнопку. Это отлично подходит начинающим мастерам, а профессионалам необходимо настраивать оборудование более тщательно.
Особенности
Итак, функция форсажа стабилизирует горение дуги, упрощает и ускоряет работу. Раньше эта функция встречалась только в инверторах профессионального уровня. Но в последнее время технология стала доступнее и производители стали внедрять форсаж дуги даже в недорогие модели. Благодаря такому нововведению относительно бюджетный инвертор можно использовать для серьезных работ.
Но учтите, что форсаж дуги в профессиональном аппарате работает намного лучше и выдает более качественный результат. Поэтому, если вы планируете выполнять особо ответственные работы, то на инверторе лучше не экономить. Обычно в документах на инвертор эта функция называется «Arc Force». Также эту надпись можно встретить на корпусе самого аппарата.
Форсаж дуги способен настолько упростить работу, что даже начинающий сварщик сможет выполнить сварку на достойном уровне. Даже при недостатке опыта можно сварить детали из тонкого металла, без дефектов и залипаний электродов. А ведь эти проблемы часто встречаются и у профессионалов, полагающихся только на свои силы, и не использующих современные функции в аппарате.
Помните, что функция форсажа дуги — это не панацея от всех бед. Чтобы добиться хорошего качества швов вам необходимо обладать хотя бы базовыми навыками сварки. Никакие дополнительные функции вам не помогут, если вы не умеете поджигать дугу, вести шов и выполнять работу быстро.
Также учитывайте, что функция форсажа дуги раскрывает себя в полной мере только при работе с деталями из тонкого металла. У некоторых моделей есть возможно отрегулировать параметры функции. Тогда, конечно, можно варить металлы разной толщины. Но такая возможно представлена только в дорогих профессиональных аппаратах. В большинстве моделей есть просто кнопка вкл/выкл, с заданными параметрами. Поэтому не включайте форсаж дуги просто так. Неумелое использовании этой функции может навредить качеству швов.