Purpose
Metal rolling machines are mechanical installations designed to create metal products by deforming raw materials in roll devices. The equipment allows us to produce various types of products:
- Long products. These include rods and strips of various geometric shapes, as well as shaped parts, spring and rhombic.
- Special purpose profile. Metal products in the form of angles, channels, I-beams, as well as combined blanks with a variable cross-section.
- Rolled products in the form of thin sheets up to 4 mm, as well as thick sheets more than 4 mm.
- Pipe profile with connection using welding and seamless joints.
This is interesting: Lathe 1M63 - technical characteristics and design
Wide strip hot rolling mills
But modern SHSPs roll strips with a thickness of 0.8...25 m. The rolling speed is 20 m/s or more.
There are several options for the configuration of ShSGP equipment. For example, in one of the modern 5th generation SHSPs, 3 stands are installed in the roughing group (one reversible two-roll stand and two irreversible quarto stands), and in the finishing group - 7.
To ensure the required transverse profile, six or four-roll stands with axial shift of the rolls are used, which also increase the flatness of the strip and reduce the rolling force due to the smaller diameter of the work rolls. Such stands are installed at the end of the finishing group in the amount of 2 or 4.
Stands with bottle rolls – CVC – have become widespread.
Modern mills use intermediate rewinding devices, the principles of endless rolling, and devices for accelerated cooling of rolled products.
Let's consider the layout diagram and characteristics of the SHSGP equipment of the Siemens - VAI concept (Fig. 96).
Rice. 96. Layout of equipment for a wide-band hot rolling mill from Siemens – VAI: 1 – loading grids for slabs; 2 – heating furnace for hot or cold planting; 3 – hydrolysis of primary scale; 4 – stand with vertical rolls; 5 – four-roll roughing reversible stand; 6 – Encopanel thermal screens; 7 – hydrolysis of secondary scale; 8 – scissors for trimming ends; 9 – six-stand finishing group of four-roll stands; 10 – laminar cooling line; 11 – two underground winders; 12 – roll finishing section and quality control
This mill is designed to produce strips with a thickness of 1.2...25.4 mm and a width of 750...2100 mm. Roll weight up to 35 tons, productivity 1.5...5 million tons/year.
All stands have hydraulic pressing devices and are fully automated, which ensures the production of rolled products with high dimensional accuracy and flatness. There are 6 stands installed in the finishing group. Thanks to the intensive cooling line, it is possible to obtain the required microstructure of rolled products. For greater productivity, another duo roughing stand can be added to the mill line, 7 stands can be installed in the finishing group, and the number of coilers can be increased to three.
Design and principle of operation
The rolling press consists of three main parts:
- The cage is working. The design of these elements includes rolling rolls, installation plates, a base frame, and wiring.
- Electric motors for transmitting movement to working elements.
- Mechanisms of distribution and transformation of motion. Consists of a spindle, couplings and gears.
The units differ in the number of stands and work roll sizes:
- Machines for thick metal have up to two working compartments with rollers ranging from 3 m to 5.5 m in length. In addition, vertical rollers can be installed, which are used for processing side edges.
- Broadband equipment contains up to 15 stands, rolls have a length of up to 2.5 m.
- Universal rolling presses consist of 5 compartments, and the length of the shafts is up to 1.5 m.
In industry, there are three methods for processing metal raw materials until they acquire the required geometric shape:
- In the first case, a rolling device is installed on the casting unit, and the initial contour of the part is obtained until complete crystallization. The disadvantage of this method is the need to maintain a high temperature until the end of processing, as well as additional precise running-in.
- As a result of rolling through furnaces with temperatures inside the chamber up to 1350 C, the edges are independently welded. At the exit of the equipment, a finished pipe profile is obtained.
- The third method involves manufacturing parts at a workpiece temperature corresponding to the environment. To prevent defects, the units use a large number of rollers that rotate in the opposite direction.
Reduction and calibration blocks
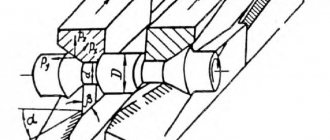
Reducing & Sizing Blocks (RSB) have recently been widely used on modern wire and section rolling mills. Often such a block consists of several three-roll stands. In such stands, the roll axes are located at an angle of 60° to each other (Fig. 91). This arrangement of the rolls makes it possible to increase both the rolling accuracy and the quality of the rolled product in general due to a more favorable deformation pattern.
