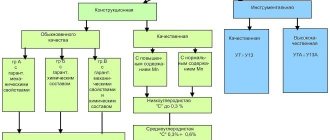
Steel U10, U10A
- Non-alloy steels
- Alloy steels
- Stainless steels
- St0
- St2kp
- St2ps
- St2sp
- St3kp
- St3ps
- St3sp
- St3Gps
- St4kp
- St4ps
- St5ps
- St5sp
- St6ps
- St6sp
- 08kp
- 10kp
- 10G2
- 15kp
- 15G
- 20kp
- 20G
- 30G
- 35G2
- 40G
- 45G2
- 50G
- 50G2
- U10
- U12
Steel grade - U10, U10A
Standard - GOST 1435
Substitute - U12, U12A
Steel U10
contains on average 1% carbon, the letter
U
indicates that the steel is carbon.
Steel U10A
contains an average of 1% carbon, the letter
U
indicates that the steel is carbon, the letter
A
at the end of the brand means that the steel is classified as high-quality.
Unalloyed tool steel U10
and
U10A
are used for the manufacture of:
- needle wire;
- tools operating in conditions that do not cause heating of the cutting edge;
- hand cross-cut and joiner's saws, machine joiner's saws, twist drills;
- cold stamping dies (drawing, heading, trimming and cutting) of small sizes and without sharp transitions in cross-section;
- calibers of simple shape and lower accuracy classes;
- rolling rollers, files, metal scrapers, etc.;
- cold-rolled heat-treated strip with a thickness of 2.5 to 0.02 mm, intended for the manufacture of flat and twisted springs and spring parts of complex configurations, valves, probes, reeds, slats of splitting knives, structural small parts, including for watches.
| Mass fraction of basic chemical elements, % | |||
| C - carbon | Si - silicon | Mn - manganese | |
| 0,95-1,09 | 0,17-0,33 | 0.17-0.33 (U10) 0.17-0.28 (U10A) | |
| Temperature of critical points, °C | |||
| Ac1 | Ac3 | Ar1 | Ar3 |
| 730 | 800 | 700 | — |
| Technological properties | |
| Forging | Forging temperature, °C: beginning 1180, end 800. Sections up to 100 mm are cooled in air, 101-300 mm - in a pit. |
| Weldability | Not applicable for welded structures. Welding method: resistance welding. |
| Machinability | Annealed at HB 197: Kv carbide = 1.1 Kv high speed steel = 1.0 |
| Flokensensibility. | Not sensitive |
| Tendency to temper brittleness | Not inclined |
| Physical properties | Test temperature, °C | |||||||||
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | |
| Modulus of normal elasticity E, GPa | — | — | — | — | — | — | — | — | — | — |
| Modulus of elasticity under torsional shear G, GPa | — | — | — | — | — | — | — | — | — | — |
| Density ρn, kg/m3 | 7810 | — | — | — | — | — | — | — | — | — |
| Thermal conductivity coefficient λ, W/(m*K) | 40 | 44 | — | 41 | — | — | 38 | — | — | 34 |
| Electrical resistivity ρ, nOhm*m | 420 | — | — | — | — | — | — | — | — | — |
| 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 | 20-800 | 20-900 | 20-1000 | |
| Linear expansion coefficient α*106, K-1 | 11,5 | 11,9 | 12,5 | 13,0 | 13,4 | 13,9 | 14,3 | 13,9 | 15,4 | 13,3 |
| Specific heat capacity c, J/(kg*K) | — | — | — | — | — | — | — | — | — | — |
Chemical composition
GOST 1435 - 99 normalizes the percentage of substances included in steel grade U10A. It is given below.
- C 0.95 - 1.09
- Si 0.17 - 0.33
- Mn 0.17 - 0.28
- Ni up to 0.25
- S up to 0.018
- P up to 0.025
- Cr up to 0.2
- Cu up to 0.25
Such proportions make it possible to use this grade of steel for the manufacture of tools that work without increasing the temperature at the cutting edge. Such a tool includes:
- taps;
- woodworking tools;
- stamps, matrices, etc.;
- measuring instruments, such as gauges.
