What are metal reamers, the use of tools
Metal reamers are special high-precision tools designed for finishing holes after preliminary operations such as countersinking, boring and drilling. The goal is to achieve the required accuracy and roughness.
Using metal reamers allows you to obtain holes with very high:
- accuracy (quality - 6–9);
- roughness (0.32–1.25 µm).
Using reamers, you can process cylindrical, cone-shaped (various shapes) and stepped holes.
Photo No. 1: metal reamers
Purpose and principle of operation
It is the process of machining and cleaning holes.
At first glance, it is similar to drilling and countersinking. But it is used at a later stage, and also has a completely different purpose. After the groove is formed, there are almost always serious deviations in the tolerance level and quality from the initial parameters specified in the drawing. This is a feature of the tool and the human factor. Perfect accuracy is simply impossible to achieve. But the finishing process brings the product as close as possible to the bar specified according to the scheme. And here it becomes clear what sweeping is and what the process is used for. This is an opportunity to achieve the required level of quality. Align the geometry, get rid of burrs and irregularities on the metal. Accordingly, the procedure is especially relevant if a high accuracy class is required for the product being processed. Yes, it is quite possible to reach the eighth or seventh grade with ordinary drilling. Countersinking will allow you to get closer to the fifth, and in some cases even the fourth class. But above that is the job of finishing. The tool itself has a large number of teeth. Thanks to the high speed of circular movements, as well as longitudinal feed, the rod scrapes out any irregularities, and also removes the walls of the hole in the smallest value. Literally tenths of a millimeter are ground off per pass, allowing you to get closer to the ideal parameters indicated in the drawing.
Therefore, metalworking mechanical reaming is the only way to achieve good accuracy indicators even outside the production workshops.
Design of metal reamers
All metal reamers consist of three structural elements.
- Working part (has intake and calibrating parts).
- Neck.
- Shank.
Image No. 1: design of metal reamers
The working parts of metal reamers have cutting edges. Their number is always even (6–16). The edges can be straight or spiral.
Photo #2: Straight and spiral cutting edges
The working part has an intake and calibrating area.
- The first has a conical slope. It is she who removes the metal.
- The calibration part is usually straight. It gives the holes the required parameters.
The neck is needed to release the reamer after sharpening the tool, and the shank is needed to secure it.
Device and characteristics
A standard scan consists of the following parts:
- The working part has a direct impact on the material and is formed by longitudinal teeth.
- The transition neck is a cylindrical zone of the tool that acts as a transition link between the previous and next parts.
- Shank - necessary for clamping a tool in a driver or chuck of machinery.
The working part is divided into several zones formed by the edges of the teeth:
- The intake part, at the very beginning of which there is a guide cone. In this zone, each tooth has a sharply sharpened cutting edge that selects material from the inside of the hole.
- The calibrating part is responsible for calibrating the hole. Here the edges of the teeth form a so-called cylindrical strip (flat surface), which increases the dimensional stability of the tool.
- The rear cone is where the teeth join the transition neck.
Between the teeth there are grooves that remove chips.
They are straight (most common) and spiral (helical, preferable when working with discontinuous surfaces).
In the latter case, the direction of the screw formed by the grooves is opposite to the direction of rotation of the tool.
This ensures resistance to seizing and self-tightening.
Material
In the manufacture of reamers, we mainly use tool alloy steel grade 9ХС, as well as high-speed steels P18 and P9.
NOTE:
The grade of steel used in the production of tools is selected taking into account the material that is supposed to be processed.
Dimensions
Cylindrical manual models reach a length of 80 - 360 mm, where the working part occupies 40 - 190 mm.
The diameter of the tool is in the range of 3-50 mm, and the length of the cutting part is 4 – 10 diameters.
The front angle is from 5° to 10°, and the back angle is from 5° to 12°.
The length of the conical manual options is 55 – 170 mm, of which the cutting part occupies 24 – 90 mm.
The maximum and minimum diameters of the cone reach 7.67 - 45.715 mm and 6.39 - 40.978 mm, respectively.
As for machine reamers, in addition to standard options, there are models with an extended working part, the design and dimensions of which are specified in GOST 11175-70.
Reamers with a diameter of 1 – 120 mm with an allowance for finishing are designated by numbers from 1 to 6.