Rice. 91. Arrangement of rolls in a three-roll calibration block
One of the leaders in the production of such equipment is KOCKS. The appearance of one of the blocks is shown in Fig. 92. In such blocks, gauge systems different from conventional two-roll stands are used: triangle - triangle, pointed triangle (Fig. 91) - circle, etc.
Rice. 92. Kocks reduction and calibration block
As an example, we give the characteristics of a reduction and calibration unit installed in 2002 at a small-section wire mill at the von Moos Stahl AG plant (Switzerland).
The block consists of five three-roll stands with a roll diameter of 370 mm. The maximum diameter of the rolled product at the entrance is 80 mm, the minimum diameter of the finished product is 16 mm. Thus, the unit can produce both finished long products and rolled products for wire blocks.
The design of the block has the following characteristic features:
- remote installation of cages and wiring in a fully automatic mode;
- quick change of stands, as well as a simplified mode for replacing rolls, the settings of which are carried out using a computerized system;
- “dimensionless” rolling, which allows the production of a wide range of products using one gauge only by adjusting the position of three disc rolls;
- “rolling based on one caliber family”, providing a significant reduction in the number of caliber changes in the rough and intermediate groups, which also reduces the number of accidents at the first pass;
- increasing the yield of suitable material by reducing the amount of wire rod and grade metal with thickened end sections.
The installation of the block made it possible to increase the productivity of the mill by 15%, increase the yield by 0.6...0.8%, reduce energy consumption and ensure the production of a better microstructure of rolled products.
Rice. 93. PSM unit at the Timken plant (USA)
Similar blocks were developed by SMS. They are called PSM (Precision Sizing Mill). Such a block (Fig. 93) is equipped with 4…5 three-roll cassettes (Fig. 94).
Rice. 94. PSM block cassette
By using a variety of finishing roll cassettes, the PSM® mill provides uniform calibration in the roughing and intermediate sections (One-Family Walzung), as well as smooth production of all finished product sizes using the roll gap setting system (Free-Size Walzung).
These blocks implement the ability to regulate the position of the rolls under load during rolling, which allows you to quickly respond to changes in temperature and deformation conditions and obtain rolled products with high accuracy.
Specifications
Rolling machines have characteristics that distinguish them from analogues:
- the type of profile produced in a particular installation can be pipe, section, as well as thin and thick sheet;
- the range of metal thickness intended for rolling is from 0.4 mm to 200 mm;
- necessary raw materials for rolling;
- performance indicator, the choice of machine before purchase, as well as the preparation of raw materials, depends on this factor;
- number of working cells with rolls for the required profile;
- the diameter of the working shafts for rolling, as well as their useful length;
- rated voltage - 220 V / 380 V;
- the power indicator of the electric motor used is from 2.2 kW and above;
- assembled installation dimensions;
- total weight of all equipment in the complex;
- presence of reversal in the rolling mill.
Rolling machine
Plate reversing mills
Thick-plate reversing mills include one or two reversing stands with horizontal rolls, and can also be equipped with one reversing stand with vertical rolls. At the moment, the maximum sheet width of 5300 mm has been achieved (a larger width is actually not required). The minimum thickness is 3 mm, maximum up to 600 mm. Sheets of various shapes in plan are also produced - trapezoidal, oval, stepped, etc.
Modern TLSs mainly install four-roll stands and roughing and finishing stands with horizontal rolls. However, the use of two-roll stands as roughing stands also has its advantages.
To improve rolling accuracy, hydraulic pressure devices, fluid friction bearings, anti-bending rolls and various automation equipment are used. Many mills use controlled rolling.
The Siemens-VAI TLS uses the following systems to ensure the quality of finished products:
- Hydraulic gap control (HAGC) is a hydraulic pressing device that allows you to obtain rolled products of the required thickness with high precision;
- SmartCrown is a system for controlling the profile of work rolls based on their special profile, bending and cooling (Fig. 95), which ensures the flatness of the finished product;
- MULPIC – accelerated cooling and hardening system to obtain the required microstructure;
Rice.
95. SmartCrown roll profile system As well as a variety of automation and process control tools.
Features of the operation of rolling machines
Purpose
The equipment allows us to produce various types of products:
- Long products. These include rods and strips of various geometric shapes, as well as shaped parts, spring and rhombic.
- Special purpose profile. Metal products in the form of angles, channels, I-beams, as well as combined blanks with a variable cross-section.
- Rolled products in the form of thin sheets up to 4 mm, as well as thick sheets more than 4 mm.
- Pipe profile with connection using welding and seamless joints.
