Features of welding aluminum to steel
The combination of these metals allows products made from them to combine their advantages. If you need to get a high-quality weld, it is mandatory to prepare the metals before the welding process and follow the welding technology.
Welding aluminum and its alloys with steel has its own nuances:
A high-quality welded joint must have ductility no lower than that of steel and strength no lower than that of aluminum.
To join aluminum and steel, argon arc welding with a non-consumable electrode or welding through bimetallic inserts are most often used. The industry also uses explosion welding, diffusion welding, laser welding, electron beam welding and spot welding.
Features of aluminum welding
Welding aluminum at home should begin with a detailed study of the properties of the material. You cannot do without this metal in many areas of life, but welding and soldering are associated with some difficulties. In order for the connection to be strong and last for decades, you need to pay attention to the features of welding aluminum and its alloys.
- The oxide film that is on the metal melts at a temperature of 20440 degrees Celsius. The metal itself melts at 660 degrees Celsius. This film does not allow obtaining a high-quality seam, so welding work on aluminum must take place in a shielding gas environment.
- It is quite difficult to form weld pools, since the metal has high fluidity. To make work easier, it is worth using pads that dissipate heat.
- Silicon and hydrogen contained in aluminum deteriorate the quality of the weld: the slightest violation of the technology can cause defects such as pores and cracks.
- Welding aluminum with a gas torch must be carried out at high current values, since it has high thermal conductivity.
- Welding aluminum alloys is difficult in that it is not always possible to accurately determine their brand and select the appropriate mode.
- When the metal hardens, it shrinks, which leads to deformation of the parts.
To destroy the strong oxide film, DC welding of aluminum must be carried out with reverse polarity. Only in this case can cathode sputtering be achieved, which is necessary to destroy the refractory film.
Automatic welding of aluminum using plasma allows you to achieve better results that welding aluminum with a gas torch cannot guarantee. The additive in this case is made by wire, and the arc is formed by ionized gas. Using a plasmatron, it is possible to weld aluminum at home and join aluminum surfaces at a service station, in an installation shop, on a construction site, etc. The technology of plasma welding of aluminum alloys allows thin parts (no thicker than 0.2 - 1.5 mm) to be attached to aluminum, while the likelihood of burning through the seam is minimal.
Welding aluminum to steel using the argon arc method
Before starting the welding process, it is recommended to clean the metal edges and apply a protective coating to them. The most affordable of them is zinc.
The filler material in this case is AD1 grade aluminum wire with a silicon additive (it has a good effect on the formation of a diffusion layer of stable quality) or AK-5 alloy wire.
Important! AMg-6 is not recommended for use, since this additive gives low weld strength.
To prepare a steel piece for welding, the butt joint should be beveled at a 70° angle for maximum joint strength.
The edges must be thoroughly sandblasted or mechanically treated, then a surface coat must be applied.
Argon arc welding of aluminum and steel is distinguished by the location of the arc : at the beginning of the welding of the first pass, it is held on the filler rod, and during the welding of subsequent passes - on the filler rod and the resulting bead. This will protect the coating from premature fading.
During the welding process, it is important to apply weld beads sequentially (depending on the type of connection).
- MIG welding - occurs with a constant welding current of reverse polarity;
- TIG welding - can be used with both alternating welding current and direct current of straight polarity.
The magnitude of the welding current should depend on the thickness of the metal being welded:
- up to 3 mm : 110-130 A;
- 6-8 mm : 130-160 A;
- 9-10 mm : 180-250 A.
Preparing the metal for welding
Preparing aluminum for welding consists of a number of manipulations. Among them:
- Thorough cleaning. Before welding aluminum to any metal, all surfaces should be cleaned of oil and grease stains and dust. This can be done using solvents.
- Edge processing. Aluminum sheets up to 1.5 mm thick undergo edge flanging. In parts with a thickness of more than 20 mm, welded with electrodes, the edges are cut. If welding is performed with a non-consumable electrode or filler wire, and the thickness of the part exceeds 4 mm, the edges are also prepared.
- Removing the oxide film. Before welding aluminum at home with a gas torch, the edges are treated with gasoline or caustic soda. The latter must be washed off with water. The film can also be removed with a file or steel brush.
- Checking the integrity of the metal. To do this, its surface is treated with a penetrating composition, which makes it possible to identify defects and a place suitable for forming a seam.
