Краткое описание
Нанесение своего рода рельефного рисунка на поверхность тонколистового металла осуществляется при помощи специального оборудования, что называется зигмашина. Она оснащена парой валиков, что в ходе работы делают соответствующие зиги (канавки), которые могут быть не только плоские, но и объемные виды заготовок.
Кроме этого, при помощи данного механизма проводятся рифление, резка, а также отбортировка на листовом железе. Такой вид зиговочных машин представлен в нескольких разновидностях, это ручная и зигмашина с электроприводом. Но также имеется гидравлическая, но в основном она используется на больших промышленных предприятиях.
По принципу применения они ничем не отличаются, разве что ручными станками производится рифление металлического листа толщиной от 0,3 до 1,0 мм. А вот электрические обладают большой мощностью, поэтому на них можно наносить рельефы на металлическую поверхность более 2,0 мм.
В принципе все виды зиговчных машин не особо отличаются друг от друга, но располагают разной мощностью. Кроме этого, эти валы могут иметь разное расположение, к примеру, горизонтальное, вертикальное и наклонное положение. Непосредственно на них и надеваются ролики с необходимым рельефом.
Классификация зиговочного оборудования по типу привода
Наиболее простой как по своей конструкции, так и по принципу действия, является зиговочная машина ручная. Все манипуляции с таким оборудованием, как следует из его названия, осуществляются вручную. К таким манипуляциям, в частности, относятся: прижим валов с рабочими роликами, для чего используется специальная рукоятка, расположенная в верхней части устройства; прокручивание роликов вместе с зажатой между ними заготовкой: такое действие также выполняется посредством специальной рукоятки рычажного типа.
Для эффективного использования зиговочного станка простейшего ручного типа требуются определенные навыки и сноровка, так как его оператору необходимо одновременно крутить рукоятку и удерживать обрабатываемую заготовку в требуемом положении, тем самым задействовав обе руки. Ручная зиговочная машина по причине невысокой мощности установленного на ней привода может использоваться для обработки листовых заготовок, толщина которых не превышает 1,5 мм.
Ручной зиговальный станок подходит для периодического использования в домашней мастерской
Более мощной, производительной, но и более дорогой по своей стоимости является зиговочная машина с электроприводом. Такие зиг машины правильнее всего относить к оборудованию электромеханического типа, так как в их конструкции присутствует и ручной механический привод, который обеспечивает сжатие листовой заготовки между рабочими роликами. За счет электрического привода такого оборудования происходит вращение рабочих роликов и, соответственно, вращательное движение обрабатываемой заготовки.
Включение и отключение электрического привода машины осуществляется посредством ножной педали, благодаря чему обе руки оператора всегда остаются свободными для выполнения манипуляций с обрабатываемой деталью. Наличие электрического привода, которым оснащены подобные зиговочные станки, как уже говорилось выше, значительно повышает их производительность, что дает возможность успешно применять эти машины для оснащения предприятий, производящих металлопродукцию крупными сериями. Кроме этого, мощность такого станка позволяет применять его для обработки заготовок из листового металла, толщина которого доходит до 5 мм.
Электромеханические зиговальные машины, как правило, могут оснащаться дополнительными приспособлениями для обработки заготовок сложной конфигурации
Зиговочные машины могут оснащаться и гидравлическим приводом, который еще больше увеличивает мощность оборудования. Технические возможности подобных машин позволяют успешно использовать их для обработки листового металла даже достаточно значительной толщины. Гидравлический привод зиговочного оборудования данного типа отвечает за прижим рабочих роликов к поверхности заготовки, а их вращение и, соответственно, движение обрабатываемой детали обеспечивает приводной механизм электрического типа. Несмотря на все преимущества, которыми отличаются гидравлические зиговочные машины, имеют они и недостатки: большие габаритные размеры и значительную массу, поэтому такое оборудование в основном используют крупные производственные предприятия.