Analogs
This steel grade can be replaced with U11, U12A and some others. An alloy of this class is produced all over the world, for example, G51320 is produced in the USA, C105W2 in Germany, and T10A in China.
GOST
Manufacturers produce several delivery options, including:
- shaped steel according to GOST 2590-2006, GOST 2591-2006;
- rod and silver according to GOST 1435-99, GOST 14955-77;
- forgings, tape and many others.
Decoding
The U10A marking is deciphered as follows:
- U - carbon;
- 10 carbon content in the alloy;
- index A means that this steel has a low content of sulfur and phosphorus and it belongs to high-quality alloys.
U10A steel, which is used for the production of cutting tools, is classified as a steel with low hardenability and not characterized by high heat resistance. This allows them to be used for the production of tools with small overall dimensions. As an example, we can consider the technology of heat treatment of taps.
Mechanical characteristics
| Section, mm | σB, MPa | d5, % | d4 | y, % |
| Annealed cold-rolled strip of the highest quality category | ||||
| 4 | ≤750 | — | ≥10 | — |
| A sample with a diameter of 5 mm and a length of 25 mm is deformed and annealed. Deformation speed 10 mm/min. Strain rate 0.007 1/s | ||||
| — | ≥105 | ≥50 | — | ≥87 |
| Cold-rolled strip (strength class indicated) | ||||
| — | 750-900 | — | — | — |
| A sample with a diameter of 5 mm and a length of 25 mm is deformed and annealed. Deformation speed 10 mm/min. Strain rate 0.007 1/s | ||||
| — | ≥90 | ≥52 | — | ≥100 |
| Cold-rolled strip (strength class indicated) | ||||
| — | 900-1050 | — | — | — |
| A sample with a diameter of 5 mm and a length of 25 mm is deformed and annealed. Deformation speed 10 mm/min. Strain rate 0.007 1/s | ||||
| — | ≥55 | ≥59 | — | ≥100 |
| Cold-rolled strip (strength class indicated) | ||||
| — | 1050-1200 | — | — | — |
| A sample with a diameter of 5 mm and a length of 25 mm is deformed and annealed. Deformation speed 10 mm/min. Strain rate 0.007 1/s | ||||
| — | ≥29 | ≥70 | — | ≥100 |
| — | ≥18 | ≥78 | — | ≥100 |
| — | ≥16 | ≥86 | — | ≥100 |
Characteristics of U10 steel
With a specific gravity of 7810 kg/m3 and hardness HB 10-1 = 197 MPa, steel U 10 can be comfortably processed by cutting and forging: K υ tv. spl=1.1, Кυ b.st=1.0 and t=1180-800оС. The material is not prone to temper brittleness and is non-flock sensitive. The remaining physical and mechanical properties of the U10 carbon alloy are presented in the tables:
Characteristics
U10A – tool, high-carbon, alloy steel with a high hardness index. Probably everyone has noticed that files, especially old ones, have practically no wear. Every second file is made from U10A or its close analogues.
But the characteristics of a file are not very suitable for creating cutting tools, since it has such a negative property as fragility. And in addition to hardness, a knife must have a number of other equally important qualities. So knives are not produced from U10A steel.
7ХНМ is a tool alloy alloy used specifically for the manufacture of cutting devices. A simple question arises: why not make knives purely from this brand, given that it has a minimum set of qualities?
The answer is simple - the combination of steels 7ХНМ and У10А allows you to obtain an alloy with special parameters, from which first-class knives will come out that have all the necessary characteristics, even more.
U10A-7ХНМ is produced by reusable forging of two different grades at high temperatures - 800-1200 degrees Celsius. During this process, two layers are joined together, resulting in a multilayer (from 150 layers) composite metal with an interesting patterned pattern, somewhat reminiscent of damask steel.