This numbering establishes a correspondence between the nominal diameter of the tool and its maximum deviations.
Teeth
The number of teeth varies from 6 to 14 pieces, however, there are options for 16 teeth, which are used mainly on high-precision equipment.
In general, the number of teeth depends on their own rigidity, and in inverse proportion.
The more of them, the higher the cleanliness of the final hole, but the worse the removal of chips and the lower the strength of each tooth.
NOTE:
To make it easier to control the reamer diameter, the number of teeth is always set to even.
Depending on the inclination of the teeth relative to the axis of rotation of the tool, the reamer can be straight-toothed or helical.
In addition, different models may have equal or different pitches, that is, the distance between adjacent teeth.
As for sharpening, there are sharpened (pointed) and backed teeth.
Hole deployment principle
It is performed immediately after drilling, boring or countersinking. When feeding, the reamer contacts the workpiece with the intake area of the working part and removes the allowance.
Next, the hole acquires the required parameters due to the work of the calibrating part. At its rear end there is a reverse cone. It is needed so that the reamer does not damage the hole when leaving the part.
When reaming, three reamers are usually used (roughing, intermediate and finishing).
What you need to know
Even when I work manually, there is an opportunity to insure myself against a lost axle. It would seem that without a machine it would still be impossible to clearly fix the center and maintain it. But there is a way - you just need to purchase a type of equipment with a coaxial shaft. And then the human factor will be leveled out. True, the model does not provide other advantages of machine processing, please keep this point in mind.
Main types of metal reamers and their applications
There are three main types of metal reamers.
1. Cylindrical. Designed for processing straight cylindrical holes.
Photo No. 3: cylindrical reamer for metal
2. Conical. After processing with these reamers, the holes acquire conical shapes.
Photo No. 4: conical reamer for metal
3. Stepped. They are used much less frequently. Reamers of this type have a conical shape, but the bevel does not go smoothly, but in steps. Such reamers are designed for machining holes in thin sheet metal.
Photo No. 5: step metal scan
How to choose the right products
First of all, you should pay attention to the cost factor. Professionals usually do not purchase individual hardware, but immediately buy a complete set, which contains many different variations. At the same time, you will still need your own products for different purposes. For deep holes, you need an extension rod, and if you need an intermittent channel, you will need a floating one. Each model has its own strict purpose. For example, what is an end reamer used for - to work with diesel landing slots, clean injectors, repair sockets in the engine. A very specific type that makes no sense to use for other purposes.
If you plan to do it manually, look at the square tail, and if you plan to do it by machine, look at the cylindrical or conical one. The size range is always based only on the hole size requirements.
How to Use Manual, Mechanical, Adjustable, and Spread Reamers
Let's look at the features of the tools.
How to use manual reamers
Manual metal reamers are manufactured in accordance with GOST 7722-77. Size range: 3–58 mm. Steps may vary.
When choosing manual metal reamers, craftsmen pay attention to the following parameters.
- Tool dimensions.
- Number of teeth.
- Uniformity of their distribution.
- Type of cutting part.
- Groove profile.
- Type of clamping part.
Reaming holes with a hand tool is done using a wrench. To secure it, there is a special groove at the end of the shank. Usually everything happens this way.
- Marking and marking are carried out.
- The hole is drilled.
- The reamer is secured in the driver, lubricated and inserted into the hole.
- To deploy it, the tool is rotated clockwise.
- The final stage is checking the hole parameters using a gauge.
Image #2: Reaming holes by hand
Let's talk about the important features.
- Manual reamers are very effective. The cutting teeth have sharp edges along their entire length.
- The diameters of the front surfaces of the working parts are reduced. Tools easily fit into pre-prepared holes of the required diameters.
- By increasing the number of cutting edges, the quality of the machined holes increases.
- The holes must be drilled out smoothly. Don't speed up even when moving lightly. Avoid jerking.
- The reamer cannot be rotated in the opposite direction. This leads to breakage of the cutting edges, as well as the appearance of scoring in the holes.
How to use machine reamers
Machine reamers are secured in chucks of lathes, drilling and milling machines. These tools have short working parts with steep leading edge angles (up to 45°). Machine deployment significantly improves productivity.
To machine a hole, you need to secure the reamer, add coolant and align the axes. Next, you need to set the desired rotation speed and start the equipment.
Machine reamers and their application have the following features.
