Wear detection
Wear, or aging, is a gradual decrease in the performance characteristics of products, components or equipment as a result of changes in their shape, size or physical and chemical properties. These changes occur gradually and accumulate during operation. There are many factors that determine the rate of aging. Negatively affects:
- friction;
- static, pulsed or periodic mechanical loads;
- temperature conditions, especially extreme ones.
The following factors slow down aging:
- Constructive decisions;
- use of modern and high-quality lubricants;
- compliance with operating conditions;
- timely maintenance, scheduled preventative repairs.
Due to a decrease in performance characteristics, the consumer cost of products also decreases.
Physical deterioration
Types of wear, depending on the causes and consequences, are divided into economic, functional and physical. In the case of the latter, we are talking about the direct loss of the design characteristics and properties of a piece of equipment during its operation. It is worth noting that such loss may be partial or complete. In the first case, production mechanisms are subject to restoration and repair, which returns the original features of the products. If the equipment is completely worn out, it must be written off. In addition to the power classification, physical wear and tear has a generic classification:
- The first type: production mechanisms wear out during planned use in compliance with all standards and rules established by the manufacturer.
- The second type: changes in equipment characteristics due to improper operation or exposure to force majeure factors.
- Emergency wear and tear: a hidden change in the characteristics of an object leads to its emergency failure, which happens suddenly. In this connection, a disaster may occur at an enterprise, for example.
It is necessary to add that the listed types apply not only to the equipment as a whole, but also to its individual components (assemblies, parts).
Types of wear
The rate and degree of wear is determined by friction conditions, loads, material properties and design features of products.
Classification of types of wear
Depending on the nature of external influences on the materials of the product, the following main types of wear are distinguished:
- abrasive type - damage to the surface by small particles of other materials;
- cavitation, caused by the explosive collapse of gas bubbles in a liquid medium;
- adhesive appearance;
- oxidative species caused by chemical reactions;
- thermal view;
- fatigue appearance caused by changes in the structure of the material.
Some types of aging are divided into subtypes, such as abrasive.
Abrasive
It consists in the destruction of the surface layer of the material during contact with harder particles of other materials. Characteristic for mechanisms operating in dusty conditions:
- mining equipment;
- transport, road construction mechanisms;
- Agreecultural machines. Agreecultural equipment;
- construction and production of building materials.
Abrasive wear
You can counteract it by using special hardened coatings for rubbing pairs, as well as by promptly changing the lubricant.
Gas abrasive
This subtype of abrasive wear differs from it in that solid abrasive particles move in the gas flow. The surface material crumbles, is cut off, and is deformed. Found in equipment such as:
- pneumatic lines;
- fan and pump blades for pumping contaminated gases;
- domain installation nodes;
- components of solid fuel turbojet engines.
Often, gas abrasive effects are combined with the presence of high temperatures and plasma flows.
Download GOST 27674-88
Waterjet
The effect is similar to the previous one, but the role of the abrasive carrier is performed not by a gaseous medium, but by a liquid flow.
Water-abrasive type of wear
The following are susceptible to this effect:
- hydrotransport systems;
- hydroelectric power station turbine units;
- components of washing equipment;
- mining equipment used for washing ore.
Sometimes waterjet processes are aggravated by exposure to an aggressive liquid environment.
Cavitation
Pressure drops in the liquid flow flowing around the structure lead to the appearance of gas bubbles in the zone of relative rarefaction and their subsequent explosive collapse with the formation of a shock wave. This shock wave is the main active factor in the cavitation destruction of surfaces. Such destruction occurs on the propellers of large and small ships, in hydraulic turbines and technological equipment. The situation can be complicated by exposure to an aggressive liquid medium and the presence of an abrasive suspension in it.
Cavitation type of wear
Adhesive
With prolonged friction, accompanied by plastic deformations of the participants in the rubbing pair, periodic convergence of surface areas occurs at a distance that allows the forces of interatomic interaction to manifest themselves. The interpenetration of atoms of substance of one part into the crystalline structures of another begins. Repeated occurrence of adhesive bonds and their interruption lead to the separation of surface zones from the part. Loaded rubbing pairs are subject to adhesive aging: bearings, shafts, axles, sliding bearings.
Adhesive type of wear
Thermal
The thermal type of aging consists of the destruction of the surface layer of a material or a change in the properties of its deep layers under the influence of constant or periodic heating of structural elements to the plasticity temperature. Damage is expressed in crushing, melting and changing the shape of the part. Characteristic for highly loaded components of heavy equipment, rolls of rolling mills, hot stamping machines. It can also occur in other mechanisms when the design conditions for lubrication or cooling are violated.
Fatigue
Associated with the phenomenon of metal fatigue under variable or static mechanical loads. Shear stresses lead to the development of cracks in the materials of parts, causing a decrease in strength. Cracks in the near-surface layer grow, unite and intersect with each other. This leads to erosion of small scale-like fragments. Over time, this wear can cause the part to fail. It is found in components of transport systems, rails, wheel sets, mining machines, building structures, etc.
Fatigue wear
Fretting
Fretting is the phenomenon of microfracture of parts in close contact under conditions of low-amplitude vibration - from hundredths of a micron. Such loads are typical for rivets, threaded connections, keys, splines and pins connecting parts of mechanisms. As fretting aging increases and metal particles peel off, the latter act as an abrasive, aggravating the process.
Fretting
There are other, less common specific types of aging.
Wear of industrial equipment parts
1. The essence of the wear phenomenon
Service life of industrial equipment
is determined by the wear of its parts - a change in the size, shape, mass or condition of their surfaces due to wear, i.e., residual deformation from constantly acting loads or due to destruction of the surface layer during friction.
The amount of wear is characterized by established units of length, volume, mass, etc. Wear is determined by changes in gaps between the mating surfaces of parts, the appearance of leaks in seals, a decrease in the processing accuracy of the product, etc. Wear can be normal and emergency. Normal, or natural, is the wear that occurs during proper but long-term operation of the machine, i.e., as a result of using a given resource of its operation.
Emergency (or progressive) wear is called
, which occurs within a short time and reaches such a size that further operation of the machine becomes impossible.
2. Types and nature of wear of parts.
Types of wear are distinguished according to existing types of wear:
— mechanical;
- abrasive;
— fatigue;
— corrosive, etc.
Mechanical wear
is the result of the action of friction forces when one part slides over another. With this type of wear, abrasion (cutting) of the surface layer of the metal and distortion of the geometric dimensions of jointly working parts occur. Wear of this type most often occurs during the operation of such common interfaces of parts as shaft - bearing, frame - table, piston - cylinder, etc.
The degree and nature of mechanical wear of parts depends on many factors:
— physical and mechanical properties of the upper layers of metal;
— operating conditions and nature of interaction of mating surfaces;
- pressure;
— relative speed of movement;
— lubrication conditions; degree of roughness, etc.
The most destructive effect on parts is abrasive wear, which is observed in cases where the rubbing surfaces are contaminated with small abrasive and metal particles. Typically, such particles fall on rubbing surfaces when processing cast workpieces on a machine.
Mechanical wear can also be caused by poor maintenance of equipment, for example, irregularities in the supply of lubrication, poor-quality repairs and failure to comply with their deadlines, power overload, etc.
Fatigue wear
is the result of the action of variable loads on the part, causing fatigue of the part material and its destruction. Shafts, springs and other parts are destroyed due to fatigue of the material in the cross section. To prevent fatigue failure, it is important to correctly select the cross-sectional shape of a newly manufactured or repaired part: it should not have sharp transitions from one size to another. The working surface eliminates the presence of marks and scratches, which are stress concentrates.
Corrosive wear
is the result of wear of machine parts and installations that are under the direct influence of water, air, chemicals, and temperature fluctuations.
Under the influence of corrosion, deep corrosion forms in parts, the surface becomes spongy and loses mechanical strength.
Typically, corrosive wear is accompanied by mechanical wear due to the mating of one part with another. In this case, the so-called corrosion-mechanical process occurs, i.e. complex wear.
Sticking wear occurs as a result of one surface sticking (“seizing”) to another. This phenomenon is observed with insufficient lubrication, as well as significant pressure, at which the two mating surfaces come together so tightly that molecular forces begin to act between them, leading to their seizure.
The nature of mechanical wear of parts. Mechanical wear of equipment parts can be complete if all
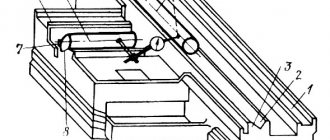
surface of the part, or local if any part of it is damaged (Fig. 1).
As a result of wear on the guides of machine tools, their flatness, straightness and parallelism are disrupted due to the action of unequal loads on the sliding surface. For example, the straight guides 2 of the machine (Fig. 1, a) under the influence of large local loads become concave in the middle part (local wear), and the short guides 1 of the table mated to them become convex.
In rolling bearings due to various reasons (Fig. 2, a-d)
Working surfaces are subject to wear - pockmarks appear on them, and peeling of the surfaces of treadmills and balls is observed. Under the influence of dynamic loads, their fatigue failure occurs; under the influence of excessively tight fits of bearings on the shaft and in the housing, the balls and rollers are pinched between the rings, as a result of which distortions of the rings during installation and other undesirable consequences are possible.
Different sliding surfaces are also subject to characteristic types of wear (Fig. 3).
During the operation of gears, due to contact fatigue of the material of the working surfaces of the teeth and under the influence of tangential stresses, chipping of the working surfaces occurs, leading to the formation of pits on the friction surface (Fig. 3, a).
Destruction of the working surfaces of the teeth due to intense chipping (Fig. 3, b) is often called flaking (material in the form of flakes is separated from the friction surface).
In Fig. 3, c shows a surface destroyed by corrosion. The surface of the cast iron powder ring (Fig. 3, d) is damaged due to erosive wear, which occurs when the piston moves in the cylinder relative to the liquid; Gas bubbles in the liquid burst near the piston surface, which creates a local increase in pressure or temperature and causes wear of parts.
3. Signs of wear.
The wear of parts of a machine or machine can be judged by the nature of their work. In machines that have crankshafts with connecting rods (internal combustion and steam engines, compressors, eccentric presses, pumps, etc.), the appearance of wear is determined by a dull knock at the joints of the parts (the greater the wear, the stronger it is).