Краткая характеристика зиговочного механизма
В зависимости от вида производства такое оборудование располагает широким спектром действий, что позволяет сделать зиговку листового металла с соответствующим рельефом.
Технические характеристики:
| Характеристика | Значения |
| Вид привода | Ручной, электромеханический и гидравлический |
| Поперечник роликов | От 50 мм |
| Вылет роликов | Если предусматривается выполнение специальных работ требуется подбирать показатель с максимальным вылетом плеч (до 350 мм) |
| Количество дополнительных пар роликов | Зачастую это 4 или 6 или 9 пар |
| Толщина металла | От 0,5 до 4 мм |
| Габариты зигмашины | Все виды зиговочных машин занимают мало места, даже гидравлические |
| Вес зигмашины | В зависимости от типа механизма, вес может варьироваться от 10 до 300 кг |
Классификация и конструктивные решения зиговочных станков
Такое оборудование (часто называемое также зигмашинами) различают по следующим признакам:
- По типу привода. Выпускаются зигмашины с электроприводом, и с ручным приводом.
- По количеству пар роликов для зигмашин – с двумя (ИВ2714, ИВ2716) и четырьмя.
- По способу управления – педалью или с применением кнопочной станции.
- По мощности и толщине обрабатываемого металла. На ручных станках (например, на станке зиговочном ручном модели Stalex RM08) нельзя выполнять зигование заготовок толще 1…1,2 мм, в то время, как на приводном оборудовании выполняется обработка стали и большей толщины – до 4 мм.
- По наличию или отсутствию узла реверсирования привода на зигмашине (в первом случае можно выполнять калибрующую зиговку рельефа, которая часто требуется при обработке продукции, сделанной из высокоуглеродистых сталей). Подобные возможности оговариваются в паспорте.
Наиболее популярными моделями зигмашин с электроприводом являются двухроликовые машины серии ИВА 27_ _ с горизонтальным расположением шпинделей. Зиговочные станки электромеханические производятся в соответствии с техническими условиями ТУ 2-041-94, и включают в себя следующие узлы:
- приводной электродвигатель;
- двухступенчатый редуктор типа рм;
- опорного вала;
- промежуточной зубчатой передачи;
- пневмоцилиндра (или гидроцилиндра), управляющего перемещением верхнего рабочего ролика;
- рычажного привода нажимного вала;
- пары роликов;
- механизма упора (для зиговки штучных заготовок);
- узла подачи.
- системы управления (педаль, кнопка).
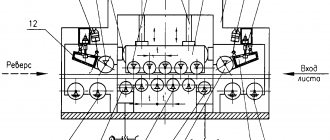
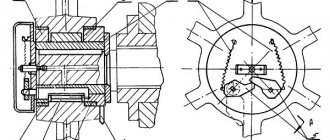
Устройство зиг-машины
Зиговочная машина электромеханическая действует так. При включении двигателя крутящий момент через понижающий редуктор и промежуточную передачу передаётся на нижний опорный ролик, на который до упора подаётся заготовка, предварительно прошедшая через узел правки. При включении рычажной системы с пневмоприжимом оснастки последняя подаётся до контакта с поверхностью заготовки, после чего упор откидывается, и датчик движения включает силовую подачу полосы в отрегулированный зазор. Производится формообразование рельефа, соответствующего профилю инструмента. При необходимости работ по калибровке полученного профиля вращение двигателя реверсируют, либо выполняют повторную зиговку, несколько уменьшая значение рабочего зазора. Для извлечения готового изделия из рабочего пространства зигмашины достаточно вернуть инструмент в своё верхнее положение посредством включения цилиндра на обратный ход.
Зиговочная машина ИВ2716 может работать в составе поточной линии профилирования, работают в автоматическом режиме, причём в качестве исходной заготовки используется лента или длинная полоса металла. Для облегчения съёма готовой детали станок дополнительно оснащается либо рулонным наматывателем, либо качающимися рычагами сброса, управление которыми производится от кулачков, устанавливаемых на свободном конце опорного вала.
