The blast furnace process is a countercurrent type. A column of charge materials is lowered towards the rising flow of hot gases formed during the combustion of coke at the tuyeres.
A gas stream containing CO, CO2, H2, N2, etc. is formed as a result of the combustion of coke carbon. In this case, a temperature of more than 2000 °C develops in the furnace slightly above the level of the tuyeres. Hot gases, rising, give off heat to the charge materials, cool to a temperature of 200 - 300 ° C and exit the furnace through the top. Hence the name of the gas - top gas.
The useful volume of the blast furnace is constantly filled with charge materials. The lowering of the charge occurs under the influence of its weight, and the condition for its movement is the release of space in the lower part of the blast furnace as a result of the combustion of coke and the melting of ore material and flux.
After loading into the furnace, the charge begins to heat up and as it is continuously lowered, the following processes sequentially develop:
- evaporation of charge moisture;
- reduction of iron oxides and some other elements;
- dissociation of carbonates.
Cost using efficiency 7 as an example
Manufacturing blast furnaces is a resource-intensive and expensive process that cannot be put into production. Since blast furnaces are used exclusively in industry, their design and assembly are carried out for a specific metallurgical complex, which includes many objects and components of the internal infrastructure. This situation is observed not only in the Russian Federation, but also in other countries of the world that have their own metallurgy facilities.
The cost of manufacturing and installing a blast furnace is quite high, which is associated with the complexity of the work. An example is the large domain complex No. 7 called “Rossiyanka”, installed in 2011. Its cost was 43 billion rubles; the best engineers from Russia and foreign countries were involved in production.
The complex includes the following units:
- ore receiving device;
- inlet stations of the bunker overpass and the central hub;
- bunker overpass;
- compressor station (installed at the foundry yard);
- installation for injection of pulverized coal fuel;
- utilization thermal power plant;
- control center and administrative building;
- foundry yard;
- blast furnace;
- air heating blocks;
- pumping station.
Complex performance:
The new complex ensures the production of more than 9,450 tons of cast iron per day, the useful volume of the furnace is 490 cubic meters, and the working volume is 3,650 cubic meters. The design of the blast furnace ensures waste-free and environmentally friendly production of cast iron; blast furnace gas for thermal power plants and slag used in road construction are obtained as by-products.
Features of temperature distribution
In addition to the heat that is introduced by the heated blast, as the main source of heat for heating the gases and charge, carrying out recovery and compensating for heat losses, losses can be compensated for by the heat that is released during the combustion of fuel in the upper part of the hearth. As gaseous products move upward from the hearth, heat drops to the cold charge materials, and heat exchange occurs. A similar process explains the decrease from 1400 to 200 degrees in the temperature at the outlet of the furnace top.
Literature and sources
- Babarykin N. N. Theory and technology of the blast furnace process. - Magnitogorsk: State Educational Institution of Higher Professional Education "MSTU", 2009. - P. 15. - 257 p.
- Karabasov Yu. S., Chernousov P. I., Korotchenko N. A., Golubev O. V. Metallurgy and time: encyclopedia. T. 6. Metallurgy and society. Mutual influence and development. - Moscow: Publishing house. House of MISiS, 2014. - 224 p. — ISBN 978-5-87623-536-7.
- Explanatory metallurgical dictionary. Basic terms / Ed. V. I. Kumanina. - M.: Rus. lang., 1989. - 446 p. — ISBN 5-200-00797-6.
- Efimenko G. G., Gimmelfarb A. A., Levchenko V. E. Metallurgy of cast iron. - Kyiv: Vyshcha School, 1988. - 352 p.
- Fersman A.E. Entertaining geochemistry. - M.: Detgiz, 1954. - 486 p.
- Ramm A. N. Modern blast furnace process. - Moscow.: Metallurgy, 1980. - 303 p.
- Tovarovsky I. G. Blast furnace smelting. 2nd edition. - Dnepropetrovsk: “Thresholds”, 2009. - 768 p.
- Andronov V.N. Extraction of ferrous metals from natural and man-made raw materials. Domain process. - Donetsk: Nord-Press, 2009.-377 p. — .