Gear noise is a sign of wear on the tooth profile. Dull and sharp shocks are felt every time the direction of rotation or linear movement changes in cases of wear of parts of keyed and splined joints.
Traces of crushing on the grinding roller installed in the conical hole of the spindle indicate an increase in the gap between the spindle journals and its bearings due to their wear. If the workpiece processed on a lathe turns out to be conical, it means that the spindle bearings (mainly the front bearings) and the bed guides are worn out. An increase in the backlash of handles mounted on screws beyond the permissible level is evidence of wear on the threads of the screws and nuts.
The wear of machine parts is often judged by the scratches, grooves and nicks that appear on them, as well as by changes in their shape. In some cases, the test is carried out using a hammer: a rattling sound when tapping a part with a hammer indicates the presence of significant cracks in it.
The operation of assembly units with rolling bearings can be judged by the nature of the noise they produce. It is best to carry out such a check with a special device - a stethoscope.
.
The operation of the bearing can also be checked by heating, determined by touch on the outer side of the hand, which can safely withstand temperatures up to 60 °C.
Tight rotation of the shaft indicates a lack of alignment between it and the bearing or an excessively tight fit of the bearing on the shaft or in the housing, etc.
4. Methods for detecting defects and restoring parts.
Most large and medium-sized mechanical defects are detected during external inspection. Various flaw detection methods can be used to detect small cracks. The simplest capillary methods. If, for example, you immerse a part in kerosene for 15-30 minutes, then if there are cracks, the liquid penetrates into them. After thorough wiping, the surfaces of the part are covered with a thin layer of chalk; The chalk absorbs kerosene from the cracks, causing dark streaks to appear on the surface, indicating the location of the defect.
For more accurate detection of cracks, liquids are used that glow when irradiated with ultraviolet rays (capillary luminescent method). Such a liquid is, for example, a mixture of 5 parts kerosene, 2.5 parts transformer oil and 2.5 parts gasoline. The part is immersed in liquid for 10-15 minutes, then washed and dried, and then irradiated with ultraviolet rays (mercury-quartz lamp). A light green glow appears in places of cracks.
Cracks are also detected using magnetic flaw detection methods. The part is magnetized and moistened with a magnetic suspension (iron oxide powder mixed in oil, kerosene or a water-soap solution). In places of cracks, accumulations of powder form (Fig. 4, a).
Longitudinal cracks are detected when magnetic lines pass along the circumference of the part (Fig. 4, b), and transverse cracks are detected during longitudinal magnetization (Fig. 4, c).
Defects located inside the material are detected using the fluoroscopic method. X-rays passing through the part being tested hit the sensitive film, on which voids appear as darker spots, and dense foreign inclusions as lighter spots.
Currently, the ultrasonic method for detecting cracks and other hidden defects is widespread. An ultrasonic probe is applied to the part being examined, the main part of which is a crystalline generator of high-frequency mechanical vibrations (0.5-10 MHz). These vibrations, passing through the material of the part, are reflected from the internal boundaries (internal cracks, fracture surfaces, cavities, etc.) and fall back into the probe. The device records the delay time of the reflected waves relative to the emitted ones. The longer this time, the greater the depth at which the defect is located.
Restoration of machine parts and mechanisms is carried out using the following methods. Machining by cutting - method of repair dimensions
- used to restore the accuracy of machine guides, worn holes or necks of various parts, threads of lead screws, etc.
Repair size is called
, to which the worn surface is treated when restoring a part. There are free and regulated sizes.
Welding is used to fix parts with kinks, cracks, or chips.
Surfacing is a type of welding and involves welding a filler material onto a worn area that is more wear-resistant than the material of the main part.
The method of restoring cast iron parts using the welding method has become widespread - soldering with brass wire and rods made of copper-zinc tin alloys. This method does not require heating the welded edges to melting, but only to the melting temperature of the solder.
Metallization involves melting metal and spraying it with a jet of compressed air into small particles, which are embedded in surface irregularities, adhering to them. Metallization can increase the layer from 0.03 to 10 mm and higher.
Metallization installations can be gas (the metal melts in the flame of a gas burner) and arc (the diagram of which is shown in Fig. 5).
Chrome plating is the process of restoring the worn surface of a part by electrolytically deposition of chromium (Fig. 6), the thickness of chrome plating is up to 0.1 mm.
The whole variety of repair methods is clearly presented in Fig. 7.
5. Modernization of machines.
During major overhauls, it is advisable to modernize machines taking into account operating conditions and the latest achievements of science and technology.
Under modernization of machines
understand the introduction of partial changes and improvements to the design in order to increase their technical level to the level of modern models of a similar purpose (general technical modernization) or to solve specific technological problems of production by adapting equipment to better perform a certain type of work (technological modernization). As a result of modernization, equipment productivity increases, operating costs are reduced, defects are reduced, and in some cases the duration of the overhaul period increases.
An idea of the main directions of modernization of metal-cutting machines is given by the diagram shown in Figure 8.
LICENSER No. 6.
1.Technical diagnostics of equipment.
Technical diagnostics (TD)
– an element of the PPR System that allows you to study and establish signs of malfunction (operability) of equipment, establish methods and means by which a conclusion (diagnosis is made) about the presence (absence) of malfunctions (defects). Acting on the basis of studying the dynamics of changes in indicators of the technical condition of equipment, TD solves the issues of forecasting (anticipating) the residual life and failure-free operation of equipment over a certain period of time.
Technical diagnostics is based on the assumption that any equipment or its component can be in two states - serviceable and faulty. Serviceable equipment is always operational, it meets all the requirements of the specifications established by the manufacturer. Faulty (defective) equipment can be either operational or inoperative, i.e. in a state of failure. Failures are a consequence of wear or misadjustment of components.
Technical diagnostics are mainly aimed at finding and analyzing internal causes of failure. External causes are determined visually, using a measuring instrument and simple devices.
The peculiarity of TD is that it measures and determines the technical condition of equipment and its components during operation, and directs its efforts to finding defects. Knowing the technical condition of individual parts of the equipment at the time of diagnosis and the magnitude of the defect that disrupts its performance, it is possible to predict the period of trouble-free operation of the equipment until the next scheduled repair, provided for by the frequency standards of the Maintenance System.
The periodicity standards underlying the PPR are experimentally averaged values. But any averaged values have their own significant drawback: even with a number of clarifying coefficients, they do not provide a complete objective assessment of the technical condition of the equipment and the need for scheduled repairs. There are almost always two extra options: the residual resource of the equipment is far from exhausted, the remaining resource does not ensure trouble-free operation until the next scheduled repair. Both options do not meet the requirement of Federal Law No. 57-FZ to establish the useful life of fixed assets by objectively assessing the need for repair or decommissioning.
An objective method for assessing the need for equipment repair is constant or periodic monitoring of the technical condition of the facility with repairs carried out only in cases where the wear of parts and assemblies has reached a limit value that does not guarantee safe, trouble-free and economical operation of the equipment. Such control can be achieved by means of TD, and the method itself becomes an integral part of the PPR (control) System.
Another task of TD is to predict the residual life of equipment and establish the period of its trouble-free operation without repairs (especially major ones), i.e., adjusting the structure of the repair cycle.
Technical diagnostics successfully solves these problems for any repair strategy, especially the strategy for the technical condition of equipment.
The main principle of diagnosis is to compare the regulated value of a functioning parameter
or
a parameter of the technical condition of the equipment
with the actual one using diagnostic tools. Here and below, according to GOST 19919-74, a parameter is understood as a characteristic of equipment that reflects the physical value of its functioning or technical condition.
The objectives of TD are:
— control of operating parameters, i.e. the progress of the technological process, in order to optimize it;
— monitoring parameters of the technical condition of equipment that change during operation, comparing their actual values with limit values and determining the need for maintenance and repair;
— forecasting the resource (service life) of equipment, assemblies and components for the purpose of replacing them or taking them out for repairs.
2. Requirements for equipment transferred for technical diagnostics.
In accordance with GOST 26656-85 and GOST 2.103-68, when transferring equipment to a repair strategy based on technical condition, the issue of its suitability for installing TD equipment on it is first decided.
The suitability of equipment in operation for TD is judged by compliance with reliability indicators and the availability of places for installing diagnostic equipment (sensors, devices, wiring diagrams).
Next, a list of equipment subject to TD is determined according to the degree of its influence on the capacity (production) indicators of production, as well as based on the results of identifying bottlenecks in reliability in technological processes. As a rule, this equipment is subject to increased reliability requirements.
In accordance with GOST 27518-87, the design of the equipment must be adapted for TD.
To ensure equipment adaptability to TD, its design must include:
— the ability to access control points by opening technological covers and hatches;
— availability of installation bases (platforms) for installing vibration meters;
— the ability to connect and place TD equipment (pressure gauges, flow meters, hydraulic testers in liquid systems) in closed liquid systems and connect them to control points;
— the possibility of multiple connection and disconnection of TD means without damage to interface devices and the equipment itself as a result of leakage, contamination, ingress of foreign objects into internal cavities, etc.
The list of works to ensure the adaptability of equipment to TD is given in the technical specifications for the modernization of equipment transferred to TD.
After determining the list of equipment to be transferred for repair based on technical condition, as-built technical documentation is prepared for the development and implementation of TD tools and the necessary modernization of equipment. The list and order of development of as-built documentation is given in Table. 1.
3. Selection of diagnostic parameters and technical diagnostic methods.
The following sequence and methodology for carrying out work to equip equipment with TD tools is recommended.
First of all, parameters are determined that are subject to constant or periodic monitoring to check the operating algorithm and ensure optimal operating modes (technical condition) of the equipment.
A list of possible failures is compiled for all units and components of equipment. Data on failures of equipment equipped with TD means or its analogues are preliminarily collected. The mechanism of occurrence and development of each failure is analyzed and diagnostic parameters are outlined, the control of which, planned maintenance and routine repairs can prevent failure. Failure analysis is recommended to be carried out in the form presented in table. 2.
For all failures, diagnostic parameters are outlined, the monitoring of which will help to quickly find the cause of the failure, and the TD method (see Table 3).
The range of parts whose wear leads to failure is determined.