Типоразмеры серийных электрических зиговочных машин
| Модель | Максималь-ная толщина обрабатывае-мого металла, мм | Вылет станины, мм | Максима-льная скорость зиговки, м/с | Минималь-ная скорость зиговки, м/с | Суммарная мощность привода, кВт | Дополнитель-ные возможности |
| ИВ 2714 | 2,5 | 400 | 0,283 | 0,045 | 4,35 | Рольганг, устройство для круговой резки |
| ИВ 2716 | 4,0 | 500 | 0,283 | 0,055 | 5,3 |
Основные назначения зиговочного оборудования
Подобные станки по своему назначению применяются для работ, связанных с жестяными материалами, что имеют цилиндрическую форму. Поэтому его очень часто используют для увеличения прочности металлического изделия, в качестве соединительного профиля, а также применяется в виде обработки кромок листового металла. Помимо этого, его используют:
- В производстве цилиндрических изделий в виде вентиляционных и водоливных труб.
- С его помощью на металлических изделиях из тонкого железа делаются специальные замки, что позволяет с легкостью соединять различные железные детали без применения сварочной аппаратуры.
- В производстве теплоизоляции трубопроводов.
- Часто употребляют в обработке обечаек.
- В кровельных работах для резки и развальцовки водосточных труб.
- В производстве фасонных частей вентиляции.
- Также применяется в процессе изготовления комплектующих деталей для водосточных систем.
Но наибольшее распространенное применение зиг станков является процесс гофрирования тонколистного материала, что имеет цилиндрическую форму.
Классификация зиговочного оборудования по типу привода
Наиболее простой как по своей конструкции, так и по принципу действия, является зиговочная машина ручная. Все манипуляции с таким оборудованием, как следует из его названия, осуществляются вручную. К таким манипуляциям, в частности, относятся: прижим валов с рабочими роликами, для чего используется специальная рукоятка, расположенная в верхней части устройства; прокручивание роликов вместе с зажатой между ними заготовкой: такое действие также выполняется посредством специальной рукоятки рычажного типа.
Для эффективного использования зиговочного станка простейшего ручного типа требуются определенные навыки и сноровка, так как его оператору необходимо одновременно крутить рукоятку и удерживать обрабатываемую заготовку в требуемом положении, тем самым задействовав обе руки. Ручная зиговочная машина по причине невысокой мощности установленного на ней привода может использоваться для обработки листовых заготовок, толщина которых не превышает 1,5 мм.
Ручной зиговальный станок подходит для периодического использования в домашней мастерской
Более мощной, производительной, но и более дорогой по своей стоимости является зиговочная машина с электроприводом. Такие зиг машины правильнее всего относить к оборудованию электромеханического типа, так как в их конструкции присутствует и ручной механический привод, который обеспечивает сжатие листовой заготовки между рабочими роликами. За счет электрического привода такого оборудования происходит вращение рабочих роликов и, соответственно, вращательное движение обрабатываемой заготовки.
Включение и отключение электрического привода машины осуществляется посредством ножной педали, благодаря чему обе руки оператора всегда остаются свободными для выполнения манипуляций с обрабатываемой деталью. Наличие электрического привода, которым оснащены подобные зиговочные станки, как уже говорилось выше, значительно повышает их производительность, что дает возможность успешно применять эти машины для оснащения предприятий, производящих металлопродукцию крупными сериями. Кроме этого, мощность такого станка позволяет применять его для обработки заготовок из листового металла, толщина которого доходит до 5 мм.