Design and principle of operation
The rolling press consists of three main parts:
- The cage is working. The design of these elements includes rolling rolls, installation plates, a base frame, and wiring.
- Electric motors for transmitting movement to working elements.
- Mechanisms of distribution and transformation of motion. Consists of a spindle, couplings and gears.
The units differ in the number of stands and work roll sizes:
- Machines for thick metal have up to two working compartments with rollers ranging from 3 m to 5.5 m in length. In addition, vertical rollers can be installed, which are used for processing side edges.
- Broadband equipment contains up to 15 stands, rolls have a length of up to 2.5 m.
- Universal rolling presses consist of 5 compartments, and the length of the shafts is up to 1.5 m.
In industry, there are three methods for processing metal raw materials until they acquire the required geometric shape:
- In the first case, a rolling device is installed on the casting unit, and the initial contour of the part is obtained until complete crystallization. The disadvantage of this method is the need to maintain a high temperature until the end of processing, as well as additional precise running-in.
- As a result of rolling through furnaces with temperatures inside the chamber up to 1350 C, the edges are independently welded. At the exit of the equipment, a finished pipe profile is obtained.
- The third method involves manufacturing parts at a workpiece temperature corresponding to the environment. To prevent defects, the units use a large number of rollers that rotate in the opposite direction.
Specifications
Rolling machines have characteristics that distinguish them from analogues:
- the type of profile produced in a particular installation can be pipe, section, as well as thin and thick sheet;
- the range of metal thickness intended for rolling is from 0.4 mm to 200 mm;
- necessary raw materials for rolling;
- performance indicator, the choice of machine before purchase, as well as the preparation of raw materials, depends on this factor;
- number of working cells with rolls for the required profile;
- the diameter of the working shafts for rolling, as well as their useful length;
- rated voltage - 220 V / 380 V;
- the power indicator of the electric motor used is from 2.2 kW and above;
- assembled installation dimensions;
- total weight of all equipment in the complex;
- presence of reversal in the rolling mill.
Varieties
Based on the number of rolls located in the working stand and their placement, rolling machines are divided into the following types:
- double-roll - the design has paired mechanisms for pressing, which can rotate in different directions;
- three-roll - contain three shafts in each stand;
- four-roll - consist of two pairs of working parts;
- multi-roll - have a design of 4 or more rolls, and in universal ones they are used in a vertical position, sometimes they are installed in the spaces between horizontal ones;
- rolls mounted at an angle to the surface of the metal workpiece.
Rolling presses are distinguished by the location of the stands:
- equipment with working mechanisms arranged in one line is called linear;
- in stepped installations, the stands are installed in several lines parallel to the main flow;
- equipment for continuous and semi-continuous rolling; with the help of such machines, industry achieves high productivity.
Depending on the type of product produced during the process of pressing blanks, installations are divided into the following types:
- Crimping equipment. Allows the production of steel ingots weighing up to 25 tons. A piece of square or rectangular cross-section comes out of the working stands.
- Continuous pressing machines for blank material. As a result of the operation of such mechanisms, steel plates are modified into a special profile and sheets.
- Rail and beam machines roll blooms into rails, channels and large beams. In industry, step and sequential mills are used.
- Sectional machines are used to produce metal parts of different grades.
- In the process of manufacturing wire, wire mills are installed in the workshop; they are divided into stepped, semi-continuous and continuous.
- Slabs are processed using a sheet rolling machine. Thick-sheet, wide-strip, and also with winders are used.
- Pipe rolling equipment produces seamless and welded pipes. During the rolling process, two levels of processing are used. Initially, a hollow sleeve is made from a round bar, then a pipe of the required diameter is made from it.
Selection principle
When purchasing equipment, pay attention to the following:
- Productivity of finished products, process automation, reliability and profile quality.
- The use of additional installations to ensure automatic rental.
Advantages and disadvantages
The advantages of the rental method include:
- increased productivity;
- wide range of finished products;
- use of software control to automate the process.
Among the negative indicators it is worth noting:
- Using rolling machines requires costs for raw materials and electricity, as well as equipment maintenance.
- After rolling, additional processing is required.
- To press the workpieces should be heated.
Manufacturers and price
Metallurgical enterprises use equipment from foreign and domestic manufacturers. Russian companies are trying not to give in to foreign competitors.
The price of rolling mills depends on the manufacturer. The cost starts from several thousand and reaches 5–6 million rubles. The price is also influenced by productivity, type of finished profile, as well as the number of stands and rolls.