Welding technique
To join aluminum and steel, you need to choose the method of welding at an angle forward, with an angle of inclination of the electrode from the vertical along the axis of the weld of 40-45 degrees.
It is important to choose the right welding speed, since it determines how much liquid aluminum and steel will interact with each other. This directly affects the thickness and stability of the connecting layer.
The welding speed must be selected as high as possible: at least 7 m/h for welding the first passes of multi-pass welds and at least 12 m/h for single-pass and subsequent passes of multi-pass welds. There are reasons for this:
- intensive formation of intermetallic compounds during prolonged contact of steel and aluminum at high temperatures;
- intensive formation of corundum and growth of the weak zone;
- intense zinc burnout.
Welding and surfacing seams must be performed without transverse and reciprocating oscillatory movements. The additive must be fed into the weld pool from the galvanized steel side to reduce zinc burnout.
The torch must be shifted relative to the weld joint towards aluminum or aluminum alloy by 1-3 mm. This is due not only to the reduction of zinc burnout, but also to the fact that, having high thermal conductivity, aluminum heats up and melts much more slowly than steel and the zinc that covers it.
Post-weld heat treatment of the welded joint is undesirable; its operating temperature should not exceed 270 degrees. Otherwise, the thickness of the interlayer may increase, which will lead to a decrease in dynamic strength or destruction of the weld.
Welding through bimetallic inserts
Bimetallic transition materials (inserts) are aluminum elements that have another material already attached to them.
For welding inserts, standard technologies are often used - GMAW and GTAW.
The steel side of the insert must be welded to steel, the aluminum side to aluminum. During the process, it is important not to overheat the inserts, otherwise a fragile intermetallic compound will form at the junction of steel and aluminum inside the insert.
The destruction of a weld containing intermetallic compounds usually occurs during the burning of the welding arc. But even if the seam does not collapse during the process or at the end of welding, it will remind itself when the product is used.
Other methods of welding aluminum to steel
The laser method is used not only to create miniature joints, but also to obtain long seams, for example, in the automotive industry. This method allows you to finely control the thermal power of pulsed laser radiation.
To make a lap joint, laser heating must be carried out from the steel side. It will heat up to a temperature where the aluminum will already melt, but will remain solid.
The strength of seams can be increased using an aluminum-based additive.
Diffusion
In this welding process, the parts being joined are not melted. But due to their prolonged contact at high temperatures, intermetallic phases are formed.
Electron beam
Buffer coatings of titanium, nickel and zirconium are applied to the steel: then the welding process will be successful.
Point contact
A good point connection between steel and aluminum is not always obtained, even if welded on capacitor machines with severe discharge conditions.
This can be avoided by using an intermediate bimetallic tape. The strength of the resulting point connections can be compared with riveted ones.
Explosion welding
Compounds of aluminum and steel, which are obtained through an explosive welding process, are used in shipyards in Japan, Poland, the USA, Great Britain, France and other countries as an intermediate element, which is then welded to the main materials of the product.
Difficulties in welding aluminum and steel and methods for welding them
Due to the strong differences in the physical and chemical properties of aluminum and aluminum alloys and steel, their welding is extremely difficult. To weld them, you can use resistance welding, diffusion-vacuum welding and fusion welding, but only in an argon environment.
Fusion welding produces alloys of aluminum and iron. They are solid but very fragile intercrystalline compounds. In this regard, resistance welding gives better results. But during contact flash welding, refractory impurities arise that are not displaced during the upsetting of the joint. Therefore, for this type of welding, modes should be selected in which the metals being welded will not heat up.
Welding of aluminum and copper
Welding of copper and aluminum is widely used in the electrical industry (wire joining) and the refrigeration industry (pipe welding). Melting these metals together is problematic: the higher the copper content in the weld, the more brittle and prone to cracking it will be. Welding aluminum with copper is usually carried out in two ways:
Welding of copper and aluminum can be carried out using either the electric arc method, or the argon arc method, or the gas method. Cold welding is no less common.
Welding aluminum and steel with intermediate metal coating on steel edges
To improve the welding process, technological techniques are used that ensure the melting of aluminum rather than steel. For example, before welding begins, the edges of the steel are coated with various metals, which are applied hot or galvanically. Argon arc welding with a tungsten electrode is performed on these coatings using filler wire. Good welding results are also obtained by electroplating the edges.