Электромеханические зиговальные машины, как правило, могут оснащаться дополнительными приспособлениями для обработки заготовок сложной конфигурации
Зиговочные машины могут оснащаться и гидравлическим приводом, который еще больше увеличивает мощность оборудования. Технические возможности подобных машин позволяют успешно использовать их для обработки листового металла даже достаточно значительной толщины. Гидравлический привод зиговочного оборудования данного типа отвечает за прижим рабочих роликов к поверхности заготовки, а их вращение и, соответственно, движение обрабатываемой детали обеспечивает приводной механизм электрического типа. Несмотря на все преимущества, которыми отличаются гидравлические зиговочные машины, имеют они и недостатки: большие габаритные размеры и значительную массу, поэтому такое оборудование в основном используют крупные производственные предприятия.
Особенности технологического процесса
Зиговка металла – это несложная в исполнении операция, но она требует некоторых умений и знания технологического процесса. Поскольку благодаря зиговке более мягкий материал приобретает большую прочность, необходимо чтобы элементы были выполнены качественно. Для этого, требуется знать, как происходит процесс нанесения рельефа. Он заключается в следующем:
- Поднимается верхний валик на нижний ложиться деталь на обработку и затем на нее опускается поднятый верхний валик.
- Очень важно, чтобы в процессе зигования были нанесены равномерные рифления и учтено расстояние, поэтому обязательно требуется применять упор.
- Степень фиксации заготовки регулируется при помощи, имеющихся винтов.
- Также к особенностям относится то, что, если использовать более прочный материал, нужно учитывать, что для зиговки в этом случае необходимо применять на оборудование гидро или электроприводом.
- К примеру, если будет применяться рифление на алюминиевых или цинковых материалах, то требуется увеличивать расстояние между зигами, а также увеличивать радиус самого зига.
- Валы с соответствующими роликами в ходе работы имеют противоположное действие, то есть, вращаются в противоположном направлении, что в результате создает необходимые углубления на листовом металле.
В случае если с первого раза нанесения рельефа на тонколистный металл было недостаточно осуществлено, то можно провести еще несколько циклов по уже пройденным зигам. Только после достижения необходимого результата можно извлекать заготовку.
Зиговка металла
Зиговка металла – это процесс обработки давлением поверхности листового металла или объёмных деталей с целью получения различных рельефных углублений. С помощью зиговки производится отбортовка, подготовка продольных выступов и других элементов рельефа. Рифление производится с помощью ручного и электромеханического оборудования, в котором главным элементом являются ролики с фигурной радильной поверхностью.
Преимущества
Независимо от типа зиговочного оборудования все они обладают своими преимуществами, которые позволяют проводить необходимые работы с высоким уровнем качества. К ним относится:
- Если взять ручную зигмашину, то она экономная, поскольку не требует никаких финансовых затрат, кроме физической силы. Также ее мобильность позволяет производить работы в удобном для этого месте без использования электроэнергии.
- Кроме этого, небольшие габариты механизма позволяют использовать минимальное количество площади для ее размещения.
- При ее помощи можно изготовлять различные рифления на поверхности листового металла качественно, тем самым повышая его прочность.
- Что касается стационарных зиг станков, то они также не занимают много места, но отсутствует мобильность такого оборудования.
- Непосредственно одним из достоинств считается тот факт, что при помощи зиговки можно соединять детали изделий без использования сварки или других подобных способов.
- Качество производимых изделий соответственно выше, и что немаловажно можно использовать материал более твердой структуры, но обладающего достаточно высокой пластичностью, что, в свою очередь, позволяет проводить работы без повреждения листового материала.
- Помимо этого, повышается эстетический вид изделия.
В любом случае такое оборудование позволяет изготовить детали с необходимым рифлением, особенно если учесть, что на сегодняшний день разновидностей зигового нанесения рельефа на листовой материал имеется большое количество.
Что касается недостатков, то единственным из них является то, что при выполнении ручной зиговки листового металла потребуется прилагать достаточно много физического труда, но это никаким образом не влияет на качество выполняемой работы.
Как выбрать зиговочный станок под свои потребности и на какие параметры стоит ориентироваться?