- G. N. Elansky, B. V. Linchevsky, A. A. Kalmenev Fundamentals of production and processing of metals. Moscow 2005
Historical reference
The appearance of domain production itself is attributed to gray. 14th century D. p. arose as a result of the evolution of the cheese-making process of obtaining a plastic low-carbon iron mass (the so-called rock iron) directly from iron ore by reducing it in low cheese-making furnaces (a pit lined with refractory clay, or a stone hearth), which worked on natural soil. traction. The fuel was charcoal. After the end of the process, the cheese furnace was dismantled, the resulting metal was extracted and special. hammers were processed into a workpiece or product. A gradual increase in the height of cheese furnaces and the power of blowers contributed to an increase in the process temperature, which led to an increase in the solubility of carbon in the metal and a decrease in its melting temperature. Thus, along with the criticism, unwanted metal was obtained. the product in a liquid state (cast iron), and the cheese furnace turned into a vertical shaft furnace, called. “high furnace” (German: Hochofen, French: Haut fourneau) or blast furnace (from the Slavic word “dmenie” - blast, English: blast furnace). The first blast furnaces intended only for the production of cast iron appeared in Europe in the middle. 14th century, in Russia - approx. 1630 (near Tula). In the Urals, the first cast iron was produced in 1701. When the furnace height exceeded 16–18 m, the charcoal used lost its strength, crumbled into small particles and thereby made it impossible for the normal movement of gases upward through the charge layer. An important factor that determined the growth of pig iron production and, accordingly, the increase in the size and productivity of the blast furnace, was the invention of A. Derby (see Derby) in 1735 of a method for producing coal coke, which became the main method. diesel fuel. The use of a steam blower was of great importance for the development of diesel production (1762, I. I. Polzunov; 1769, J. Watt); an air heater with a fireproof nozzle (1857, E. Cowper); fluxed sinter (1945–50, Magnitogorsk Iron and Steel Works); technologies with injection of natural gas and oxygen into the furnace (1958–70; Zaporizhstal, Novolipetsk plant), etc. This means. Fatherland contributed to the development of D. metallurgists M. A. Pavlov, M. K. Kurako, I. P. Bardin and others.
The basic principle
The operating principle of the blast furnace is the continuity of the metallurgical process for the entire life of the furnace until the next overhaul, which is carried out every 3-12 years; the total service life of a blast furnace can exceed 100 years. A shaft blast furnace: from above, a charge of ore with limestone flux and coke is periodically immersed in portions (in buckets), and molten cast iron is also periodically released from below and the molten slag is drained, i.e. the column of raw materials in the blast furnace shaft gradually settles, turning into cast iron and slag, and is built up on top. However, the path of the ferrous metallurgy to this seemingly simple scheme was long and difficult.
Basic physical and chemical processes
: fuel combustion, will restore. and gas-dynamic processes, heat exchange, cast iron formation, slag formation. Basic a quantity of coke is lowered into the hearth and burned together with additionally injected fuel (gaseous, liquid or dust) at the tuyeres; in a simplified form, the overall combustion process is reduced to the reaction: 2C+O2=2CO. Gases with a temperature of 1600–2300 °C, containing 35–45% CO, 1–12% H2 and 45–65% N2, rising, heat the descending charge (the temperature of the gases leaving the furnace is 100–300 °C) . Part of the coke is spent on the reduction of Fe2O3 and Fe3O4 entering the blast furnace (contained in iron ore materials) according to the reactions:
3Fe2O3+CO=2Fe3O4+CO2
Fe3O4+CO=3FeO+CO2
FeO+CO=Fe+CO2
FeO+C=Fe+CO
In addition to iron oxides, the oxides of Ni, Cu, As, and P are almost completely reduced and the corresponding elements are transferred to cast iron; Zinc oxide is also completely reduced, zinc sublimes and is deposited in the pores of the lining, causing its partial destruction. Elements that form stronger compounds with oxygen than Fe are partially reduced from oxides (V – 75–90%, Mn – 40–80%, Si and Ti in small quantities) or not reduced at all (Al, Mg and Ca). S (harmful impurity) enters the blast furnace mainly. with coke and passes mostly into slag (in the form of FeS, MnS, CaS), to a small extent (up to 5%) into cast iron (FeS) and into the gas phase. The resulting iron absorbs C in the solid state, which helps to reduce the melting temperature of the carburized product and more completely saturate it with carbon. The C content in cast iron depends on the temperature of the cast iron, its composition, etc. Slag consists of oxides: SiO2, Al2O3, CaO, MgO (90–95% in total), FeO (0.3–1.0%).
D. p. is an environmentally friendly, high-tech energy- and resource-saving process; energy consumption is 16–17 GJ/t of cast iron, and taking into account the use of secondary energy resources – 12–13 GJ/t of cast iron; the consumption of the most scarce component of the charge (coal coke) is 300–350 kg/t of cast iron, while 100–150 kg of coke substitutes are used.