A knife made from U10A-7ХНМ will have the following characteristics:
- excellent cutting performance , which is given to the blade by just hard U10A layers, in combination with a microsaw, characteristic of composite damask steels;
- flexibility and viscosity thanks to softer layers of 7ХНМ in the overall composition, the blades are not afraid of strong impacts and can withstand high external pressure;
- the ideal hardness indicator is 57-59 HRC, which allows the cutting edge to maintain its sharpness for a long time, and if necessary, sharpening can be carried out in the field;
- metal surface is resistant to chipping.
These two materials, which are opposite in their properties, perfectly cover each other’s disadvantages and increase their advantages several times.
Knife made of steel U10A-7ХНМ.
pros
In addition to the advantages listed in the characteristics, the following can be highlighted:
- Application in the creation of exclusive weapons : the composition allows you to experiment with shape and create interesting, designer products that meet high technical standards.
- Low cost: due to the wide distribution of the material, the final products have a price accessible to the general public, which is a definite plus in the modern world.
- Mallotoxicity and environmental friendliness of steel.
- Long service life with proper and constant care.
- Simplicity and ease of care : after use, you just need to remove moisture from the metal surface.
- Attractive appearance: the combination of two different steels allows you to get an interesting pattern, like in damask steel made using old technologies.
Minuses
There are not many disadvantages of U10A-7KhNM, since the combination of two grades with different positive aspects allows one to achieve high results that are not available with steel alone.
The main disadvantage of this metal is its incomplete resistance to corrosion. The process of rust formation occurs slowly: first, small red spots form, which then develop into spots and gradually deepen. But it is not difficult to prevent this - it is enough to wipe the metal surface with a dry cloth after each long-term use or before storage.
The knife blade is covered with corrosion.
Technological properties
| Name | Meaning |
| Weldability | not applicable to welded structures. Welding method - KTS. |
| Tendency to temper brittleness | not inclined |
| Forging temperature | Start - 1180 °C, end - 800 °C. Cooling of workpieces with a cross-section of up to 100 mm in air, 101-300 mm in a pit. |
| Flock sensitivity | not sensitive |
| Machinability | at NV 197 Kn tv.all.=1.1 Kn b.st.=1.0. |
| Sandability | good |
Scope of steel U10A
- Production of cores and needle wire;
- Manufacturing of tools used in conditions not caused by heating of the edge;
- Production of tools used in woodworking (twist drills, saws, machine saws):
- Production of cold stamping parts (edging, drawing, upsetting and die-cutting) without sharp transitions along the cross-section;
- Production of calibers of lower classes and simple shapes;
- Manufacturing of rollers, scrapers, files;
- Production of heat-treated tape up to 0.02 mm, used in the manufacture of springs and spring parts of complex configurations.
Valves, probes, lamellas of splitting knives, and small structural parts are made from U10A steel. It is also indispensable in the production of heat-treated tape with a thickness of 0.35 - 0.7 mm, which in turn is used for the production of voice reeds for musical instruments.
U10A steel is the main material for the production of cold-rolled heat-treated strip with a thickness of 0.05-1.30 mm. U10A steel is also indispensable in the production of flattened heat-treated tape with a thickness of 0.15-2.00 mm, from which, in turn, various parts of complex configurations are produced.
U10
- U10 steel products available:
Circle - Band
- Square
- Forging
to make a request
U10 carbon tool steel
offers U10A steel sheets and strips, U10A steel circles in various sizes at low prices. U10A squares are also available. Cut off the length you need. We ship by transport companies. In order to buy U10A steel, call or send your request by email indicated on the website in the contacts section.