1. Внимательно изучите технические характеристики станка. Учитывайте собственные потребности. Например, рассчитан станок для штучного или серийного производства? Взвесив все аргументы за и против, примите окончательное решение. 2. Определитесь сколько вы готовы потратить денег на приобретение необходимого оборудования. Например, если станок необходим для выполнения разовых операций, то можно взять ручной зиговочный станок. Для оснащения производства следует подбирать мощную промышленную зиг-машину, рассчитанную на высокую производительность.
Сейчас мы детально рассмотрим, как выбрать зиговочный станок. Самые главные критерии при выборе зиговочного станка — это толщина обрабатываемого металла и вылет роликов. Поэтому начнем выбор станка именно с них.
Как сделать зиговочный станок своими руками?
В первую очередь необходимо определить для себя, на какие цели будет использоваться данный механизм, и как часто нужно будет его применение. Это обусловлено тем, что машинка для изготовления зигов не является ходовым инструментом в качестве ежедневного использования дома. Но, если она является объектом профессиональной деятельности, то можно ее сделать самостоятельно.
Для создания подобной машины потребуется собрать все необходимые детали. А, самое главное, они могут быть в наличии у каждого мужчины, имеющего хоть малейшее отношение к технике. Основные детали, что понадобятся для изготовления зиг станка:
- кронштейн;
- два рабочих вала;
- хвостовик цилиндра;
- корпус устройства;
- защитный кожух;
- устройство с пружиной;
- стопорный штырь;
- детали зубчатой передачи;
- ролики.
Закрепить зиговочный станок необходимо с помощью специального винта, но это нужно сделать так чтобы хвостовик основного механизма зашел в кронштейн. А что касается корпуса устройства, то его требуется хорошо зафиксировать, используя стопорный штырь. Для регулировки перемещения валов должна быть в наличии рукоятка.
Сами ролики на самодельной зигмашине приводятся в действие другой рукояткой и механизмом зубчато-ременной передачи. Очень важным моментом в создании такого оборудования в домашних условиях является то, что необходимо, чтобы все детали механизма передач были закрыты специальных защитным кожухом.
Видео: зиговка – электромеханический зиговочный станок.
Зиговка листового металла: технология и оборудование
Зиговкой (или зигованием) называют работы по изготовлению поверхностного рельефа на металле при помощи непрерывно вращающегося инструмента – пары роликов. Профиль получаемых зигов соответствует профилю роликов, а для обработки могут быть использованы как плоские, так и объёмные заготовки (характерный пример — цилиндры).
Обработка на зиговочных станках
Преимущества процесса и рациональные способы его применения
Формовка поверхностного рельефа на заготовке не носит ударного характера и может выполняться на прессовом оборудовании, но прессам необходим неспециализированный инструмент – штампы, а особенность схемы работы гибочных механических установок предполагает стадию холостого хода, когда ползун машины перемещается в своё крайнее верхнее положение. Поэтому зиговка на ротационных машинах имеет явные технологические превосходства:
- Простота конструкции зигмашин, а, следовательно, их небольшая цена и низкая ремонтная сложность.
- Компактность оборудования (ряд фирм успешно конструирует и производит мобильные зиговочные станки с ручным приводом).
- Процесс зиговки ротационным инструментом отличается весьма низкими энергозатратами при работе, поэтому оборудование потребляет мало электроэнергии.
- На зигмашине обработка металла может выполняться непрерывно, а потому оборудование пригодно для пластического деформирования длинных листов и полос, притом – даже в автоматическом режиме.
- Технологические нагрузки на инструмент для зиговки невелики. Поэтому его стойкость позволяет длительную эксплуатацию до своего восстановления. Один и тот же комплект можно в результате перешлифовки на новый размер использовать повторно.