In practice, diagnostic signs (parameters) have become widespread, which can be divided into three groups:
1) Workflow options
(dynamics of changes in pressure, force, energy), directly characterizing the technical condition of the equipment;
2) Parameters of related processes or phenomena
(thermal field, noise, vibration, etc.), indirectly characterizing the technical condition;
3) Structural parameters
(gaps in joints, wear of parts, etc.), directly characterizing the condition of the structural elements of the equipment.
The possibility of reducing the number of controlled parameters through the use of generalized (complex) parameters is being explored.
For convenience and clarity of TD methods and means, functional diagrams for monitoring the parameters of technological processes and the technical condition of equipment are being developed.
When choosing TD methods, the following main criteria for assessing its quality are taken into account:
— economic efficiency of the TD process;
— reliability of TD;
— availability of manufactured sensors and devices;
— universality of TD methods and tools.
Based on the results of the analysis of equipment failures, measures are being developed to improve equipment reliability, including the development of TD tools.
4. Technical diagnostic tools.
According to execution, funds are divided into:
— external
- not being an integral part of the diagnostic object;
— built-in
— with a system of measuring transducers (sensors) of input signals, made in a common design with diagnostic equipment as its component.
External means of TD are divided into: stationary
,
mobile
and
portable
.
If a decision is made to diagnose equipment by external means, then it must provide control points, and the operating manual for TD equipment must indicate their location and describe the monitoring technology.
Built-in TD tools control parameters, the deviation of whose values from standard (limit) values entails an emergency situation and often cannot be predicted in advance during maintenance periods.
According to the degree of automation of the control process, TD means are divided into automatic, manually controlled (non-automatic) and automated-manual controlled.
The possibilities of diagnostic automation are significantly expanded with the use of modern computer technology.
When creating TD tools for technological equipment, various converters (sensors) of non-electrical quantities into electrical signals, analog-to-digital converters of analog signals into equivalent digital code values, and sensor subsystems of technical vision can be used.
It is recommended that the following requirements be met for the designs and types of converters used for TD devices:
— small size and simplicity of design;
— adaptability for placement in places with limited equipment space;
— the possibility of repeated installation and removal of sensors with minimal labor intensity and without installing equipment;
— compliance of the metrological characteristics of sensors with the information characteristics of diagnostic parameters;
— high reliability and noise immunity, including the ability to operate in conditions of electromagnetic interference, fluctuations in voltage and power frequency;
— resistance to mechanical influences (shocks, vibrations) and to changes in environmental parameters (temperature, pressure, humidity);
— ease of regulation and maintenance.
The final stage of creating and implementing TD tools is the development of documentation.
The following composition of TD documentation is recommended:
— operational design documentation;
— technological documentation;
— documentation for organizing diagnostics.
In addition to operational, technological and organizational documentation, programs for forecasting the residual and predicted resource are developed for each transferred object.
LECTURE No. 7.
1. Principles of modern service.
There are a number of generally accepted norms, the observance of which prevents mistakes: · Mandatory proposal. On a global scale, companies that produce high-quality products but provide poor supporting services put themselves at a serious disadvantage. · Optional use. A company should not impose a service on a client. · Elasticity of service. The company's package of service activities can be quite wide: from the minimally necessary to the most appropriate. · Convenience of service. The service must be provided in a place, at a time and in a form that suits the buyer.
— Technical adequacy of the service.
Modern enterprises are increasingly equipped with the latest technology, which dramatically complicates the actual manufacturing technology of products. And if the technical level of equipment and service technology is not adequate to the production level, then it is difficult to count on the necessary quality of service. · Information return of the service. The company's management should listen to the information that the service department can provide regarding the operation of goods, customer ratings and opinions, the behavior and service methods of competitors, etc. · Reasonable pricing policy. The service should be not so much a source of additional profit, but an incentive to purchase the company's goods and a tool for strengthening customer confidence. · Guaranteed compliance of production with service. A manufacturer who treats consumers conscientiously will strictly and strictly balance its production capacity with service capabilities and will never put the client in a “serve yourself” situation.
2. The main tasks of the service system.
In general, the main tasks in the service are:
• Consulting potential buyers before purchasing products from this company, allowing them to make an informed choice.
• Preparing the buyer's personnel or himself for the most efficient and safe operation of the purchased equipment.
• Transfer of necessary technical documentation.
• Pre-sale preparation of the product to avoid the slightest possibility of failure in its operation during demonstration to a potential buyer.
• Delivery of the product to its place of operation in such a way as to minimize the likelihood of damage in transit.
• Bringing equipment into working condition at the site of operation (installation, installation) and demonstrating it to the buyer in action.
• Ensuring that the product is fully ready for use during the entire period it is in the possession of the consumer.
• Prompt supply of spare parts and maintenance of the necessary network of warehouses for this, close contact with the manufacturer of spare parts.
• Collection and systematization of information about how the equipment is operated by the consumer (conditions, duration, qualifications of personnel, etc.) and what complaints, comments, and suggestions are expressed.
• Participation in the improvement and modernization of consumed products based on the analysis of the information received.
• Collection and systematization of information about how competitors conduct service work, what innovations they offer to clients.
• Formation of a permanent market clientele according to the principle: “You buy our product and use it, we do the rest”
• Assisting the company's marketing department in analyzing and assessing markets, customers and products.
3. Types of service according to the time of its implementation.
According to time parameters, the service is divided into pre-sales and after-sales, and after-sales, in turn, into warranty and post-warranty.
1. Pre-sale service
It is always free and involves preparing the product for presentation to a potential or actual buyer. Pre-sales service, in principle, includes 6 main elements:
- examination;
- conservation;
— completing the necessary technical documentation, instructions for start-up, operation, maintenance, basic repairs and other information (in the appropriate language);
— reactivation and inspection before sale;
- demonstration;
— conservation and transfer to the consumer.
2. After-sales service
After-sales service is divided into warranty and post-warranty on a purely formal basis: “free” (in the first case) or for a fee (in the second) the work specified in the service list is carried out. The formality here is that the cost of work, spare parts and materials during the warranty period is included in the sales price or other (post-warranty) services.
Service during the warranty period covers the types of liability accepted for the warranty period, depending on the product, the concluded contract and the policies of competitors. Basically, it includes:
1) deconstruction in front of the consumer;
2) installation and start-up;
3) verification and adjustment;
4) training workers for proper operation;
5) training of consumer specialists in support services;
6) observation of the product (system) operation;
7) carrying out prescribed maintenance;
 carrying out (if necessary) repairs;
carrying out (if necessary) repairs;
9) supply of spare parts.
The proposed list of services mainly relates to complex, expensive industrial equipment.
Service during the post-warranty period includes similar services, the most common of which are:
— monitoring the product in operation;
— repeated training of clients;
— various technical assistance;
— provision of spare parts;
— repair (if necessary);
— product modernization (as agreed with the customer).
A significant difference between post-warranty service is that it is provided for a fee, and its volume and prices are determined by the terms of the contract for this type of service, price lists and other similar documents.
Thus, the service policy covers a system of actions and decisions related to the formation of the consumer’s belief that with the purchase of a specific product or complex, he guarantees himself a reliable rear and can concentrate on his main responsibilities.
However, it should be emphasized that in order to form a competitive marketing service policy, even at the product development stage, it is necessary to carry out the following actions:
a) study of consumer demand by market in that part that is related to the forms, methods and conditions of service adopted by competitors for similar goods;
b) systematization, analysis and evaluation of the collected information to select a solution for organizing the service; development of solution options taking into account the characteristics of the product, market and organizational goals;
c) comparative analysis of options;
d) participation of service specialists in design and engineering activities to improve the product, taking into account subsequent maintenance.
In the case of the most complete implementation, a branded service includes a number of elements that reflect the life cycle of a product from the moment of its manufacture to disposal (Fig. 1).
4. Types of service according to the content of the work.
Noting recent trends, it should be noted that it is not purely technical work that is becoming increasingly important, but a variety of (including indirect) intellectual services. And it doesn’t matter at all in what form these services are provided: a special set of recipes for microwave ovens or a set of individual consultations for a given farmer on the processing of his particular plot.
For this reason, the service is divided according to the content of work:
— tough service
includes all services related to maintaining the functionality, reliability and specified parameters of the product;
— soft service
includes the entire range of intellectual services related to individualization, i.e., more efficient operation of the product in the specific working conditions of a given consumer, as well as simply expanding the scope of usefulness of the product for him.
A competent manufacturer strives to do the maximum possible for the buyer in any situation. When the manufacturer provides the farmer with a qualified assessment of the most effective soil cultivation modes on the purchased tractor, this is a direct service. And if, in order to maintain a good relationship with the client, the dealer invites the farmer’s wife to free “Home Accountant” courses, organized specifically for the wives of the company’s clients, then here we can talk about indirect service. This, of course, has no direct relation to the purchase of a tractor, but it is useful and pleasant for the client. Thus, indirect service, although in complex ways, contributes to the success of the company.
5. Basic approaches to the implementation of the service.
Based on the practice that has developed in developed countries, a number of Western authors have proposed the following classification of approaches to providing services:
1) Negative approach.
With this approach, the manufacturer considers the manifested defects of the product as random errors. Service is not seen as an activity that adds customer value to a product, but rather as an unnecessary expense that needs to be kept as low as possible.
2) Research approach.
Organizationally, it is largely similar to the previous one. But in contrast, the emphasis is on the careful collection and processing of information about defects, which is used in the future to improve product quality. This approach relies more on finding out the cause of the defect rather than on repairing the product itself.
3) Service as an economic activity.
Service can be a serious source of profit for an organization, especially if a large number of products and systems are sold that are already in the post-warranty period. Any improvement of the product in the direction of increasing reliability limits revenue from the service; but, on the other hand, it creates the prerequisites for success in competition.
4) Service is the responsibility of the supplier.
Types of wear
The classification of types of wear and tear from the point of view of the physical phenomena that cause it in the microcosm is complemented by systematization according to the macroscopic consequences for the economy and its subjects.
In accounting and financial analytics, the concept of wear and tear, which reflects the physical side of phenomena, is closely related to the economic concept of depreciation of equipment. Depreciation refers to both the decline in value of equipment as it ages and the attribution of a portion of that decline to the cost of the products produced. This is done with the aim of accumulating funds in special depreciation accounts for the purchase of new equipment or partial improvement of it.