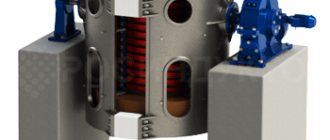
Domain process
The general diagram of a blast furnace with service systems is shown in Fig. The foundry yard is an accessory to small blast furnaces that produce mainly foundry pig iron. Large blast furnaces produce over 80% of converting pig iron, which the iron truck immediately takes from the casting site to the converter, open-hearth or electric smelting shops for conversion into steel. Foundry cast iron is cast into earthen molds, usually into ingots - ingots - which are sent to manufacturers of metal products, where they are melted down for casting into products and parts in cupola furnaces. Cast iron and slag are traditionally discharged through separate openings - tapholes, but new blast furnaces are increasingly equipped with a common taphole, divided into cast iron and slag by a heat-resistant plate.
General diagram of a blast furnace
Note: blanks of raw iron without excess carbon, obtained from cast iron and intended for processing into high-quality structural or special steel (second to fourth stages) are called slabs. In metallurgy, professional terminology is developed in no less detail and precision than in maritime affairs.
At present, it seems that there are no reserves of coal and coke ovens left at blast furnaces. A modern blast furnace runs on imported coke. Coke oven gas is a deadly poisonous environmental killer, but it is also a valuable chemical raw material that must be used immediately, while still hot. Therefore, coke production has long been separated into a separate industry, and coke is supplied to metallurgists by transport. Which, by the way, guarantees the stability of its quality.
How does a blast furnace work?
An indispensable condition for the successful operation of a blast furnace is an excess of carbon in it during the entire blast furnace process. For the thermochemical (highlighted in red) and technical and economic diagram of the blast furnace process, see Fig. Iron smelting in a blast furnace takes place as follows. way. A new blast furnace or one reconstructed after a 3rd category overhaul (see below) is filled with materials and ignited with gas; also heat one of the cowpers (see below). Then they start blowing air. The combustion of coke immediately intensifies, increasing the temperature in the blast furnace, and the decomposition of the flux begins with the release of carbon dioxide. Its excess in the furnace atmosphere with sufficient blown air does not allow the coke to burn out completely, and carbon monoxide - carbon monoxide - is formed in large quantities. In this case, it is not a poison, but an energetic reducing agent, greedily taking oxygen away from the iron oxides that make up the ore. The reduction of iron with gaseous monoxide, instead of less active solid free carbon, is the fundamental difference between a blast furnace and a blast furnace.
How to make a blast furnace with your own hands?
Nuances
Cast iron production is a highly profitable business, but it is impossible to organize the production of ferrous metal without serious financial investments. Do-it-yourself blast furnace in “makeshift conditions” is simply not feasible, which is associated with many features:
- the extremely high cost of a blast furnace (only large plants can afford such expenses);
- the complexity of the design, despite the fact that a drawing of a blast furnace can be found in the public domain (above the diagram), it will not be possible to assemble a full-fledged unit for the production of cast iron;
- individuals and individual entrepreneurs cannot engage in the production of cast iron, simply no one will issue a license for this;
- deposits of raw materials for ferrous metallurgy are almost exhausted; there are no pellets or sinter on free sale.
But at home, you can assemble an imitation furnace (mini-blast furnace), with which you can melt metal.
But these works require maximum attention and are highly not recommended in the absence of experience. Why might it be necessary to make such a structure? Most often, this is heating for a greenhouse or cottage with the most efficiently used fuel.
Tools and materials
To make a structure at home, you need to prepare:
- metal barrel (can be replaced with a pipe with a larger diameter);
- two pieces of round pipe with a smaller diameter;
- channel section;
- Sheet steel;
- level, hacksaw, tape measure, hammer;
- inverter, set of electrodes;
- bricks, clay mortar (necessary for the foundation of the structure).
All work should be carried out only outside, since the process is quite dirty and requires free space.
Step-by-step instruction
- The top of the prepared barrel-shaped workpiece is cut off (it should be left, as it will be needed later).
- A circle with a diameter smaller than the diameter of the barrel is cut out of steel, and a hole is made in it for the pipe.
- The pipe is carefully welded to the circle, and sections of channel are welded at the bottom, which will press down the fuel during operation of the furnace.
- The furnace lid is made from the previously cut bottom of the barrel, in which a hole is made for a hatch with a door. It is also necessary to make a door through which the remaining ash will be removed.
- The stove must be installed on a foundation, as it gets very hot during operation. To do this, first a concrete slab is installed, then several rows of brick are laid out, forming a recess in the center.
- To remove combustion products, a chimney pipe is installed; the diameter of the straight part will be larger than the diameter of the stove body (required for better gas removal).