Substitutes: Steel U12, Steel U12A, Steel U11A
| Rental | Steel | GOST | Price per ton |
| Sheet 8x1500x6000 mm | Art.U10A | TU 14-132-240-2011 | from 110,000 rub. |
| Sheet 10x1500x6000 mm | Art.U10A | TU 14-132-240-2011 | from 110,000 rub. |
| Sheet 12x1500x6000 mm | Art.U10A | TU 14-132-240-2011 | from 110,000 rub. |
| Sheet 16x1500x6000 mm | Art.U10A | TU 14-132-240-2011 | from 110,000 rub. |
| Sheet 20x1500x6000 mm | Art.U10A | TU 14-132-240-2011 | from 110,000 rub. |
| Sheet 25x1500x6000 mm | Art.U10A | TU 14-132-240-2011 | from 110,000 rub. |
| Sheet 30x1500x3000-5000 mm | Art.U10A | TU 14-132-240-2011 | from 110,000 rub. |
| Sheet 40x1200x3000 mm | Art.U10A | TU 14-132-240-2011 | from 110,000 rub. |
| Sheet 50x1000x2000 mm | Art.U10A | TU 14-132-240-2011 | from 110,000 rub. |
| Sheet 60x1000x2000 mm | Art.U10A | TU 14-132-240-2011 | from 110,000 rub. |
| Sheet 70x800-1000x2000 mm | Art.U10A | TU 14-132-240-2011 | from 110,000 rub. |
| Sheet 80x800-1000x2000 mm | Art.U10A | TU 14-132-240-2011 | from 110,000 rub. |
| Sheet 140x210x1000 mm | Art.U10A | TU 14-132-240-2011 | from 80,000 rub. |
U10 steel is used: for the manufacture of needle wire; tools operating in conditions that do not cause heating of the cutting edge; tools for woodworking (hand cross-cut and joiner saws, machine joiner saws, twist drills); parts of cold stamping dies (drawing, heading, trimming and cutting) of small sizes and without sharp transitions along the cross-section; calibers of simple shape and lower accuracy classes; knurling rollers, files, metalwork scrapers; cold-rolled heat-treated strip with a thickness of 2.5 to 0.02 mm, intended for the production of flat and twisted springs and spring parts of complex configurations (valves, probes, reeds, lamellas of splitting knives, structural small parts, including for watches, etc.); (the tape is produced in accordance with GOST 2283, GOST 21996 and a number of special technical conditions).
Specifications
| Chemical composition in% |
| NTD | C | S | P | Mn | Cr | Si | Ni | Fe | Cu |
| GOST 1435-99 | 0,95-1,09 | ≤0,028 | ≤0,030 | 0,17-0,33 | ≤0,20 | 0,17-0,33 | ≤0,25 | Ost. | ≤0,25 |
According to GOST 1435-99, the mass fraction of chromium, nickel and copper is indicated for group 1 of metal products. The mass fraction of sulfur in steel produced by electroslag remelting should not exceed 0.013%. In metal products of the 3rd group, the mass fraction of Cr ≤ 0.20-0.40%, Ni ≤ 0.25%, Cu ≤0.25%. In metal products of the 1st and 3rd groups, made from steel obtained by the scrap process, the mass fractions of nickel, copper and chromium increased by 0.05% of each element compared to those indicated in the table are allowed. In metal intended for the production of cold-rolled strip, an increase in the mass fraction of nickel, copper and chromium is not allowed.
| Mechanical properties |
| Mechanical properties at 20°C |
| Delivery status | Section (mm) | t test (°C) | holiday temperature (°C) | sТ | s0.2 (MPa) | sB (MPa) | d5 (%) | d4 | d | d10 | y (%) | KCU (kJ/m2) | HB | H.R.C. | HRB | H.V. | HSh |
| Annealed cold-rolled strip of the highest quality category | ||||||||||||||||
| <4 | ≤750 | ≥10 | ||||||||||||||
| Cold-rolled strip (strength class indicated) | ||||||||||||||||
| H1 | 750-900 | |||||||||||||||
| H2 | 900-1050 | |||||||||||||||
| H3 | 1050-1200 | |||||||||||||||