The simplest method of coating the edges with an intermediate metal is the hot aluminizing method. Its essence consists of dipping steel edges into molten aluminum, holding it in it for 40 minutes and then slowly cooling. But practical experiments carried out by the Leningrad Ship Institute (now St. Petersburg State Marine Technical University) and the Electric Welding Institute named after E.O. Paton showed the feasibility of other metals, or the use of bimetallic inserts.
The choice of coating depends on the strength requirements for the welded joint. In addition, economic feasibility is also taken into account. The most expensive method is the electroplating method.
For argon arc welding (TAW) of AD1 alloy with steel, tin is most suitable as a coating for steel edges, which is applied by galvanic or hot-dip methods.
For ADS of AMts alloy, it is better to choose aluminum or zinc as a coating for steel edges and apply them using a galvanic method. Hot-dip zinc provides lower joint strength.
For ABM alloy AMg, good results are achieved by coating steel edges with tin or brass applied by hot immersion, zinc applied by galvanic or hot immersion, or welding without coating. But a more successful choice would be a two-layer coating of copper and zinc applied by galvanic method. Coating of silver, AMg3 and AMg alloys shows satisfactory results.
Welding aluminum to steel through bimetallic inserts
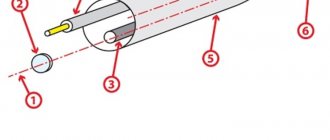
The method of welding aluminum to steel by applying metal coatings to steel edges is technologically quite complex. Therefore, it is advisable to use such methods in the case of welding small products. In practice, the most widely used welding method is using intermediate bimetal inserts. Examples of such connections are shown in the figure:
Argon arc welding of aluminum and steel
The technology for argon arc welding of aluminum and steel is shown in the figure on the left. To perform this, a combined coating consisting of a layer of copper and a layer of zinc is applied to the steel edges. The welding torch is installed in such a way that the arc between the tungsten electrode and the product is excited at a distance of 1-2 mm from the edge of the joint on which the filler rod is installed.
It is also recommended to pre-coat the steel with a layer of aluminum, i.e. aluminization using t.v.ch. In this case, at the moment of heating during fluxing, aluminum melts and covers the steel edges with a layer 0.5-1.5 mm thick. In addition, it is possible to directly apply aluminum to steel in the form of beads, onto which the weld is subsequently laid.
Approximate welding conditions for aluminum and steel for a tungsten electrode with a diameter of 2-3mm are: current strength 80-130A, welding speed 6-12m/h, filler wire diameter 2-3mm. If welding is carried out using pre-laid aluminum beads, then the welding current can be increased to 160-180A, with an electrode diameter of 3mm.
Welding of dissimilar metals
Welding of dissimilar metals Obtaining a high-quality welded structure means welding identical, or at least similar in structure, metals. However, there are many cases where welded structures are made from metals of different compositions and properties. The reason for this is wear, high temperatures or other conditions where different properties are required from different parts of the welded structure.
This creates the need for the production of welded structures from dissimilar metals . This need arises in a variety of areas of production more and more often. This article is written to provide information on successfully making combinations between some of the more readily available types of metals.
In the case of high-quality welding of metals of dissimilar types, the strength of the resulting structure approximately coincides with the strength indicator of one of the two metals being joined, namely the one whose indicator is lower. Thus, this system has such a tensile strength and ductility that the weld seam connecting the structure cannot come apart. Joints can be made between many types of metals using different welding methods. The problem with welding such metals is due to the fact that for such processes it is first necessary to study the phase diagram of the intermetallic compound. If weldability is possible between the selected metals, then this combination will be successfully carried out. Otherwise, this will not be possible.
Connections between metals must be examined for susceptibility to corrosion and deformability. The microstructure of such a compound is very important. Sometimes you have to use a third metal to make a successful weld. Another factor that determines the service life of any joint between two metals is the coefficient of thermal expansion. If the coefficients of the two metals are very different, then it may soon collapse.
Among other things, it is worth paying attention to the difference in melting temperatures of metals . It is also extremely important, because due to this difference, one of the metals will be melted long before the other, with the same temperature effect for both elements. When metals with different melting points and coefficients of thermal expansion need to be joined, a high thermal power welding process will help produce the joint faster, which is undoubtedly an advantage.
The distance on the electrochemical scale shows the resistance of metals to corrosion in the intermetallic zone. If they are located far away, corrosion will become a serious problem.