- The reflector is not a mandatory design element, but its use can increase the efficiency of the furnace.
Design Features
The features of such a self-made stove are:
- efficiency level is good;
- it is possible to work offline for up to 20 hours;
- In the furnace, there is not active combustion, but smoldering with constant heat release.
The main difference between a “household” blast furnace will be the restriction of air access to the combustion chamber, that is, smoldering of wood or coal will occur at a low level of oxygen. An industrial blast furnace works on a similar principle, but a household blast furnace is used only for heating; metal cannot be melted in it, although the temperature inside the chamber will be sufficient.
Blast furnace device
A modern furnace is a huge structure weighing up to 35,000 tons and a height of up to 40 m. In order for long-term smelting without downtime to be possible, the furnace must be durable and reliable. The outside of the device is covered with a steel casing - the base is lined with thick sheets (up to 4 cm).
There is a fire-resistant lining on the inside. It needs constant cooling, so metal containers are installed below in which water circulates. Since a lot of liquid is needed, evaporative cooling is sometimes used. The essence of the method is the evaporation of boiling water, which actively absorbs thermal energy.
Figure 2. Blast furnace design
A furnace is a structure consisting of many elements. The main ones are presented:
- Kolosnik (grid-iron);
- steamed;
- mine;
- mountain;
- shoulders.
Koloshnik
This is the upper element, which serves to load raw materials (charge) and remove exhaust gases. The main part of the top is the filling unit. In most cases, the devices for filling the charge are double-cone. Both cones are covered between the fillings. After the raw material is supplied, the smaller element is lowered and the iron ore falls into the larger one. As soon as the required portion is collected, the small cone closes and the ore from the large one enters the furnace. After this, the large device is also sealed.
More advanced blast furnaces have an improved top design. The role of a large cone is played by a rotating chute with an adjustable angle of inclination. Thanks to this, it is possible to fill the raw materials from any side.
The flue also serves as a gas outlet. The smelting process produces a huge amount of gas. Along with it, iron-containing dust is also removed, which is captured by gas purifiers.
Figure 3. Scheme of blast furnace production
Mine
The shaft occupies most of the furnace space. The structure, expanding downward, is a truncated cone. Thanks to this, the charge is fed evenly. The blast furnace is a vertical structure and quite high. This is necessary to ensure chemical and thermal treatment of raw materials with heated gases.
Raspar
The cylinder-shaped element is located in the middle part of the working domain zone. Raspar is characterized by the largest diameter. The purpose of the design is to increase the furnace space and eliminate unnecessary raw materials. This is where waste rock is formed.
Shoulders
A shortened cone-shaped version of the raspar - the truncated component faces the wide part upward. With the help of shoulders, the volume of melted charge in the production of cast iron is reduced.
Horn
The main part in which metal smelting takes place. Here coke burns and gas is formed, slag and cast iron accumulate and liquid metal is regularly released from the structure. The forge consists of a tuyere zone and a metal receiver. Through the tuyeres, through an air heater and a ring air duct, hot air enters the furnace. It is necessary for fuel combustion. The bottom of the metal receiver is called the flange.
Blast furnace maintenance and repair
Any equipment that operates 24/7 requires constant maintenance. Regulations are included in the technical passport of the equipment. Failure to comply with the maintenance schedule will result in a reduction in service life.
Maintenance work on blast furnaces is divided into periodic and major repairs. Periodic work is carried out without stopping the work process.
Major repairs are divided into three categories based on the volume of work performed. During the first discharge, all equipment is inspected, and melts are removed from the shaft. During the second discharge, the lining is repaired and failed equipment elements are replaced. With the third category, the unit is completely replaced. Typically, such repairs are combined with modernization or reconstruction of the blast furnace.
Blast furnace products
The products of blast furnace smelting are:
- cast iron;
- slag;
- blast furnace (top) gas.
Cast iron
Pig iron is the main product of blast furnace production, and slag and blast furnace gas are by-products.
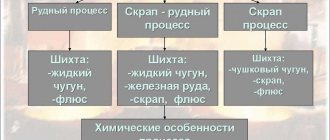
Cast irons smelted in blast furnaces, depending on the method of further use, are divided into three groups:
- conversion materials used for processing into steel;
- foundries intended for producing cast iron castings in mechanical engineering;
- special (ferroalloys) used for deoxidation of steel in steelmaking.
Cast iron is a multicomponent alloy of iron with carbon, manganese, silicon, phosphorus and sulfur.