| Mechanical properties depending on test temperature |
| Delivery status | Section (mm) | t test (°C) | holiday temperature (°C) | sТ | s0.2 (MPa) | sB (MPa) | d5 (%) | d4 | d | d10 | y (%) | KCU (kJ/m2) | HB | H.R.C. | HRB | H.V. | HSh |
| A sample with a diameter of 5 mm and a length of 25 mm is deformed and annealed. Deformation speed 10 mm/min. Strain rate 0.007 1/s | ||||||||||||||||
| 700 | ≥105 | ≥50 | ≥87 | |||||||||||||
| 800 | ≥90 | ≥52 | ≥100 | |||||||||||||
| 900 | ≥55 | ≥59 | ≥100 | |||||||||||||
| 1000 | ≥29 | ≥70 | ≥100 | |||||||||||||
| 1100 | ≥18 | ≥78 | ≥100 | |||||||||||||
| 1200 | ≥16 | ≥86 | ≥100 | |||||||||||||
| Technological properties |
| Machinability | at NV 197 Kn tv.all.=1.1 Kn b.st.=1.0. |
| Weldability | not applicable to welded structures. Welding method - KTS. |
| Tendency to temper brittleness | not inclined |
| Forging temperature | Start - 1180 °C, end - 800 °C. Cooling of workpieces with a cross-section of up to 100 mm in air, 101-300 mm in a pit. |
| Flock sensitivity | not sensitive |
| Sandability | good |
| Critical point temperature |
| Critical point | Temperature °C |
| AC1 | 730 |
| AC3 | 800 |
| AR3 | |
| AR1 | 700 |
| MN | 210 |
| Hardness |
| Delivery condition, heat treatment mode | HRC surface | HRCE cores | HRB | HB | H.V. | HSD |
| GOST 1435-99. Quenching in water from 770-800 °C | ≥63 | |||||
| Rolled up to 10-12 mm. Quenching from 800 °C into oil or molten salts at 190 °C + Tempering 160-200 °C | 57-61 | |||||
| Rolled up to 66 mm. Quenching in water or 5-10% NaCl solution at 770 °C + Tempering 170 °C | 59-63 | |||||
| Springs. Isothermal hardening from 800 °C in molten salts with water (isotherm temperature 280-360 °C) + Tempering 280-360 °C | 44-52 | |||||
| Surface hardening with induction heating + Tempering 160-200 °C | 59-63 | |||||
| Long products. Quenching in water from 760-780 °C + Tempering 160-200 °C | 63-65 | |||||
| Long products. Quenching in water from 760-780 °C + Tempering 200-300 °C | 57-63 | |||||
| Long products. Quenching in water from 760-780 °C + Tempering 300-400 °C | 49-57 | |||||
| Long products. Quenching in water from 760-780 °C + Tempering 400-500 °C | 40-49 | |||||
| GOST 1435-99. After annealing | ≤212 |
| Hardenability |
Distance from the end, mm/HRCе
| 1.5 | 3 | 6 | 9 | 15 | 35 | 48 |
| 62-67 | 46,5-54 | 38-42,5 | 35-40 | 31-35,5 | 22-27,5 | 22 |
| Heat treatment | Amount of martensite, % | Crete. dia. in water | Crete. dia. In oil | Crete. hardness, HRCе | Dist. from the cooled end, mm |
| Hardening | 15-20 | 4-6 | 61 | ||
| Hardening 800 C. | 20 | 43-66 |
| Physical properties |
| Test temperature, °C | 0 | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | 1000 | 1200 |
| Modulus of normal elasticity (E, GPa) | |||||||||||||
| Modulus of elasticity under torsional shear (G, GPa) | |||||||||||||
| Density (r, kg/m3) | 7810 | 7810 | |||||||||||
| Thermal conductivity coefficient (l, W/(m °C)) | 40 | 40 | 44 | 41 | 38 | 34 | |||||||
| Ud. electrical resistance (R, NΩ m) | 420 | 420 | |||||||||||
| Linear expansion coefficient (a, 10-6 1/°С) | 11,5 | 11,9 | 12,5 | 13 | 13,4 | 13,9 | 14,3 | 13,9 | 15,4 | 15,4 | 13,3 | ||
| Specific heat capacity (C, J/(kg °C)) |
| Heat resistance, red resistance |
| Temperature, °C | Time, h | Hardness, HRСЭ | Type |
| 150-160 | 1 | 63 | heat resistance |
| 200-250 | 1 | 59 | heat resistance |
| Designations |
Mechanical properties:
|