Особенно эффективны зиговочные станки в мелкосерийном производстве, когда на одной и той же установке путём простой замены инструмента можно изготовить разные детали. В частности, на зигмашинах типа ИВ2714 успешно выполняют работы по фальцовке трубчатых соединений, производят местное профилирование, наносят периодический рельеф и даже отрезают отдельные фрагменты ленты/полосы после деформирования. Зиговка повсеместно используется также при работах с элементами вентиляционных систем.
Гофрирование поверхности
Что нужно знать при работе на зигмашине домашнего изготовления?
Зиг станок, изготовленный самостоятельно, по принципу работы ничем не отличается от заводского, но все же имеет некоторые нюансы, что необходимо учитывать. Это такие, как:
- Деталь, которая подлежит обработке, должна быть очень надежно зафиксирована.
- Подготовленную заготовку нужно поместить между, имеющими валиками и закрепить с помощью специального упора.
- Процесс заключается в регулировке верхнего валика, который приводится в действие посредством рукоятки.
Во избежание травмирования необходимо обязательно закрыть все детали крутящего механизма защитным кожухом. Одним из самых главных достоинств этого оборудования является то, что при его использовании на применяемый материал не возлагается воздействие высоких температур.
А также не требуется дополнительных финансовых затрат, к примеру, не нужно использовать топливо или большое количество электроэнергии. А если использовать ручной зиг станок, то потребуется только лишь физическая сила.
Republished by Blog Post Promoter
Устройство и принцип работы
Зиг машина состоит из нескольких элементов:
- нижнего, верхнего вала;
- рукоять для вращения валов (у ручных машин);
- винта для регулировки;
- роликов, с помощью которых происходит обработка деталей;
- шестерней, передающих вращательное усилие между подвижными валами;
- корпуса из ударопрочных материалов;
- литой станины для устойчивого удержания станка.
Независимо от того, оборудуется установка электрическим приводом или нет, значительных изменений в конструкции, рабочем процессе нет. Зиговка проводится в несколько этапов:
- Детали закрепляется между подвижными роликами.
- Валы совмещаются, чтобы надежно удерживать обрабатываемую заготовку.
- Оператор начинает вращать рукоять или запускает электрический привод.
За валом начинает вращаться заготовка. Углубления формируются под давлением выступов на роликах.
Устройство станка (Фото: Instagram / stankoprom)
Сфера применения
Зиговка металла применяется при жестяных работах с деталями цилиндрической формы, чаще всего для создания замковых соединений, а также для обработок кромок листового железа.
- в производстве вентиляционных каналов и водоливных труб;
- для изготовления замков на стальных изделиях из тонкого листа;
- при производстве теплоизоляции трубопроводов;
- для обработки обечаек;
- при резке и развальцовке труб водостока при монтаже систем ливневых систем кровли;
- при производстве фасонных элементов вентиляции;
- гофрирование поверхностей цилиндрических тонколистовых деталей;
- при изготовлении комплектующих для вентиляции и во многих других случаях.
Широкое применение получили ручные зиговочные машины, позволяющие работать с тонкостенными трубами и обечайками с толщиной стенок до 1-1,25 мм. Для работы на ручном станке достаточно двух человек – оператора и рабочего вращающего привод. Это удобный и недорогой вариант для единичного и мелкосерийного производства, для работы в полевых условиях, например при ремонте теплотрасс. Ручная зигмашина весит порядка 10 кг, легко переносится и не требовательна в обслуживании.
Порядок работы
Зиговка является сравнительно несложной операцией, но требует определенных знаний и навыков. Процесс рифления металла состоит из следующих этапов:
- На нижнем валу размещается деталь и прижимается верхним.
- С помощью упора отмеряется расстояние для зиговки и получения равномерного рельефа.
- Заготовка фиксируется специальными винтами.
- При вращении валов в противоположную сторону относительно роликов поверхность заготовки приобретает требуемый рельеф.
- При обработке листов из цветных металлов необходимо увеличить расстояние между канавками.