Depending on the causes and consequences, they distinguish between physical, functional and economic.
Physical deterioration
This refers to the direct loss of the design properties and characteristics of a piece of equipment during its use. Such loss may be either total or partial. In case of partial wear, the equipment undergoes restoration repairs, returning the properties and characteristics of the unit to the original (or other pre-agreed) level. If the equipment is completely worn out, it must be written off and dismantled.
In addition to degree, physical wear and tear is also divided into types:
- First. Equipment wears out during planned use in compliance with all standards and regulations established by the manufacturer.
- Second. Changes in properties are due to improper operation or force majeure factors.
- Emergency. Hidden changes in properties lead to sudden emergency failure.
The listed varieties apply not only to the equipment as a whole, but also to its individual parts and assemblies
Functional wear
This type is a reflection of the process of obsolescence of fixed assets. This process consists of the appearance on the market of the same type, but more productive, economical and safe equipment. The machine or installation is still physically in good working order and can produce products, but the use of new technologies or more advanced models appearing on the market makes the use of outdated ones economically unprofitable. Functional wear can be:
- Partial. The machine is unprofitable for a complete production cycle, but is quite suitable for performing a certain limited set of operations.
- Full. Any use results in damages. The unit is subject to write-off and dismantling
Functional wear
Functional wear is also divided according to the factors that caused it:
- Moral. Availability of technologically identical, but more advanced models.
- Technological. Development of fundamentally new technologies for the production of the same type of product. Leads to the need to rebuild the entire technological chain with a complete or partial update of the composition of fixed assets.
If a new technology appears, as a rule, the composition of the equipment is reduced and the labor intensity decreases.
Economic wear and tear
In addition to physical, temporary and natural factors, the safety of equipment characteristics is also indirectly influenced by economic factors:
- Fall in demand for manufactured goods.
- Inflationary processes. Prices for raw materials, components and labor resources are rising, while at the same time there is no proportional increase in prices for the company's products.
- Price pressure from competitors.
- An increase in the cost of credit services used for operating activities or for updating fixed assets.
- Non-inflationary price fluctuations in raw materials markets.
- Legal restrictions on the use of equipment that does not meet environmental standards.
Economic wear and tear
Both real estate and production groups of fixed assets are susceptible to economic aging and loss of consumer qualities. Each enterprise maintains registers of fixed assets, which take into account their depreciation and the progress of depreciation accumulations.
SECTION 2. DIAGNOSTICS AND PARTS RESTORATION
⇐ PreviousPage 3 of 19Next ⇒AND EQUIPMENT REPAIR
LECTURE 4
Wear of equipment parts. Types of wear
Types of wear
Wear refers to the gradual surface destruction of a material with a change in the geometric shapes and properties of the surface layers of parts. Wear can be normal or emergency. Depending on the causes, wear of parts is divided into chemical and physical and wear by metal seizure (thermal wear).
Normal wear refers to changes in the dimensions and properties of materials of parts that occur under conditions of proper operation of the equipment. The intensity of normal wear is determined mainly by the design features of the components, the wear resistance of the materials used, as well as the correct operation and repair of the equipment.
Normal wear is inevitable, however, the intensity of its occurrence can be influenced by the quality of installation, operation and repair of equipment. Under certain unfavorable conditions, normal wear turns into emergency wear.
Emergency wear refers to changes in the dimensions and material properties of parts that occur in a relatively short period of time due to improper installation, operation, unsatisfactory maintenance or poor-quality repair of equipment.
Chemical wear of the friction surface consists mainly of the formation and subsequent peeling of thin oxide films on them. Oxide films are formed as a result of chemical absorption (chemisorption) of oxygen coming from the air or resulting from the breakdown of lubricant components by the surface layers of the metal. The destruction that occurs as a result of chemical wear is accompanied by the appearance of smallpox-like ulcers, corrosion of the metal or the appearance of rust.
As a result of physical wear, which can be caused by alternating loads, surface friction, abrasive and mechanical effects, microcracks appear on the parts and the surface of the parts becomes rough. The main types of physical wear are fatigue, wear, abrasion and erosion.
Fatigue wear is observed in parts subjected to repeated action of alternating and varying single-valued loads, as a result of which microcracks are formed, and then complete destruction (breakage) of the part occurs.
Small-scale wear occurs during dry and especially liquid rolling friction and is characterized by the formation of cracks on periodically loaded surfaces, followed by peeling of films from 0.005 to 0.2 mm. Parts of rolling bearings and working surfaces of gear teeth are subject to wear-like wear (Fig. 4.1).
Rice. 4.1. Scheme of smallpox wear: a – diagram of tangential stresses that arise when a cylinder or ball is pressed into a flat surface; b – diagram
crack formation
Abrasive wear is the destruction of the surface of parts by tiny particles of harder materials. In machines, metal particles, lubricant oxidation products, mineral particles (sand, shavings, etc.) coming from outside can be abrasive. The surfaces of all friction units are subject to abrasive wear.
Erosion - mechanical destruction (erosion, corrosion) of the surface layers of materials of parts moving at high speed, by particles of the gaseous, liquid or solid phase - occurs together with intense oxidative processes.
Wear by metal seizure is characterized by the emergence and subsequent destruction of molecular bonds on the friction surface (change in grain structure, decrease in hardness, melting, tempering, etc.).
Conditions for the formation of bonds are caused by both relatively low and high temperatures of the contact areas. This type of wear is observed in various parts of steam boilers, engines, compressors and refrigeration machines.
4.2. The main reasons affecting the wear of equipment parts
The nature and amount of wear is influenced by many design and operational factors. This must be taken into account when manufacturing and restoring repaired parts.
Quality of parts material
. The quality of the material of the parts and its heat treatment have a great influence on their strength and wear resistance. As a rule, for most materials, the harder their working surface is, the greater their wear resistance. But we cannot assume that the degree of hardness of a material is always directly proportional to wear resistance.
Materials that only have great hardness have high wear resistance, however, this increases the possibility of scratches and separation of material particles from the surface. Therefore, these materials must have high viscosity, which prevents particles from detaching.
If parts made of homogeneous materials experience mutual friction, then due to the high friction coefficient they quickly wear out. Consequently, more expensive and difficult to replace parts must be made from a harder, higher quality and wear-resistant material, while simpler and cheaper parts are better made from a relatively soft material with a low friction coefficient.
The correct choice of material for parts is of great importance both from the point of view of saving material and for preventing accidents during operation.
At food industry enterprises, the most common materials used for repairing equipment are ferrous (steel, cast iron) and non-ferrous metals, their alloys and plastics.
Quality of surface treatment of parts
. The wear and service life of rubbing surfaces is greatly influenced by the quality of the surface after machining - surface cleanliness. Three wear periods have been established, which are shown on the parts wear curve (Fig. 4.2):
1) the initial period of running-in (section of curve 1–2) is characterized by a rapid increase in the gap in the moving joints;
2) the period of steady wear (section 2–3), after the running-in of the working surfaces, during this period, which is the main period, gradual and slow wear is observed;
3) a period of rapid increase in wear caused by significant changes in the gaps between rubbing surfaces and changes in the geometric shape of parts; from this moment, increased and catastrophically increasing wear begins, which can lead to an accident.
Rice. 4.2. Part wear curve diagram
To increase the service life of equipment parts, the running-in period should be reduced to the shortest possible time, the period of steady wear should be sharply increased and the period of increasing wear should be prevented. Reducing the running-in period is achieved by precise and clean processing of the surfaces of rubbing parts.
The state of surface cleanliness is measured by special instruments - profilometers and profilographs.
Lubrication
. A layer of lubricant introduced between the rubbing surfaces increases the wear resistance of the contacting parts: the lubricant, getting between two rubbing surfaces moving one over the other, fills their unevenness and eliminates their direct contact, reduces friction, wear, the risk of jamming, heating and corrosion (Fig. 4.3).
Rice. 4.3. Diagram of pressure distribution in the oil layer:
O – bearing axis; O1 – shaft axis
The following types of sliding friction are distinguished:
1) dry friction, which occurs in the absence of lubrication on the rubbing surfaces;
2) semi-liquid and semi-dry, observed when the oil film is partially torn or when the lubricant layer is constantly thin, so that the irregularities of the rubbing surfaces partially touch. Semi-fluid and semi-dry friction occurs on insufficiently or improperly lubricated surfaces when a lubricant that does not meet operating conditions is used;
3) fluid friction, which occurs in cases where moving surfaces are completely separated by a layer of lubricant.
The process of creating a stressed oil layer during the operation of a shaft-bearing pair occurs as follows. There is a gap between the shaft and the bearing, starting from the point of contact of the shaft in the liner and diverging in both directions in the form of a wedge-shaped gap. The shaft is located eccentrically relative to the bearing.
When rotating, the shaft carries a layer of lubricant into the wedge-shaped gap. As this gap decreases, the resistance to the flowing lubricant increases more and more, reaching its greatest value in the narrowest part of the wedge-shaped gap. Due to this, the rotating shaft is raised, the bearing and the shaft are completely separated by a layer (film) of lubricant, the thickness of which will be the smallest. The wear of mating surfaces is minimal.
To ensure long-term operation of parts, the correct choice of lubricant and its reliable supply to the rubbing surfaces, as well as the correct lubrication regime for the working surfaces are necessary. If lubrication is improper, parts heat up excessively, rubbing surfaces seize and melt, which leads to equipment failure.
Speed of movement of parts and specific pressure
. Any equipment in operation is characterized by performance (performance, speed of moving parts, efficiency, etc.) and durability - the duration of operation of the equipment, during which its performance remains within acceptable limits.
Based on experimental data, it has been established that at normal specific loads and movement speeds from 0.05 to 0.1 m/s, the oil layer does not rupture and lubrication becomes complete. Wear of parts increases with increasing speed of relative movement of rubbing parts, as the temperature of the contacting surfaces increases, which can lead to crushing and melting. For example, for bearings with Babbitt filling, the temperature should not exceed 60 °C from the limit.
Violation of rigidity in fixed joints
. In these cases, the tightness in the joints is broken (leaks), dynamic loads arise in the joints, and the tension in the connections sharply increases. To prevent violation of the rigidity of connections, it is necessary to systematically check the rigidity of fastening parts and restore it by tightening, avoiding work with loosening.