Use of intermediate metal
In some cases, as mentioned before, it is possible to create a welded structure from two metals only by using something as a transition material. For example, when welding copper with steel. Such elements cannot be welded directly, but, for example, nickel can be welded with each of them. Thus, with the help of an intermediate metal, this combination will be achieved.
Using paste
You can also combine dissimilar metals by using a composite insert between them. This insert consists of another intermediate union between dissimilar metals, made through a welding process that does not require heat.
Welding processes for composite inserts
The following is a brief description of the welding processes that can be used to create composite inserts:
• Explosion welding • Cold welding • Ultrasonic welding • Friction welding • High frequency resistance welding • Diffusion welding • Percussion welding • Laser welding • Arc welding Welding aluminum with various metals
Metals have a wide range of melting points. For aluminum it is approximately 650 degrees Celsius, for iron it is approximately 1538 degrees. Therefore, when melting, aluminum will melt long before steel. The phase diagram of aluminum-iron welding shows that iron-aluminum alloys with an iron content of more than 12% have almost no ductility. Also, aluminum and iron have a big difference between the coefficient of thermal expansion, thermal conductivity and heat capacity. This can cause thermal stress. The most effective way is to use aluminum-steel (bimetallic) transition inserts to weld aluminum alloys to steel using electric arc welding.
Another method is to coat the iron with a metal compatible with aluminum. Success in this case depends on what the iron is coated with, as well as the thickness of the layer and the strength of the connection between the iron and this metal. Once you coat iron with zinc, you can weld it to aluminum using arc welding. Adapter inserts can be used to weld aluminum to stainless steel. The above coating method can also be used. Welding aluminum to copper can be done using a transition insert. Welding copper with various metals
Copper and its alloys can be welded with iron alloys and stainless steel. For thinner parts of the welding structure, argon arc welding with a copper alloy filler rod can be used. The pulse mode allows you to make obtaining a high-quality alloy a simpler task. The arc should be directed towards the copper part of the structure. For wider parts of the structure, it is worth first coating the steel with the above-mentioned filler material. Copper should be preheated. Another method is to fuse copper with a nickel-containing electrode. It is recommended to do two layers. In this case, it must first be heated to approximately 540 degrees Celsius. Copper can also be welded with stainless steel, and brass with iron alloys. Welding nickel alloys with iron.
Nickel alloys such as Monel and Inconel can be welded to low alloy steel using any of the arc welding processes using filler materials. They can be welded with stainless steel in the same way if you use a suitable electrode.
If you need any welding equipment, materials, as well as qualified advice, the specialists of the company Earth Welders will help you find the answer and/or the most effective solution to the problem.
Welding aluminum and its alloys with steel
Argon arc welding.
This method can produce all main types of welded joints. The preparation of a steel part for welding involves a double-sided bevel of the edges for the butt joint at an angle of 70° to the vertical, since at this bevel angle the strength of the joint reaches its maximum value. The edges to be welded are thoroughly cleaned (by mechanical processing; sandblasting; chemical etching; shot blasting, which is undesirable, since oxide inclusions remain on the surface of the metal) and submitted to the operation associated with the application of a coating (surface layer).
For carbon and low-alloy steels, the cheapest coating method is galvanizing (galvanic or hot-dip). Before galvanizing, the parts are washed, dried, etched in an acid solution, followed by washing and drying. During hot-dip galvanizing, the part is fluxed before being lowered into a zinc bath (t=470-520 °C). The simplest flux consists of two components: 50%KF + 50%KCl. During galvanic coating, the zinc layer should be 30-40 microns, and during hot-dip galvanizing, 60-90 microns.
For austenitic steels (1Х18Н9Т, etc.), aluminizing can be done after mechanical cleaning without the use of flux in a bath with t = 750-800 °C for 1-5 minutes. When aluminizing structural steels, after cleaning the surface, before aluminizing, it is necessary to flux the part in a saturated aqueous flux solution (50%KF + 50%KCl).