- Tools have a large number of cutting edges. The quality of the resulting holes is at a very high level.
- Machine reaming requires spindle runout compensation. To eliminate this negative factor, hinged mandrels are used.
- Processing is carried out at high speeds. Machine reamers have increased wear resistance.
- The sweep is positioned precisely. Due to this, the tool smoothly enters the hole. The same pressure is applied to all teeth. This greatly improves accuracy and minimizes runout.
- The speed during reaming is less than when drilling, approximately 2–3 times. Tools do not overheat.
- Machine reaming requires the use of significant quantities of cutting fluid.
Photo #6: Machine deployment
How to use adjustable reamers
Adjustable reamers allow you to change the outer diameters of the cutting parts to suit specific hole diameters. This is especially useful when machining holes with fractional diameters.
Using small adjustable reamers, you can change the diameter within a range of up to 1 mm. Larger instruments have wider adjustment ranges. Diameters can be varied up to 3 mm.
Photo No. 7: adjustable metal reamer
Adjustable reamers are used in the same way as regular ones. The main difference is that tools of this type are equipped with replaceable knives, which are securely fixed by wedge inserts with linings. The adjustment is made using a locknut. When tightened, the processing diameter increases, and when loosened, it decreases. After adjustment, the diameter is checked using a caliper and a micrometer.
How to use expansion reamers
They are also called sliding ones.
Photo No. 8: metal expansion reamer
Inside such a reamer there is a ball and a screw. When it is twisted, the ball moves and pushes the edges of the tool apart. The diameter increases slightly. The use of expanding reamers makes it possible to increase processing diameters by 0.15–0.5 mm.
It is not recommended to use too much force when tightening the screws. The reamer body may crack.
Main types
The hand tool in question (like a machine reamer) is needed in order to form holes with the required geometric parameters. By using it to process holes with different levels of pre-treatment quality, it is possible to obtain surfaces whose accuracy ranges from the first to the tenth class. The quality and accuracy of processing, which is performed using both machine and manual reamers, is influenced by various factors. The most significant of these factors include:
- design features of the tool;
- the degree of sharpening of the cutting edge and the level of its finishing;
- cutting modes;
- the amount of allowance that must be removed from the surface being processed.
To remove a layer of metal of a certain thickness, there are rough and fine reamers, differing in the type and number of teeth
The division of scans into various types is regulated by GOST, and the parameters depending on which such division is made are:
- type of hole being machined;
- method of securing the tool during processing;
- design features of cutting teeth and their location on the tool;
- the ability to adjust the tool according to the size of the hole being machined;
- material for making the reamer.
The most versatile types of tools used for reaming holes are an expanding or adjustable reamer, as well as a cylindrical reamer equipped with a special shank.
Adjustable sweep device
You can familiarize yourself with the GOST requirements for machine scans by downloading the document in pdf format from the link below.
GOST 1672-80 Solid machine reamers. Types, parameters and sizes
Reamers used for machine processing are also represented by a wide variety of models. Among such tools, the requirements for the design and geometric parameters of which are regulated by GOST 1672-80, include:
- cylindrical machine ones with a conical shank and mounted teeth;
- with insert teeth;
- with soldered carbide plates as cutting teeth.
Solid machine reamers
The standard describes not only cylindrical reamers; GOST 1672-80 also stipulates the requirements for conical-type tools. Such reamers, with the help of which conical surfaces are processed, are also presented in a wide variety of models. In particular, conical reamers are used for processing holes:
- for conical pins;
- intended for cutting conical threads;
- made according to the Morse taper standard;
- metric cone;
- with a taper of 1:30, etc.
Reamer for finishing tapered holes in structural steel and cast iron
Of the machine-type reamers, the most widely used are small-sized tools with a thickened shank, the requirements for the characteristics of which are also specified by GOST 1672-80.
The GOST for reamers stipulates not only the geometric parameters of the tool itself, but also the tolerance fields of the holes that can be machined with its help.
Important rules and features of hole deployment
- For rough reaming the allowance is 0.1–0.15 mm, for finishing reaming it is 0.1–0.05 mm.
- The final deployment is carried out smoothly. Reducing the feed improves the quality of processing. When finishing deployment, set low speed.
- Coolant must be used when reaming holes. When processing cast iron parts, kerosene or compressed air is used.