Landing violation
. This group of faults is characterized by an increase in the gap in movable joints and a decrease in tension in fixed joints. To prevent this, you need to properly adjust the gaps and use special coatings on the surfaces of the moving joints.
Violation of the mutual position of parts in connections
. Often there is a violation of components and parts in the kinematic chain, which leads to a deviation in alignment, a change in the distance between parts, and a violation of the perpendicularity of the axes of components and parts. To avoid this type of violation, you should systematically check the relative positions of parts and assemblies, adjust their positions, and, if necessary, restore their correct location.
LECTURE 5
⇐ Previous3Next ⇒
WHAT AND HOW THEY WRITTEN ABOUT FASHION IN MAGAZINES AT THE BEGINNING OF THE XX CENTURY The first issue of the Apollo magazine for 1909 began, in fact, with a policy statement from the magazine’s editors...
What makes your dreams come true? One hundred percent, unshakable confidence in your...
What will happen to the Earth if its axis shifts by 6666 km? What will happen to the Earth? - I asked myself...
WHAT IS CONFIDENT BEHAVIOR IN INTERPERSONAL RELATIONSHIPS? Historically, there are three main patterns of differences that exist between...
Didn't find what you were looking for? Use Google search on the site:
The main reasons and ways to determine wear
To determine the degree and causes of wear and tear, a commission on fixed assets is created and operates at each enterprise. Equipment wear is determined in one of the following ways:
- Observation. Includes visual inspection and complex measurements and tests.
- According to service life. It is defined as the ratio of the actual period of use to the standard one. The value of this ratio is taken as the amount of wear in percentage terms.
- a comprehensive assessment of the condition of an object is made using special metrics and scales.
- Direct measurement in money. The cost of acquiring a new similar unit of fixed assets and the cost of restoration repairs are compared.
- profitability of further use. The reduction in income is estimated taking into account all the costs of restoring properties in comparison with the theoretical income.
Which method to use in each specific case is decided by the fixed assets commission, guided by regulatory documents and the availability of source information.
Wear and types of wear
INTRODUCTION
The development trends of modern society and market competition pose a very difficult task for the manufacturer: reducing the cost of operating products while ensuring maximum safety. The main direction for improving the quality of products, taking into account the fact that from 80 to 90% of failures of machines, working tools and mechanisms occurs due to wear of components and parts, is the creation of a wear-free friction unit. This problem is solved in two ways: the introduction of more advanced design solutions and the creation of new lubricants. Today, taking into account the development of chemistry and chemical technology, the second path seems to be the most promising, and it should be noted that the variety of lubricants has increased by several orders of magnitude compared to the 60s of the 20th century. One of the most important types of lubricants are solid lubricants: graphite, molybdenum disulfide, boron nitride, shungite, molybdenum diselenide.
1 The essence of the wear phenomenon
The service life of industrial equipment is determined by the wear of its parts - changes in the size, shape, mass or condition of their surfaces due to wear, i.e. residual deformation from constantly acting loads or due to destruction of the surface layer during friction.
The wear rate of equipment parts depends on many reasons: the conditions and mode of their operation; the material from which they are made; nature of lubrication of rubbing surfaces; specific force and sliding speed; temperature in the interface zone; environmental conditions (dust levels, etc.).
The amount of wear is characterized by established units of length, volume, mass, etc. Wear is determined by changes in gaps between the mating surfaces of parts, the appearance of leaks in seals, a decrease in the processing accuracy of the product, etc. Wear can be normal and emergency. Normal, or natural, is the wear that occurs during proper but long-term operation of the machine, i.e., as a result of using a given resource of its operation. Emergency, or progressive, wear is called wear that occurs within a short time and reaches such proportions that further operation of the machine becomes impossible. At certain values of changes resulting from wear, extreme wear occurs, causing a sharp deterioration in the performance of individual parts, mechanisms and the machine as a whole, which necessitates its repair.
Wear rate is the ratio of the values of characterizing quantities to the time interval during which they occurred
2 The essence of the phenomenon of friction
The primary cause of wear of parts (especially those mating and rubbing when moving against each other) is friction - the process of resistance to relative movement that occurs between two bodies in the areas of contact of their surfaces tangentially to them, accompanied by the dissipation of energy, i.e., its conversion into heat. In everyday life, friction is both beneficial and harmful. The benefit is that due to the roughness of all objects without exception, sliding does not occur between them as a result of friction. This explains, for example, the fact that we can freely move on the ground without falling, objects do not slip out of our hands, a nail is firmly held in the wall, a train moves on rails, etc. The same phenomenon of friction is observed in machine mechanisms, the work of which is accompanied by the movement of interacting parts. In this case, friction gives a negative result - wear of the mating surfaces of the parts. Therefore, friction in mechanisms (with the exception of friction of brakes, drive belts, friction gears); undesirable phenomenon.
3 Types and nature of wear of parts
Types of wear are distinguished in accordance with existing types of wear - mechanical (abrasive, fatigue), corrosion, etc.
Mechanical wear is the result of frictional forces when one part slides over another. With this type of wear, abrasion (cutting) of the surface layer of the metal and distortion of the geometric dimensions of jointly working parts occur. Wear of this type most often occurs during the operation of such common interfaces of parts as shaft - bearing, frame - table, piston - cylinder, etc. It also appears during rolling friction of surfaces, since this type of friction is inevitably accompanied by sliding friction, however, in such In some cases, wear is very small.
The degree and nature of mechanical wear of parts depend on many factors: physical and mechanical properties of the upper layers of metal; operating conditions and the nature of the interaction of mating surfaces; pressure; relative speed of movement; conditions for lubrication of rubbing surfaces; the degree of roughness of the latter, etc. The most destructive effect on parts is abrasive wear, which is observed in cases where the rubbing surfaces are contaminated with small abrasive and metal particles. Typically, such particles fall on the rubbing surfaces when processing cast workpieces on a machine, as a result of wear of the surfaces themselves, dust, etc. They retain their cutting properties for a long time, form scratches and burrs on the surfaces of parts, and also, when mixed with dirt, act as abrasive paste, which results in intense rubbing and wear of mating surfaces. The interaction of the surfaces of parts without relative movement causes metal collapse, which is typical for keyed, splined, threaded and other connections.
Mechanical wear can also be caused by poor maintenance of equipment, for example, irregularities in the supply of lubrication, poor-quality repairs and failure to comply with their deadlines, power overload, etc.
During operation, many machine parts (shafts, gear teeth, connecting rods, springs, bearings) are subject to prolonged action of variable dynamic loads, which have a more negative effect on the strength properties of the part than static loads. Fatigue wear is the result of the action of variable loads on a part, causing fatigue of the part material and its destruction. Shafts, springs and other parts are destroyed due to fatigue of the material in the cross section. This results in a characteristic type of fracture with two zones - the zone of developing cracks and the zone along which the fracture occurred. The surface of the first zone is smooth, while the second has shells and is sometimes granular.
Fatigue failure of a part's material does not necessarily lead to immediate failure. It is also possible that fatigue cracks, peeling and other defects may occur, which, however, are dangerous because they cause accelerated wear of the part and mechanism. To prevent fatigue failure, it is important to correctly select the cross-sectional shape of a newly manufactured or repaired part: it should not have sharp transitions from one size to another. It should also be remembered that a roughly processed surface, the presence of marks and scratches can cause fatigue cracks.
Sticking wear occurs as a result of one surface sticking (“seizing”) to another. This phenomenon is observed with insufficient lubrication, as well as significant pressure, at which the two mating surfaces come together so tightly that molecular forces begin to act between them, leading to their seizure.
Corrosive wear is the result of wear of machine parts and installations that are under the direct influence of water, air, chemicals, and temperature fluctuations. For example, if the air temperature in industrial premises is unstable, then each time it increases the contained
Rice. 1. Nature of mechanical wear of parts:
a - guides of the frame and table, b - internal surfaces of the cylinder, c - piston, d, e - shaft, f, g - wheel teeth, h - screw and nut threads, i - disc friction clutch; 1 - table, 2 - bed, 3 - skirt, 4 - jumper, 5 - bottom, 6 - hole, 7 - bearing, 8 - shaft journal, 9 - gap, 10 - screw, // - nut; I - places of wear, P » effective forces
in the air, water vapor, coming into contact with colder metal parts, is deposited on them in the form of condensation, which causes corrosion, i.e. destruction of metal due to chemical and electrochemical processes developing on its surface. Under the influence of corrosion, deep corrosion forms in parts, the surface becomes spongy and loses mechanical strength. These phenomena are observed, in particular, in parts of hydraulic presses and steam hammers operating in steam or water.
Typically, corrosive wear is accompanied by mechanical wear due to the mating of one part with another. In this case, so-called corrosion-mechanical, i.e. complex, wear occurs.
The nature of mechanical wear of parts. Mechanical wear of equipment parts can be complete if all
surface of the part, or local if any part of it is damaged (Fig. 1, a-i).
As a result of wear on the guides of machine tools, their flatness, straightness and parallelism are disrupted due to the action of unequal loads on the sliding surface. For example, the straight guides 2 of the machine (Fig. 1, a) under the influence of large local loads become concave in the middle part (local wear), and the short guides 1 of the table mated to them become convex.
Cylinders and piston liners in engines, compressors, hammers and other machines also wear unevenly (Fig. 1, b). Wear occurs in the area of movement of the piston rings and manifests itself in the form of wear on the inner walls of the cylinder or liner. The shape of the cylinder bore is distorted - deviations from cylindricity and roundness (barrel-shaped) are formed, scratches, scuffs and other defects occur. In internal combustion engine cylinders, the most wear is experienced by their upper part, which experiences the highest pressures and the highest temperatures. In forging and pressing equipment, on the contrary, the greatest wear appears in the lower part of the cylinder - where the piston is located during impacts. Piston wear (Fig. 1, c) manifests itself in abrasion and scuffing on the skirt, breakage of the jumpers 4 between the grooves, the appearance of cracks in the bottom 5 and the development of a hole 6 "for the piston pin.