Exploitation
To ensure safe operation of the equipment it is necessary:
- install an automatic control system for the rental process;
- Before starting, check that the installation is working properly;
- moving parts and mechanisms should be protected;
- carry out maintenance of bearing connections and rollers;
- Provide areas exposed to high temperatures with additional ventilation.
Compliance with safety requirements when operating equipment will prevent possible injuries and accidents. As a result of rolling on serviceable machines, the consumer receives high quality material.
Types of rolling mills
As we have already found out, a rolling mill is equipment on which, through sequential operations, a metal billet is transformed into long products with the required geometric parameters. Depending on the parameters of the final product, these machines can be of several types. Billet and crimping (slabing and blooming) are designed to produce a billet from a large metal ingot, which is supplied for further processing to a special rolling device. The latter type of equipment, which already produces rolled metal of the required configuration, includes section, pipe and wire mills.
The category of section mills includes equipment for the production of various types of rolled products. Thus, these can be mills for the production of sheet steel, angles, channels, rails, etc. Depending on their functionality, such mills can be large- and medium-grade, rail-rolling and MPS category, on which profiles of various sections are produced. Sheet rolling mills, capable of processing workpieces by cold or hot forming, are used to produce metal plates (50–350 mm thick), sheet metal (3–50 mm) and strips (1.2–20 mm). After production, finished products are wound into rolls weighing up to 50 tons.
The classification of rolling mills that produce various types of seamless pipes divides them into the following categories:
- continuous extensions, which produce pipes with a cross-section of up to 110 mm;
- short straightening mills necessary for the production of pipes with a diameter of 60–450 mm;
- three-roll type equipment - for the production of thick-walled pipes with a diameter of 35–200 mm (pipes produced on such equipment are characterized by a reduced degree of wall thickness);
- pilgrim mills used for the production of seamless pipes of significant diameter (400–700 mm).
Rolling stand of a sheet rolling mill
Modern enterprises also use parts-rolling or special-type mills. They are used for the production of profile and pipe blanks, the length of which does not exceed 3 meters. In addition, the capabilities of such equipment make it possible to use it to produce workpieces in the form of balls, bent profiles, gears, screws, pipes with a ribbed section, etc. The workpieces are processed already at enterprises that use them to produce their products.
Selection principle
When purchasing equipment, pay attention to the following:
- Productivity of finished products, process automation, reliability and profile quality.
- The use of additional installations to ensure automatic rental.
Advantages and disadvantages
The advantages of the rental method include:
- increased productivity;
- wide range of finished products;
- use of software control to automate the process.
Among the negative indicators it is worth noting:
- Using rolling machines requires costs for raw materials and electricity, as well as equipment maintenance.
- After rolling, additional processing is required.
- To press the workpieces should be heated.
Improved performance
Manufacturers and price
Metallurgical enterprises use equipment from foreign and domestic manufacturers. Russian companies are trying not to give in to foreign competitors. The price of rolling mills depends on the manufacturer. The cost starts from several thousand and reaches 5–6 million rubles. The price is also influenced by productivity, type of finished profile, as well as the number of stands and rolls.
This is interesting: Surface grinding machines - design and methods of metal grinding
Why is this equipment needed?
The need for such a durable and reliable material as metal is constantly growing, which leads to the need to open new metallurgical enterprises and modernize existing ones. The list of industries in which metal simply cannot be used can be continued indefinitely. These are mechanical engineering, automobile and shipbuilding, construction and many others.
In order for metal ore to be turned into rolled metal of a certain grade, it is necessary to perform a lot of basic and auxiliary operations, for each of which special equipment is used. One of the main types of metallurgical equipment, which produces a sheet of metal as a result of plastic deformation from a hot billet, is a rolling mill. It is here that the bulk of the work carried out by metallurgical enterprises is carried out.
Basic equipment for rolling production
The main equipment of rolling production is rolling mills and rolls. A rolling mill is a technological complex of sequentially located machines and units designed for plastic deformation of metal in rolls (rolling itself), its further processing, finishing (straightening, trimming edges, cutting into dimensional products, etc.) and transportation.