Cast iron also contains trace amounts of hydrogen, nitrogen and oxygen. Alloyed cast iron can contain chromium, nickel, vanadium, tungsten and titanium, the amount of which depends on the composition of the ores being smelted.
Pig iron is intended for processing into steel.
This type of cast iron is characterized by the fact that the carbon in it (2.2-4%) is in a chemically bound state.
The fracture surface of cast iron is white.
Depending on the composition and method of processing, there are:
- open hearth cast iron containing phosphorus from 0.15 to 0.30% and sulfur up to 0.07%;
- Bessemer, containing phosphorus 0.07% and sulfur up to 0.069%;
- Tomasovsky, containing phosphorus 1.6% and sulfur up to 0.08%.
Pig iron is divided into three types:
- Conversion coke (grades M1, M2, M3, B1, B2).
- Conversion coke phosphorous (MF1, MF2, MF3).
- High-quality pigment coke (PVK1, PVK2, PVK3).
After leaving the blast furnace, cast iron is poured into pigs and sent cold to machine-building plants, where it is melted again in special cupola furnaces to cast machine parts.
Foundry coke iron is smelted in seven grades: LK1-LK7.
Each grade is divided into three groups based on manganese content, five classes based on phosphorus content and five categories based on sulfur content.
Phosphorous cast irons.
A special group consists of phosphorous cast irons containing up to 2% P; depending on the phosphorus content, various technologies are used for converting such cast irons into steel.
Foundry cast irons.
This type of cast iron is intended for the production of cast products in iron smelting shops. A characteristic feature of these cast irons is their high silicon content (2.75 - 3.75% Si), and in some cases phosphorus. This is explained by the fact that these elements give the molten cast iron high fluid mobility or the ability to fill the casting mold well.
Foundry cast iron is used after remelting in machine-building plants to produce shaped castings.
Foundry cast iron is used for the manufacture of cast products:
- pipes;
- radiators;
- water fittings;
- stanine;
- blocks;
- gears, etc.
Such cast iron has a gray color when fractured. In it, part of the carbon is in a free state, in the form of graphite. Gray cast iron usually contains 1.25-4.25% silicon, 2.5-4% carbon, 0.5-1.3% manganese, 0.1-1.2% phosphorus and a small amount of sulfur.
Manganese gives cast iron its hardness and brittleness.
Silicon, on the contrary, reduces the hardness of cast iron, making castings made from such cast iron easy to machine.
Phosphorus makes cast iron meltable and fills thin sections of molds well.
Castings made of cast iron containing a high amount of phosphorus resist abrasion well, but at the same time have increased fragility.
Additional furnace elements
The operation of the oven requires the operation of auxiliary devices. Among them:
- air heaters; large tower-type elements are located next to the furnace; blast furnace gas enters them, which then burns; due to this, even hotter gas is formed, heating the air through a complex system; the latter - heated to a temperature of at least 1000 degrees - is used for smelting cast iron;
- blowers; compressed air is necessary for fuel combustion; air enters the furnace thanks to devices that generate a pressure of about 25 MPa;
- devices for lifting and filling the charge;
- gas purifiers for cleaning blast furnace gases;
- other auxiliary devices - for example, overhead cranes with which foundry yards are equipped.
Figure 4. An example of a modern blast furnace
Modern furnaces are equipped with automation systems. Computerization makes it possible to control and regulate the basic parameters associated with the functioning of the blast furnace. The level of raw material filling, gas pressure, blast temperature, etc. are under control.
Modern blast furnaces are left to automation. The computer controls the main production processes
Unit specifics
Let's look at the features of the device and its purpose. The main processes of a blast furnace involve smelting coke. It is a porous material that is sintered from a mass of carbon obtained by calcining coal without the presence of atmospheric oxygen.
A blast furnace is a powerful and highly productive unit, where a significant amount of blast and charge is consumed.
Who invented it?
The modern blast furnace was invented by J.B. Neilson, who was the first to heat the air supplied to the blast furnace, which happened in 1829, and in 1857 E.A. Cowper introduced special regenerative air heaters into use.
This made it possible to significantly reduce coke consumption by more than a third and increase the efficiency of the furnace. Before this, the first blast furnaces were actually cheese-blowing furnaces, that is, unenriched and unheated air was blown into them.
The use of cowpers, that is, regenerative air heaters, made it possible not only to increase the efficiency of the blast furnace, but also to reduce or completely eliminate contamination, which was observed in case of technology violations. We can safely say that this invention made it possible to bring the process to perfection. Modern blast furnaces operate precisely on this principle, although their control today is automated and provides greater safety.