The wear of the shafts (Fig. 1, d, E) is manifested by the occurrence of various defects: the shafts become bent, twisted, and also broken due to material fatigue; scuffs form on their necks; cylindrical necks become conical or barrel-shaped. The holes of plain bearings and bushings also become deviated from roundness. The uneven wear of the shaft journals and the surfaces of the holes in the bushings when the shaft rotates is the result of the action of different loads in different directions. If only the force of gravity acts on the shaft during rotation, then wear appears in the lower part of the bearing (see Fig. 1, d, left).
In gears, the teeth most often wear out: scuffing occurs, the teeth change their shape, size and break off. Breakage of teeth, the appearance of cracks in the spokes, rim and hub of gear wheels, wear of mounting holes and keys occurs for three main reasons: 1) overload of the gear train; 2) entry of foreign bodies into it; 3) incorrect assembly (for example, fastening gears to a shaft with misaligned axes).
Lead screws have trapezoidal or rectangular threads. The threads of the screw and its nut wear out, the threads become thinner (Fig. 1, H). Thread wear on screws is usually uneven, since the vast majority of parts processed on machines have a shorter length than the lead screw.
Scoring is damage to the friction surface in the form of wide and deep grooves in the sliding direction. The part of the thread that works harder wears out more. Lead screw nuts wear out faster than screws. The reasons for this are as follows: the threads of the nuts are inconvenient to clean from dirt; nuts in some cases are unsatisfactorily lubricated; for a nut mated to a screw, all thread turns are involved in the work, while for a screw only a small part of its threads work at the same time, equal to the number of turns of the nut.
In disk couplings, as a result of the action of friction forces, the ends of the disks are subject to the greatest wear (Fig. 1, i); their surfaces wear out, scratches and scuffs appear on them, and flatness is disrupted.
In threaded connections, the thread profile most often wears out, resulting in an increase in clearance. This is observed in
a) b)
Rice. 2. Wear of rolling bearings:
a - due to misalignment, b - when turning the inner ring on the shaft, c - due to excessive tension, d - due to a faulty oil seal; I - places of wear
matings not only of the running parts, but also of the clamping ones, for example, the clamping screws of frequently unscrewed fastening bolts. Wear of threaded connections is the result of insufficient or, conversely, excessive tightening of screws and nuts; Wear is especially intense if the working connection takes on large or alternating loads: bolts and screws stretch, the thread pitch and its profile are distorted, and the nut begins to “stick.” In these cases, emergency breakdowns of connection parts are possible. The edges of the heads of bolts and nuts most often wear out because they are unscrewed with the wrong wrenches.
Accounting methods
Depreciation charges, designed to compensate for the aging processes of equipment, can also be determined using several methods:
- linear or proportional calculation;
- reducing balance method;
- by total period of production use;
- in accordance with the volume of products produced.
The choice of methodology is made during the creation or deep reorganization of an enterprise and is enshrined in its accounting policies.
Operation of equipment in accordance with rules and regulations, timely and sufficient contributions to depreciation funds allow enterprises to maintain technological and economic efficiency at a competitive level and delight their consumers with quality goods at reasonable prices.
1.4. Causes of physical aging of machines
Mechanical equipment: maintenance and repair / V.I. Bobrovitsky, V.A. Sidorov. – Donetsk: South-East, 2011. – 238 p.
Operating conditions of metallurgical machines
varied:
- significant loads, often variable;
- high sliding speeds;
- contact with hot and liquid metal;
- transportation and processing of bulk, monolithic, gaseous materials;
- influence of corrosive environment, etc.
These impacts cause increasing changes in machines; physical aging of machine parts occurs.
Operational impacts determine the causes of physical aging of machines. The causes of aging are associated with imperfect design, manufacturing technology, and operational errors [].
Establishing the causes of physical aging of machines is an important and difficult task due to the variety of causes that cause aging. Knowledge of these reasons is the basis for finding ways to control the aging process and the operational properties of machines.
Aging
– irreversible changes in the properties or state of an object as a result of the action of various factors.
To explain the physical essence of aging processes, changes in the structure and properties of machine parts are considered at three levels:
- Submicroscopic level
: diffusion of atoms in the volume and on the surface of a part, movement and interaction of point defects and dislocations, breaking of interatomic bonds. These questions are addressed by solid state physics, atomic physics and quantum mechanics. - Microscopic level
: structural transformations in alloys (at the grain level of the material), leading to a change in the initial properties of the material, surface phenomena in the zone of rubbing surfaces. The causes and consequences of these phenomena are studied: physical chemistry, thermodynamics, mechanochemistry, metallurgy, tribology. - Macroscopic level
: change in the initial properties of the part - deformation, changes in size due to wear. These issues are the subject of research in the theory of elasticity, the theory of plasticity, the theory of creep, and tribotechnics - the science of friction and wear.
When considering the processes of physical aging, it is necessary to determine the boundary of the disease. We get the division:
- natural aging
– aging that meets established standards under normal operating conditions; - pathological aging
– occurs under unfavorable conditions and accelerates the process of natural aging.
In accordance with the stages of a machine’s existence, the following causes of aging can be distinguished (Figure 1.3):
- Structural reasons
. When developing machines, they are guided by rated loads, but the actual range of loads differs significantly. Sometimes, when determining loads, dynamic forces are not taken into account, which often cause the destruction of parts. Real parts have a complex shape, and the analytical determination of stresses in them using strength of materials methods is difficult. The accepted assumptions, idealizing the shape of parts, reduce or overestimate the required strength of machine elements. An increase in the size of parts leads to an increase in inertia forces, an increase in initial and operating costs, and an increase in the mass of spare parts. Poor maintainability, low level of standardization and unification do not ensure high-quality repairs and reduce the efficiency of machines. One of the reasons for aging is the absence or low quality of documentation regulating operating modes, signs of pathological aging, and the acceptable degree of aging. The lack of means of monitoring the operating parameters of machines leads to overload, overheating, violation of lubrication conditions, untimely troubleshooting and failures. - Technological reasons
. The manufacturing and assembly technology of metallurgical machines determines the level of quality and reliability. In many cases, there is no system for monitoring the compliance of the part with the drawing. There is no unified approach to the quality of manufactured parts and the maintenance of mechanisms. The perfection of the technological process should be understood as the ability to ensure the manufacture and assembly of machines in accordance with the requirements of regulatory and technological documentation. Due to imperfections in the technological process, defects may arise at any stage of manufacturing or assembly as a result of a disruption in the technological process or an unfavorable combination of differences. The main groups of defects: defects in casting, plastic deformation (forging, rolling), machining, welding and surfacing. Assembly defects: non-compliance with clearances in mating joints, deviations from the requirements for the degree of tightening of threaded connections, skewed assembly, incorrect adjustment, presence of nicks. Defects that occur during intermediate technological operations can go unnoticed and transfer to the finished part - this phenomenon is called technological heredity. Defects in manufacturing and assembly contribute to the occurrence of pathological processes of physical aging in the material of parts under the influence of operational influences. The operational properties of parts, as a rule, are not subject to control. - Operational reasons
(Figure 1.4) are a consequence of operational impacts and non-compliance with process standards.
Figure 1.3 – Causes of physical aging of metallurgical machines
Figure 1.4 – Types of operational impacts on parts of metallurgical machines
Types of physical aging
- this is an expression of specific changes that have occurred with the material of the parts (Figure 1.5). Based on the type of aging, it is possible to determine the most significant type of operational impact - the cause of aging, and, therefore, find a way to reduce the harmful effect on the part.
Figure 1.5 – Classification of physical aging of metallurgical machine parts
Signs of aging (with examples)
:
- change in the physical state of the part (deformation);
- change in machine operating parameters (vibration);
- cessation of functioning (tooth fracture);
- change in the quality of products processed by the machine (cut quality);
- change in environmental impact (emission of dust into the atmosphere);
- change in the safety level (number of broken wires in rope strands);
- change in the complexity of restoration (wear of the lining).
There are two ways to determine the condition of a machine based on these characteristics: direct and indirect.
| < 1.3. Types and features of repair actions | Content | 1.5. Machine performance management > |
5 1 vote
Article rating
You can order the production of parts from Modern Mechanics.
The service life of industrial equipment depends on the wear of its parts - changes in size, shape, and condition of surfaces due to wear.
The wear rate of equipment parts depends on various reasons:
- operating conditions and mode;
- material of parts;
- lubrication of friction surfaces;
- sliding forces and speeds;
- temperatures in the contact zone of parts;
- environmental conditions (dust levels, etc.).
A distinction is made between normal (natural) wear, which occurs during correct but long-term operation of mechanisms (during a given service life) and emergency (progressive) wear, which occurs over a short period of time and leads to the impossibility of operating the equipment.
Types of mechanical wear:
- abrasive wear;
- water-abrasive (gas-abrasive) wear;
- water erosion (gas erosion) wear;
- cavitation wear;
- fatigue wear;
- fretting wear;
- jamming wear.
The most destructive is abrasive wear , which occurs during friction of surfaces contaminated with small abrasive and metal particles. Such particles retain their cutting properties for a long time, form scratches and burrs on the surfaces of parts, and when mixed with liquid, they act as an abrasive paste, as a result of which intense rubbing and wear of the mating surfaces occurs.
Types of corrosion-mechanical wear:
- oxidative wear;
- wear due to fretting corrosion.
Types of wear caused by electric current:
1. electrical erosion wear.
Types and characteristics of wear
| Type of wear | Characteristic |
| Mechanical wear | Wear due to mechanical stress |
| Corrosion-mechanical wear | Wear as a result of mechanical impact accompanied by chemical and (or) electrical interaction of the material with the environment |
| Abrasive wear | Mechanical wear of a material due to the cutting or scratching action of hard bodies or particulates |
| Water erosion (gas erosion) wear | Surface wear caused by liquid (gas) flow |
| Water-abrasive (gas-abrasive) wear | Abrasive wear resulting from the action of solids or solid particles entrained by the flow of liquid (gas) |
| Fatigue wear | Mechanical wear as a result of fatigue failure during repeated deformation of microvolumes of the surface layer material. Note. Fatigue wear can occur due to both rolling friction and sliding friction. |
| Cavitation wear | Mechanical wear caused by the movement of a solid against a liquid in which gas bubbles collapse near the surface, creating local high impact pressure or high temperature |
| Wear when seizing | Wear as a result of setting, deep tearing out of material, transferring it from one friction surface to another and the impact of resulting irregularities on the mating surface |
| Oxidative wear | Corrosive-mechanical wear, in which the chemical reaction of the material with oxygen or an oxidizing environment predominates |
| Fretting wear | Mechanical wear of contacting bodies during oscillatory relative microdisplacement |
| Wear due to fretting corrosion | Corrosion-mechanical wear of contacting bodies with small oscillatory relative movements |
| Electrical erosion wear | Erosive wear of a surface as a result of exposure to discharges during the passage of electric current |
As wear occurs, the gaps in bearings, guides, gears, etc. increase. This leads to a decrease in the quality characteristics of machines and mechanisms: power, efficiency, reliability, accuracy, etc.