Rice. 5. Rolling scheme with two rolls
Rolling rolls (Fig. 5) are the main part of the rolling mill: they compress metal 1 and give it the required shape. The rolling roll consists of a barrel 4 (smooth or with grooves), necks 3 located on both sides of the barrel and resting on the roll bearing, clubs 2 intended to connect the roll to the spindle. Roll ends can be flat or cylindrical (splined or keyed)
The rolls are made of bleached cast iron or alloy steel (chrome-nickel and chrome-molybdenum) and carefully ground; steel rollers are heating up. The rolls have a hardness from 150 to 800 HB Brinell. Steel rolls are either cast or forged. Forged rolls are stronger than cast ones. Prestressed composite rolls are used. Currently, small-sized carbide rolls have appeared (for example, from alloys VK6, VK8, etc.). Rolls come in diameters from 3 to 1500 mm and barrel lengths up to 5000 mm.
The necks of the rolling rolls rotate in liners made of textolite, plasticized wood, sliding bearings or roller bearings installed in the stand pads. Textolite liners are lubricated and cooled with water.
Devices that ensure metal deformation in rolls are called main equipment, and equipment for other technological operations is called auxiliary equipment.
Main equipment includes:
- the working cage and its components and parts (rolls, bearings, pressure and balancing devices, axial roll installation devices, roll reinforcement, etc.). The defining characteristics of the working stand are the diameter and length of the roll barrel;
- rolling mill electric motor;
- transmission mechanisms that ensure the transmission of rotation from the engine to the work rolls (spindles, main and main clutches, gearboxes, flywheels, gear cage)
The kinematic diagram of the rolling mill is shown in Fig. 6. In the working stand, a workpiece 2 is rolled between rollers 1 located in pads with bearings. The rotational motion of the rollers is transmitted from the main electric motor 8 through a gearbox 7 with flywheels 6, couplings 5, a gear stand 4 and spindles 3
Rice. 6. Kinematic diagram of a three-roll rolling mill
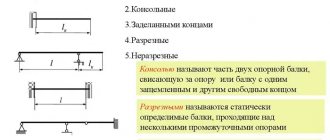
Rice. 7. Classification of working stands of rolling mills : a - duo; b - trio varietals; c - leaf trio; g - quarto leaf; d - quarto for rolling rolls; e - multi-roll (six-roll); g - multi-roll (twenty-roll); z - universal; and - special
Depending on the design and arrangement of the rolls, the working stands of rolling mills are divided into six groups: duo, trio, quarto, multi-roll, universal and special design. Duo (two-roll) stands are reversible (rolling is carried out in both directions) and non-reversible (in one direction) (Fig. 7).
Trio (three-roll) stands are most often non-reversible. Rolling in such mills is carried out forward between the lower and middle rolls and backwards between the upper and middle.
Quarto (four-roll) stands have four rolls (Fig. 8), located one above the other, of which two work rolls are of smaller diameter and two support rolls are of larger diameter.
Multi-roll stands have five or more rolls.
Rice. 8. Quarto mill for cold rolling of strip : 1 - feed winder drive; 2 — rolled tape; 3 — electric motor for driving the rolls; 4 - gearbox; 5 - spindles; 6 - support rollers; 7 - work rolls; 8 — drum of the receiving winder
Rice. 9. Continuous rail and beam mill (PRC)
Depending on the location of the working stands, rolling mills are divided into single-stand, linear, sequential, semi-continuous and continuous (Fig. 9). Continuous mills are the most advanced. Thanks to automation, rolling speed can reach 60 m/s.
The working stand is the main unit of the rolling mill. Metal is rolled in a stand. It consists (Fig. 10) of two frames 5 with bosses (feet) 2, plates 1 on which the frames rest, installation pipes 9 connecting the frames, covers 3, rolling rolls 10, cushions of the lower 7, middle 6 and upper 4 rolls and bearings for them, a mechanism 8 for installing the rolls in the vertical plane and in the axial direction, and a device 11 for balancing the lower roll. In addition, there are roller fittings (rulers, wires, passes, etc.), devices for lubricating, cooling or heating the rolls.
The supports (cushions) contain sliding liners or rolling bearings for the roll journals. The frames are made in two types - closed and open (with a lid). Closed beds better ensure the accuracy of the rolled profile, but in such a mill it is difficult to replace rolls. But there are designs of open beds with a wedge fastening of the lid (Fig. 1 61), which have high reliability and in terms of rigidity bring the open bed closer to the closed type beds.
Rice. 10. General view of the trio stand of the large-section mill 500
Rice. 11. Wedge fastening of the bed cover
In addition to rolling stands with horizontally located rolls, stands that simultaneously have horizontal and vertical rolls for compressing rolled products from all sides without turning are widely used.