- To increase efficiency, the adjacent end surfaces of the parts are ground. In this case, all cutting edges of the tools are used during reaming.
- Reamers must be removed smoothly from the machined holes. Reverse rotation is not permitted.
- To control accuracy, it is recommended to use bore gauges and plug gauges.
How machine deployment works
In order to select machine deployment execution modes, you can use special tables. The initial parameters in this case are the diameter of the hole being formed, the grade of the material being processed, as well as the material from which the reamer is made. The main modes of machine reaming include the cutting speed and the frequency at which the equipment spindle must rotate.
Coolant used
When reaming holes in workpieces made of different materials, you can use the following recommendations for choosing coolant:
- steels belonging to the category of carbon, structural and instrumental - aqueous solution of soap, emulsion, sulfurized oil, mixture of oils;
- cast iron - can be processed without coolant or using kerosene;
- copper – emulsion;
- aluminum - emulsion, mixture of oils, pure kerosene, mixture of kerosene with turpentine oil, rapeseed oil.
- bronze – processed without the use of coolant.
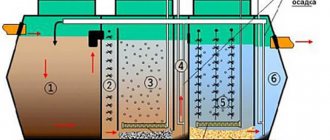
Compositions of coolant used when reaming holes in various materials
Some nuances of machine deployment
It is very important to properly prepare the equipment before machine deployment. Such preparation consists of the following
- The cone of the tool shank and the mounting hole in the machine spindle are thoroughly wiped.
- The reamer is inserted into the spindle in the same way as.
- The workpiece is fixed on the work table of the equipment so that the axis of the hole exactly coincides with the axis of the tool used.
Machining a hole on a machine using a carbide reamer
The deployment process itself, which uses roughing and finishing tools, is performed in the following sequence:
- Having completed drilling the workpiece, the drill in the spindle of the drilling equipment is replaced with a rough reamer.
- Carry out rough deployment.
- The roughing tool is replaced with a finishing tool and the reaming of the hole is repeated.
- After finishing deployment, the tool is removed from the processing zone, the machine’s electric motor is turned off and the result of the work is checked using a plug gauge.
Developments - description, types
A reamer is a metal-cutting tool that can be used to finish drilled holes. It helps to bring them to the required geometric shape and smooth out irregularities on the surface. To perform these actions, different types of sweeps are used. Their choice depends on the requirements for the quality of the finished product and working conditions. Making custom reamers is a common service.
Production process
Making metal reamers looks like this:
- the workpiece is cut on a lathe and ground;
- the hole itself and the first end are processed;
- centering occurs, and then drilling through;
- processing of the second end and outer diameter of the part, turning it from the outer part;
- trimming the end, correcting the chamfer and boring the recess;
- milling of keyway and milling grooves;
- hardening at high temperatures and grinding on the outside;
- sharpening the front and back surfaces of the teeth using a chamfer cone;
- grinding the reverse cone and teeth from the outside;
- cyanidation in semi-automatic mode.
Classification of scans
In metalworking, various types of reamers are used, divided according to the following characteristics:
Hole shape:
- Cylindrical reamers.
- Conical reamers for various types of cones.
- Step developments.
Hole Reaming Accuracy:
- Quality number for cylindrical tools.
- Hole processing level (roughing, intermediate, finishing) – for conical ones.
- Adjustable reamers – sliding, pivot or expanding.
Clamping method:
- Hand-held with square shank.
- Cylindrical shank (machine reamers).
- Conical machine.
- Machine mounted.
Reamers are also divided according to the number of cutting edges, material and shape of the grooves for chip removal (spiral or straight).
Wholesale sale of carbide reamers and custom production
From us you can wholesale high-precision reamers for industrial use from a standard product catalog.
– manufacturer of monolithic carbide metal-cutting tools of European quality. Production is located in St. Petersburg. We offer the manufacture and supply of metal-cutting tools in standard versions and according to individual customer requirements.
Reamers are in great demand in the production of mechanical equipment with special requirements for the accuracy of hole processing - machine tool building, production of internal combustion engines, equipment used in the aviation industry, pneumatic and hydraulic equipment and other critical industries. The use of reamers allows us to achieve high quality surfaces of an ideal cylindrical shape, with maximum tolerances for accuracy and straightness, with a roughness of 0.0005 mm.