Reduced wear is achieved by:
- lubrication of rubbing surfaces and protection against contamination;
- use of antifriction materials;
- chemical-thermal treatment of surfaces, etc.
For stable and trouble-free operation of equipment, timely replacement of worn parts is required.
Based on drawings or samples of worn parts, we will produce new ones - high quality, with a guarantee.
Functional wear
It is important to know that functional aging reflects the process of obsolescence of fixed assets. We are talking about the appearance on the market of equipment of the same type, but more economical, productive and safe to use. Physically, a production machine can be quite functional. It produces products, however, the use of new technologies or modern models that periodically appear on the market makes the use of outdated objects economically unprofitable. It must be borne in mind that functional wear has its own classification:
- Partial aging: the machine is unprofitable for a complete production cycle, but is quite suitable for a limited number of operations.
- Complete obsolescence: any use of the machine results in damage. In this case, the piece of equipment must be dismantled and written off.
There is also a known classification according to the factors that caused functional wear:
- Obsolescence (today there are three types of obsolescence, depending on the reasons that caused it, discussed in previous chapters) presupposes the availability of identical, but more advanced, technologically modern models.
- Technological wear and tear implies the development of fundamentally different technologies for the production of a similar product. It is important to add that this type of wear and tear one way or another leads to the need to change the entire technological chain, subject to a complete or partial renewal of the composition of fixed assets.
It is worth noting that due to the emergence of new technology, the composition of equipment is usually reduced and labor intensity decreases.
Monitoring the condition of equipment to determine the causes of malfunctions
Why do some mechanisms quickly fail, while others work for many years?
There are eight causes of failure of industrial equipment components: friction, corrosion, fatigue, boundary lubrication, deposit formation, erosion, cavitation and electrical discharge. The occurrence of these phenomena is facilitated by the action of various forces, including chemically active compounds, environment, temperature and time. By monitoring the condition of the oil and applying appropriate measurement methods, these causes can be detected, appropriate measures taken and possible malfunctions prevented.
Causes of malfunctions
Typically, the main causes of failure of industrial equipment parts include four wear mechanisms: friction, corrosion, fatigue and boundary lubrication. The latter mode is associated with adhesion and wear from sliding friction.
| MAIN REASONS AND MECHANISMS | FORCE | ACTIVE CONNECTIONS | WEDNESDAY | TEMPERATURE | TIME |
| Friction | Wear by loose particles | Solid particles, low ground clearance | Lubrication | Total number of revolutions | |
| Corrosion | Erasing | Corrosive gas/liquid | Metal surfaces | Arrhenius equation | Total exposure time |
| Fatigue | Dynamic shear stress | Hydrodynamic contact or other repetitive contacts | Total number of 10X cycles | ||
| Boundary Lubrication (Adhesion) | Load (viscosity and speed) | Insufficient lubrication | Friction due to direct metal contact | Contact duration | |
| Formation of deposits | Static electricity | Dispersion and coalescence | On the verge of saturation | Temperature cycles | Diffusion transfer |
| Erosion | Particle momentum | Gas/Liquid Velocity | Cumulative Impact | ||
| Cavitation | Shock wave | Total number of shock waves | |||
| Electric discharge | Spark/explosion impulse | Shaft current | Fast heating | Total number of explosions |
Friction
Friction Wear Particles
Friction wear is typically the result of loose particle wear caused by dust contaminating the lubrication system. Dust is much harder than steel and, when trapped between two moving surfaces, cuts into the softer metal and begins to cut peculiar grooves in the hard metal. This is reminiscent of the process of sanding steel. Lubricating fluids help keep friction and adhesion to a minimum, effectively reducing the degree of particle abrasion during subsequent revolutions of the mechanism components. Friction also includes localized friction, which produces high-frequency stress waves that travel short distances through the metal. Stress wave energy can be detected by performing high frequency voltage wave analysis using a device such as Emerson PeakVue™. Particle control of a lubrication system should be performed to remove residual particles from the system and to minimize dust ingress through air ports, seals, and incoming lubricants. Maintaining a specified cleanliness level, based on particle count determinations based on ASTM D7416, D7647 and D7596 standards, plays an important role in controlling particle contamination.
Friction wear particles are shaped like chips that are often seen after working on a lathe. The word "ribbons" is sometimes used to describe these particles. Wear Particle Analysis (WPA) is recommended for particle investigation purposes. Requirements for performing this analysis are given in ASTM D7684. To carry it out, the methodology given in the ASTM D7416 and D7690 standards is used. In addition, you can use the particle detection and classification methodology provided in the D7596 standard.
Corrosion
Corrosion is a chemical reaction that is accelerated by temperature. Arrhenius's rate rule states that the rate of a chemical reaction doubles for every 10°C increase in temperature. Corrosion of metal surfaces is usually a self-limiting process, since metal oxides form on surfaces only to a certain depth. Oxide layers are very soft and easy to wear off. Friction exposes the lower layer of metal and promotes deeper oxidation in the presence of oxidizing aggressive environments.
Corrosive wear is usually caused by exposure to moisture or other corrosive liquid or gas. The formation of mineral and organic acids can be initiated by deterioration of the lubricant due to exposure to oxygen at elevated temperatures. When such substances penetrate the lubricant, the process of oxidation of metal surfaces usually starts.
Corrosive wear particles
Sensitive methods for detecting corrosives in oil include Karl Fischer titration, time-resolved dielectric constant per ASTM D7416*, infrared spectroscopy, and acid and base number determinations. The best method for determining corrosive wear elements in oil is spectrometric analysis of fuel and lubricants, for example, using a Rotrode filter (ASTM D6595). It is ideal for monitoring fine particle residues (5 microns or less) in parts per million. Corrosive wear debris is usually a metal oxide, and most metal oxides are very small and black in color. However, reddish-colored rust flakes can sometimes be seen. The above APA (wear particle analysis) methods are ideal for performing these analyses.
* A standard test for the analysis of in-service lubricants using five parameter determinations (dielectric constant, time-resolved dielectric constant with magnetic field switching, laser particle counter, microscopic contaminant analysis and orbital viscosity determination).
Fatigue
Fatigue wear is a consequence of the formation of cracks on the surface. The cause of crack formation is the combined load of the rolling contact between the roller, ring and pitch circle of the gear. Fatigue is strain hardening, during which dislocation defects move along slip planes along a metal crystalline structure. Eventually, the metal hardening develops into surface cracks and is accompanied by acoustic emissions resembling miniature earthquakes.
Fatigue wear particles
Fatigue wear begins with the formation of cracks, which then join together and eventually form a chip. This occurs when cracks cross surfaces and large fragments and platelets are washed away by the lubricating fluid. Subsequent rolling contacts lead to the formation of larger fragments and platelets.
Using acoustic emission and stress wave analysis using PeakVue technology, surface cracks that cause fatigue wear can be detected. Using X-ray fluorescence spectroscopy (XFS) and determining the concentration of iron-containing particles, wear debris that enters the lubricant can be detected.
When analyzing these particles using API methods, it can be found that they have the form of heterogeneous fragments or platelets. You can also use the methods provided in ASTM D7596 (Automated Particle Size and Shape Counting Test) for particle testing.
Boundary lubrication (adhesion)
Boundary lubrication is a lubrication mode in which the load is transferred through direct metal contact. Most mechanisms are designed in such a way that an oil film forms between the load-bearing surfaces during the lubrication process. There are four reasons why boundary lubrication occurs: lack of lubrication, low viscosity, excessive load and low speed (or any of these reasons combined).
Sufficient lubrication in the rolling contacts forms a layer of hydrodynamic lubrication, which is typically found on antifriction bearings, where the thickness of the fluid film between roller and ring is typically 1 to 5 µm. A sufficient amount of lubricant applied to the plain bearings will form a hydrodynamic lubricant layer with a liquid film thickness of 50 to 100 microns.
When a lubricant, for any of the four reasons listed above, loses its function, in the process of direct contact of metals, a load arises between the moving surfaces and friction appears. The temperature at the contact point rapidly increases, resulting in the formation of melted, thick and oxidized wear debris. Contact friction is also a source of loud ultrasonic and acoustic noise.
Contact ultrasonic measurements and high-frequency stress wave analysis techniques, such as PeakVue technology, can detect friction caused by boundary lubrication (metal-to-metal contact). Techniques can also be used to determine the degree of oil degradation, such as viscometry, time-resolved dielectric constant (ASTM D7416), acid number and base number. The number of particles can be determined using ferromagnetic techniques and XRF.
Fatigue wear particles that can be detected using AFI techniques, including ASTM D7596, are typically the result of exposure to extreme temperatures accompanied by friction between metal surfaces.
Formation of deposits
This mechanism differs from others in that during deposit formation, material is generated rather than removed. And while deposit formation has nothing to do with wear, it can also cause damage to system components and plugged orifices.
The formation of deposits on mechanical components can cause serious problems. The materials that form deposits are usually carried to the surface of the mechanism by gas or liquid, where they settle. The leading edges and other surfaces of fans and impellers tend to accumulate fibers and particulates carried by gas or liquid. These accumulations lead to imbalance and decreased performance. Particulates and sludge often collect on the baffles, making it very difficult to maintain the proper level of system cleanliness upstream and downstream of the circulating oil collection tank. Control valves and other internal surfaces sometimes accumulate varnish deposits, which can seriously affect their performance.