Welding is carried out using standard installations UDAR-300, UDAR-500, TIR-315, UDG-501, etc., lanthanum tungsten electrodes 02-5 mm and argon of the highest or first grade. A feature of welding aluminum with steel in comparison with the conventional process of argon arc welding of aluminum alloys is the location of the arc, which should be held on the filler rod at the beginning of the welding of the first pass, and during the welding of subsequent passes - on the filler rod and the resulting bead; This prevents premature fading of the coating. When welding, depending on the type of connection, it is necessary to follow the sequence of applying the weld beads (Fig. 8.1). The magnitude of the welding current depends on the thickness of the metal being welded. With a thickness of up to 3 mm, the welding current should be 110-130 A, with a thickness of 6-8 mm - 130-160 A, with a thickness of 9-10 mm - 180-250 A. AD-1 wire (pure aluminum) is used as a filler material with a small silicon additive, which has a beneficial effect on the formation of a diffusion layer of stable quality) or wire made of AK-5 alloy. AMg-6 should not be used, since this wire gives less strength to the welded joint. The correct choice of welding speed is important, since it determines the interaction time of liquid aluminum with steel, i.e. thickness and stability of the connecting diffusion layer.
Rice. 8.1. Technique for argon arc welding of aluminum and steel (sequence of applying beads): a – during surfacing; b, c – during welding
Welding steel with aluminum and aluminum alloys
Home » Articles » Professionally about welding » Welding technologiesWe recommend purchasing:
Installations for automatic welding of longitudinal seams of shells - in stock!
High performance, convenience, ease of operation and reliability in operation.
Welding screens and protective curtains are in stock!
Radiation protection when welding and cutting. Big choice. Delivery throughout Russia!
Aluminum with iron is capable of producing solid solutions, intermetallic compounds (Fe2Al4—62.93% Al; Fe2Al5—54.71% Al; FeAl2—49.13% Al; FeAl—32.57% Al, etc.) and eutectic (Al + FeAl3, Tm = 654 °C, iron content in the metal 1.8%). The solubility of iron in the solid state is limited to 0.053% at the eutectic temperature. The solubility of aluminum in iron is about 32%, i.e. 600 times higher. During solidification, crystals of the FeAl5 compound (59.18%) precipitate in the structure of aluminum and iron alloys.
Welding conditions are characterized by the appearance of FeAl3 and Fe2Al5. They have a low tensile strength (15-17 MPa). The hardness of Fe2Al5, FeAl3 and FeAl2 lies in the range μv = 9600–11500 MPa. With increasing iron content and increasing temperature, the hardness decreases. For Fe3Al μv = 2700 MPa. Softening of FeAl3 and Fe2Al5 begins at a temperature of 0.45 Tmel. Fe2Al5 is characterized by an anomalously high value of electrical resistivity.
Intermetallic compounds are chemically stable. Subsequent heat treatment of the compounds can only lead to an increase in the extent of the intermetallic zone. There are three characteristic sections in the compound: iron (steel)—intermetallic zone—aluminum (aluminum alloy). The mechanical properties of joints depend on the intermediate zone—its composition. the amount of intermetallic compounds, their shape, extent, nature of arrangement and continuity.
A chemically resistant, refractory oxide film is formed on aluminum (Al2O3 has Tmelt = 2047 °C), which during fusion welding can lead to a defect in the form of inclusions of this film in the weld metal. The use of fluxes does not give positive results: fluxes for welding aluminum are low-melting, fluid, and do not wet steel well; fluxes for steel react actively with molten aluminum.
The nature of diffusion processes during solid-phase welding of aluminum with iron and steel at the initial stage of interaction and in the future is different. It is shown that in the initial period, diffusion of iron into aluminum takes place. As a result, a layer of a mixture of FeAl3 + Fe2Al5 phases is formed in the boundary zone. Subsequently, at a temperature corresponding to the recrystallization of steel, intensive diffusion of aluminum into the steel is observed. The speed of this process depends on the chemical composition of the material of the contacting workpieces and heating conditions. For solid-phase interaction under certain temperature-time welding conditions, there may be no continuous front of intermetallic compounds.
Reaction diffusion in the aluminum-iron system is observed at temperatures >400 °C. The growth of the intermetallic layer obeys a parabolic law: у2 = 2k1τ, where k1 is a value proportional to the diffusion coefficient of aluminum through the layer.
Alloying the materials of an aluminum workpiece with Si, Mn and other elements, and steel with V, Ti, Si and Ni leads to an increase in the activation energy of reaction diffusion. Their influence is associated with the difficulty of the formation of nuclei in the intermediate phase. C and Mn have the opposite effect in steel. An increased content of free oxygen and nitrogen in steel within certain limits leads to an increase in the temperature at which intermetallic compounds begin to form. The appearance of an intermetallic layer for each temperature begins after a certain critical time, i.e., there is a latent period (τ0), after which intensive formation of intermetallic compounds occurs. Its dependence on temperature has the form
τ0 = 6.0 10-13exp (192.3/RT).