For rolling mills, DC or AC motors (asynchronous and synchronous) are used. Since the speed of high-speed motors usually does not correspond to the number of revolutions of the rolls in rolling stands, gearboxes are installed between the motors and the stands. In rolling stands, the motor torque must be distributed among several rolls. For this purpose, gear stands are used. Torque from the engine to the rolls is transmitted using spindles and couplings.
Wire and combined mills
Wire rod mills are designed for the production of wire rod in coils, and combined mills additionally produce long products both in coils and bars.
Currently, as part of the equipment of wire mills, individual stand drives, frameless stands, systems for fast transfer, automatic roll adjustment and interstand tension control, blocks of three- and four-roll stands are widely used, which make it possible to tighten tolerances on the dimensions of the rolled section.
At a number of mills, the rolling speed of wire rod ∅ 5.5 mm increased to 140 and even 150 m/s, the coil weight to 3 tons, and the mill utilization factor to 0.9. Increasing the rolling speed makes it possible, while maintaining high productivity, to reduce the diameter of the wire rod to 4.5 mm.
When constructing new mills, preference is given to single-thread mills, which ensure greater accuracy of cross-sectional dimensions and stability of the mechanical properties of rolled products.
As an example of a modern mill, consider the concept of a combined mill developed by SMS Meer, the diagram of which is shown in Fig. 77. This mill is designed to produce a variety of rolled products, both in coils and bars.
Rice. 77. Combined bar wire mill from SMS: 1 – heating furnace; 2 – roughing group of stands; 3 – intermediate group; 4 – reduction and calibration block PSM; 5 – 10-cage MEERdrive unit; 6 – 4-cage MEERdrive PLUS block; 7 – loop coil former; 8 – LCC cooling line; 9 – winders; 10 – area for processing riots; 11 – line for hardening and tempering of rolled products; 12 – HSD system; 13 – refrigerator; 14 – rod finishing area
Frameless stands HL (HousingLess) are installed in the roughing and intermediate groups. Such stands are compact due to the rolls of small diameter, and at the same time their design provides sufficient rigidity, and free access to the rolls facilitates their replacement and adjustment of the input and output fittings. The cages in the group are installed sequentially, alternating vertical and horizontal (Fig. 78).
Rice. 78. Group of frameless cages
Rolling mills also use CL (Compact cantilever stands) cantilever stands. The advantages of which are compactness, low cost of equipment, ease of maintenance and high rolling accuracy. Such stands are used in finishing blocks (Fig. 79), in intermediate (Fig. 80) or roughing groups of stands.
Rice. 79. Finishing block of cantilever stands with rollers located at 45 degrees
The ten-stand finishing block is made using MEERdrive® technology, and the four-stand finishing block is made using MEERdrive® PLUS technology. These technologies provide a separate motor for each cage (rather than a group drive). In addition to the compactness of the equipment, this allows for finer adjustment of the speed mode and saves energy.
Rice. 80. Intermediate group of cantilever stands
To ensure high rolling speeds (up to 120 m/s), MEERguides are used (Fig. 81).
Rice. 81. Wiring MEERguides
A PSM reduction and calibration block is installed between the intermediate group and the finishing blocks, which produces both a rolling stock for finishing blocks and finished products (see the article “Efficiency of using technological lubricants in hot rolling”).
Rice. 82. Loop coil former
The mill uses devices for accelerated cooling of rolled products, which ensure their hardening and tempering in the mill flow. There are several routes for obtaining finished products:
- I – the rolled product after the reduction-sizing block is already a finished product and immediately goes to the coil former (Fig. 82), the minimum diameter of the wire rod in this case is 16 mm;
- II – the rolled product passes through 10-stand and 4-stand finishing blocks, after which it is sent to the coil former (minimum wire rod diameter 4.5 mm) or passes through only the 10-stand block and is sent to the bar cooler;
- III – the rolled product from the reduction and calibration block is fed to the bar cooler;
- IV – the rolled material passes through an 8-stand block and is fed to the bar cooler.
Rice.
83. Air cooling line for wire rod LCC To cool rolled products in coils after the coil former, an air cooling line LCC (Loop Cooling Conveyor) is installed. On this line (Fig. 83), it is possible to adjust the wire rod cooling mode within a wide range due to the use of 3-fan technology, which allows the coils of wire rod to be cooled as evenly as possible, and also by lowering the heat shields to use the “soft” mode » cooling.
Rice. 84. Refrigerator with HSD system
To cool the rolled product in bars, a refrigerator with the HSD system is used (Fig. 84), described in the article “Energy-saving technologies for heating metal in wells, methodological and thermal furnaces. Hot setting and direct rolling.”