Erosion
Wear particles formed by sliding friction
Erosion is the removal of material under the influence of particles. Sandblasting is an excellent example of erosive wear. Desert car owners often add an extra layer of clear polymer to their vehicles to protect the paintwork. Otherwise, the paint on the hood and fenders will quickly peel off, exposing the metal to the elements.
The simplest method of condition monitoring is the optical detection of deposits, the accumulation of which is facilitated by the contact of a liquid medium on a solid surface. A visual inspection is recommended to detect signs of erosion. Generally, it is not practical to analyze wear particles caused by erosion because the amount of solid particles that cause erosion is so large.
Cavitation
Cavitation wear usually forms on the back side of the blades. Low pressure creates voids or bubbles in the liquid that collapse when the pressure increases. Then the speed of the liquid increases and it fills the voids. As the fluid fills the resulting voids, its speed reaches supersonic values, and shock waves damage the blades on the back side. Damage is defined as the removal of material and the formation of pores on the surface. Cavitation can be determined using acoustic emission and stress wave analysis, for example, using PeakVue technologies. However, it is unlikely that cavitation on blades will be detected by sediment analysis. Therefore, at certain intervals it is recommended to carry out a visual inspection of the blades in order to promptly detect signs of cavitation and other signs of physical wear.
Electric discharge
Sometimes bearing currents are generated in electric motors. Bearing current is a current that passes along the shaft, penetrates the film of liquid covering the bearing, and goes back through the mechanism housing to the ground. As a rule, the thickness of the lubricant film boundary of roller bearings is approximately 1 micron, and that of plain bearings is 50 microns. Lubricants are good dielectric fluids. Electrical discharges create arcs in the pores of the liquid film, penetrating metal surfaces on both sides and damaging the surface, significantly heating it and subjecting it to microscopic electrical explosions. In the case of roller bearings, this process is sometimes called “fluting” due to the symmetrical pattern, the structure of which corresponds to the location of the rollers during repeated electrical discharge. Bearing currents can be detected by using a sensitive analyzer or multimeter designed to detect the current passing from ground through a metal brush that is in contact with the rotating shaft. The presence of electrical explosions can be detected by acoustic emission or by measuring voltage waves, such as PeakVue technology. The electrical discharge particles are typically ejected as molten metal, which solidifies like welding slag into a sphere with a black, partially oxidized surface. Unlike welding slag, which typically has a particle size of 50 to 100 microns, electrical discharge particles can be much smaller.
Combination of vibration analysis and oil analysis
In order to effectively monitor the condition of rotating equipment components in industrial installations, it is recommended to combine vibration analysis and oil analysis. Vibration analysis covers a range of measurements, including resonance, play, misalignment, imbalance, improper assembly and transient operation such as starting or idling. Oil analysis is ideal for incoming inspection of lubricants, monitoring contamination, measuring the amount of water and dust in the oil, and determining the extent to which the oil has deteriorated beyond its use. Oil analysis and vibration analysis combine to provide an additional predictive assessment of the degree of wear of the mechanism and the potential for component failure on a progressive scale from “in development” to “critical”.
Wear particle atlas
Additional information on the analysis of wear debris can be found in the publication “Atlas of Wear Particles”.
The atlas includes 192 pages. It provides information on defining the different types of wear particles, a description of the types of wear that produce wear particles, a description of the effects of wear, and an explanation of the methods used to perform wear particle analysis. You can order the Atlas at store.noria.com.
Vibration analysis is a non-destructive method to detect imbalances and reduced performance caused by deposits on rotor parts.
IR spectroscopy, membrane colorimetry, and cyclic voltammetry are used to address many questions related to the mechanisms of electrochemical deposition. In units where the accumulation of deposits cannot be avoided, for example, air treatment units and pumps, it is recommended to carry out regular visual inspections and cleaning of the mechanisms. Membrane colorimetry can detect various types of particles, semi-solid and colored materials that accumulate on surfaces and lead to the formation of varnish-like deposits. Back to useful articles
[From the sandbox] Aging is not a process of wear and tear (translation)
Hello, Habr! I present to your attention a translation by Joshua Mitteldorf (2010), author of the book “Aging is a Group-Selected Adaptation” (2017)
The idea that bodies deteriorate with age is so old, common and deeply ingrained that it affects us on a subconscious level. Undoubtedly, many aspects of aging such as oxidative damage, somatic mutations and protein cross-links are characterized by increased entropy in biomolecules. However, for more than a century, there has been a scientific consensus that there is no physical necessity for such injuries. ,) which suggests that oxidative destruction is more likely a secondary effect than the source of the cause of aging.
Theories of oxidative damage are elegant and attractive, but some experimental results seem almost to ridicule the theory's predictions. Physical activity generates copious amounts of free radicals, but also such activity is mainly associated with a long life expectancy, not shorter than the average one. Hanson and Hakimi reported a genetically modified mouse that had an extra mitochondrion. These mice are phenomenally active, eat much more than wild-type mice and burn everything, and they also live and remain reproductively active 2 years longer than wild-type mice. The two most important antioxidants are superoxide dismutase (SOD) and ubiquinone. Mice in which one copy of the gene for SOD has been knocked out have half the amount of SOD in their tissues, and measurements of oxidative DNA damage show it to be much greater than in controls; heterozygous Sod2± mice also live slightly longer than controls. Suppressing SOD in worms also prolongs life in association with increased markers of oxidative stress. clk-1 is a gene originally found in worms, the suppression of which leads to an average life extension of 40%. The mouse homolog of this gene is mclk1, and its removal also leads to an increase in lifespan. Only later was it discovered that the action of clk-1 is necessary for ubiquinone synthesis, with the result that clk-1 mutants are less able to quench ROS products of mitochondrial metabolism but still live longer. The first findings were in heterozygous clk-1± worms, and homozygous −/− mutants were thought to be nonviable. A more thorough study found that the -/- worms developed with a delay, subsequently surviving a record 10 times longer than normal Caenorhabditis elegans. This worm does not have the ability to synthesize ubiquinone, and its exorbitant lifespan is a real paradox for theories of the ravages of aging. Naked mole rats live up to 8 times longer than a mouse of comparable size, and recently seemed to be better protected against oxidative damage. Typically, mice live for several years, while bats live for decades, despite their higher metabolism and greater load from mitochondrial ROS.
The laboratory of Arlan Richardson (Barshop Institute of the University of Texas) reported the result of an eight-year systematic study of a wide variety of genes encoding antioxidant enzymes. For each target gene, they examined a mouse with a modified version and a mouse with an extra copy of the gene to analyze lifespan under standard conditions. The only influence was exerted by the sod1 gene. They published their study under the provocative title “Is Oxidative Aging Theory Dead?” Whirling like crazy animals, LePont and Hekimi gave a parallel conclusion from their own experiments, in a paper entitled "When the theory of aging ages poorly."
There is some truth to the fact that much of the damage that we associate with aging can be traced back to the oxidative breakdown processes caused by ROS as a by-product of mitochondrial activity; however, protective biochemistry may be suitable for protecting against these threats with fairly high effectiveness.
Disposable soma theory
Kirkwood's disposable soma theory is the only dominant theory that is associated with the idea of cumulative destruction. The challenge to Kirkwood's idea is that damage accumulates because the body must conserve energy for the sake of restoring reproduction, which is a trade-off for optimizing the reproductive rate. The huge problem with this theory is that it predicts a relationship between dietary energy and aging. If aging primarily depends on little dietary energy for productivity and recovery, then greater caloric intake will reduce the need for trade-offs, meaning the body will be able not only to live longer, but also to increase fertility. Calorie restriction is the oldest, most consistent, and completely inconsistent with the disposable soma theory.
The disposable soma theory also has a strong prediction that lifespan is reduced due to the high energy costs of reproductive activity. If we look at animals, we find no evidence of this; in the case of humans, there is only a small positive correlation between fertility and life expectancy.
Aging, minor aging, negative aging and post-aging
If aging is a process of stochastic destruction, then this destruction will accumulate inexorably without regard to species, environment or lifespan. Many non-aging examples demonstrate that aging is not a physical necessity. All multicellular life is capable of building itself from a seed. During growth there is usually no aging. In fact, aging is defined demographically as increasing mortality coupled with decreasing fecundity, while the early growth period is a time of negative aging.
Singleton organisms from mayflies to octopuses can be noted as a subcategory of animals that do not suffer from aging before they rapidly die. Many plants and some animals do not age to some extent for hundreds of years. Vaupel collected examples that benefit from negative aging including corals, sea urchins, some mollusks and desert lizards. Fahy provided unique details and added more examples including cartilaginous fish and turtles.
The phenomenon of a “mortality plateau at the end of life” was not predicted by any evolutionary theory of aging, much less theories of wear and tear. In the 90s, it was discovered that the mortality rate of Drosophila, C. elegans and humans stops its exponential growth and levels off at the end of life (there are only three species of animals for which there is a sufficient sample to detect this phenomenon). This phenomenon is difficult to reconcile with the destructive theory of aging. It is paradoxical that destruction will stop its unrelenting movement at a weak point in the life cycle, the moment when the restoration mechanisms are weakest.
If not destruction then what?
The thesis of this work was negative: the aging of living organisms must be distinguished from the processes of accumulation of damage that occur in lifeless machines that wear out over time. If aging cannot be explained through a process of accumulative destruction, then what can? The answer must be seen in the evolutionary process that created life. Due to the ubiquity of the aging phenomenon in the biosphere, as well as the separation of genes into classes (taxa), a prerequisite is created to consider a single answer to the question of why organisms age.
But the phenomenology of aging is diverse and often paradoxical. refusing to be tamed by simple universal theories. The evolutionary community has no consensus about the original source of aging. On the contrary, there are competing theories with well-accepted ideas derived from Medawar's original intuition about the declining strength of natural selection. It may be paradoxical phenomenologically to include the results cited here since they are inconsistent with prevailing remarks about individual fitness and that evolutionary theory would be stretched to fit the evidence.
Fortunately, there is a clear signal for research that does not depend on one's preferred evolutionary theory. This is the idea that aging is controlled by the body. If there is no physical need for damage to accumulate, then there is no need for bioengineers to develop solutions to repair that damage. In the future, it will be easier to reprogram the body's signaling apparatus, turning on mechanisms that are excellent for maintaining the body in a state of energetic youth.