When the process is carried out in a solid-liquid state (with the melting of aluminum), Fe2Al5 is formed on the iron (steel) side, and FeAl3 on the aluminum side.
When welding chromium-nickel stainless steels with aluminum alloys, the intermetallic layer is more complex and Cr and Ni are involved in its formation.
A bimetallic compound has satisfactory mechanical properties only until a continuous layer of intermetallic phase is formed. The performance of the connection is maintained under a certain temperature and time influence. The upper temperature threshold for bimetallic products made from the combination of materials under consideration is 500–520 °C.
The main ways to obtain a workable connection between aluminum alloys and steels are the following:
limiting the extent of the layer of intermetallic interlayers. High strength can be obtained with a zone width of 10 µm;
alloying aluminum with elements that inhibit the formation of an intermediate phase, primarily silicon, as well as the use of steel with a low carbon and manganese content, which makes it possible to raise the temperature of formation of intermetallic compounds by 40-60 ° C above the recrystallization temperature of steel. This method can be successfully used in solid phase welding.
Differences in plastic properties and hardness make it possible to successfully use wedge-press welding for the combination of materials under consideration in the manufacture of bimetallic rods, tubular adapters, etc. The heating temperature of a steel workpiece, which has a wedge shape in the longitudinal section, is up to 500-600 ° C. Provide measures to protect steel from oxidation. High mechanical properties of the joint are obtained by using zinc coatings on the surface of the wedge.
Diffusion welding
carried out at a temperature of 425–495 °C (time up to 10 minutes, welding pressure 210–310 Pa). The surface of a steel workpiece is coated with a layer of Ni and W. The latter is capable of forming a eutectic with aluminum. In this case, the welding temperature should be lower than the eutectic formation temperature.
Ultrasonic welding
allows you to produce lap, point and seam joints on thin workpieces. Vibrations are supplied from the aluminum side. The thickness of aluminum is limited to about 1.0–1.25 mm.
Friction welding
allows you to obtain high-quality connections equal to the strength of an aluminum alloy in the annealed state. During the welding process, the temperature at the joint quickly reaches its maximum and then stabilizes. When welding austenitic steel 12Х18Н10Т with AD1, the duration of the latent period for a temperature of 660 °C, which is close to that developed at the joint, is 100–120 s. Welding duration ~ 10 s. Therefore, the intermetallic phase does not have time to form in any significant quantities. On the other hand, continuous upsetting (mainly due to aluminum) contributes to obtaining a weld free of intermetallic compounds (total upsetting ~14 mm).
If magnesium is present in the aluminum alloy, the duration of the latent period is sharply reduced. Therefore, aluminum magnesium alloys are welded in conditions that ensure a temperature at the joint of no higher than 500 °C.
Explosion welding
Such materials require the use of a barrier layer, which is applied to the steel workpiece. This method produces laminated sheets and tapes.
Roll welding is widely used
, which allows you to regulate the heating temperatures of the connection zone. In this way, 12X18N10T + AMg6 is welded on an industrial scale; Armco-iron + AMg5 and other combinations.
For fusion welding and brazing
the processes of nucleation and growth of the intermetallic layer are much more intense. When forming a joint, it is essential to wet the solid steel with aluminum. To improve wetting and thereby reduce the contact time of the melt with the steel, they resort to alloying the seam and applying coatings to the surface of the steel workpiece (zinc, zinc-nickel - as the most technologically advanced and inexpensive). After wetting, the process of dissolving iron in liquid aluminum occurs. It has been established that the Fe2Al5 phase formed during the dissolution process can pass into the melt in the form of crystals and dissolve. Moreover, the growth rate of the intermediate layer is greater than the dissolution rate, which makes it impossible to obtain a compound without intermetallic layers. Reducing the negative effect of this factor can be achieved by increasing the volume of the aluminum melt (preliminary cutting of the edge), optimizing the mode to limit the temperature of the melt, and alloying the bath through the filler material with elements that affect the growth rate and composition of the intermetallic layer. The introduction of Si (4-5%), Zn (6.5-7%), Ni (3-3.5%) into the weld makes it possible to reduce the thickness of the intermetallic layer and obtain joints with a strength of 300-320 MPa.
Taking into account the noted features, two variants of the technology of joining by methods of melting aluminum with steel have been used in practice: 1) welding-brazing with preliminary application of a coating to the steel edge using argon-arc machines with a non-consumable electrode and 2) automatic arc welding with a consumable electrode using a layer of flux AN- A1. Coatings (zinc, aluminum) have a thickness of 30-40 microns and are applied by galvanic or aluminizing methods. When welding, it is necessary to conduct an arc along the edge of the aluminum sheet at a distance of 1-2 microns from the joint line and maintain a certain speed (at low speeds, overheating and burnout of the coatings are observed, at high speeds, failure of fusion is observed).
In submerged arc welding, the role of flux is reduced to improving wettability and inhibiting the formation of intermetallic compounds. It is necessary to prevent direct impact of the arc on the edge of the steel, and to cut the edge on the steel as close as possible to the outline of the bath profile. Thicknesses of 15–30 mm are welded in this way.
Is it possible to weld aluminum to steel?
Q. Can aluminum be welded to steel using GMAW and GTAW?
A. While aluminum is relatively easy to bond to most metals by adhesive bonding or mechanical means, arc welding aluminum to other metals such as steel requires special techniques. When metals such as steel, copper, magnesium and titanium are directly welded to aluminum by arc welding, very brittle intermetallic compounds are formed. To avoid the formation of such brittle compounds, special means have been developed to isolate the second metal from the molten aluminum during arc welding. The two most common methods for arc welding aluminum to steel are the use of bimetallic adapter inserts and coating with dissimilar material before welding.
Bimetallic adapter inserts. Bimetallic transition materials are commercially available for welding aluminum to metals such as steel, stainless steel and copper. Such inserts are elements made of aluminum to which another material is already attached. Techniques such as rolling, explosion, friction, fusion, or heated pressure welding are commonly used to bond these dissimilar materials into a bimetallic adapter insert, but not arc welding. Conventional technologies such as GMAW and GTAW can be used for arc welding of steel and aluminum transition inserts. The steel side of the insert is welded to steel, and the aluminum side to aluminum. When welding, overheating of the inserts should be avoided, as this can lead to the formation of a brittle intermetallic compound at the junction of steel and aluminum inside the insert. It is recommended to start by welding aluminum to aluminum. This allows you to increase heat dissipation when welding steel to steel and thereby avoid overheating in the area of contact between steel and aluminum. Bimetallic adapter welding is a common method of joining aluminum and steel and is often used to provide high quality welded joints in the construction industry. This technology is used to weld aluminum deckhouses to steel decks on ships, in heat exchanger tube sheets consisting of aluminum tubes and regular and stainless steel sheets, and to form welds between aluminum and steel tubes using arc welding.
Coating with dissimilar materials before welding. To make it easier to arc weld steel to aluminum, the steel can be coated. One option is to apply an aluminum coating. For this purpose, the method of immersion coating (in molten aluminum) or soldering aluminum onto a steel surface is sometimes used. After coating, the steel element can be welded to the aluminum element using arc welding (it is necessary to avoid contact of the arc with the steel). This welding technique uses special techniques to help direct the arc onto the aluminum member and allow molten aluminum from the weld area to flow onto the aluminum coated steel member. Another method of joining aluminum to steel involves coating the steel surface with silver solder. The joint is then welded using an aluminum filler alloy (being careful not to burn through the silver solder layer). Coating-based welding methods are usually not used when high mechanical strength of the joint is required. They are used for sealing purposes only.
How to weld aluminum and stainless steel
Welding of aluminum and stainless steel is necessary primarily when installing complex industrial equipment that is operated in an aggressive environment, so high demands on the quality of the weld are quite justified. Welding of aluminum and steel can be carried out either using bimetallic inserts or by coating the parts with dissimilar materials.
In the first case, DC aluminum welding must start from the aluminum surfaces to ensure significant heat transfer when joining the steel surfaces. The steel and aluminum insert must not be overheated during the process, otherwise the intermetallic compound in it will become brittle and unreliable.
Electric welding can be carried out if the steel is coated with a thin layer of aluminum. Once the coating is applied, the steel can be arc welded to the aluminum. During the process, be sure to ensure that the arc does not come into contact with the steel surface. Welding of aluminum alloys with steel can also be carried out if the steel is coated with silver solder. You need to weld with an aluminum filler alloy without violating the integrity of the layer formed by the silver solder.