Die steels
X12MF grade steel is one of the most sought-after and popular malleable alloys, which have undergone an enrichment procedure with special chemical elements (alloying impurities) in order to acquire improved mechanical and physical properties.
The brand belongs to the category of tool alloyed stamped metal grades.
Steel grade 5ХНМ, as well as metal grades that replace it, are supplied to the market in the form.
Tool die steel 4Х5В2ФС. It is used in mechanical engineering, for the manufacture of molds and various workpieces.
Steel 7ХГ2ВМФ for stamping, tooling. The alloy is used to make cutting tools and products for various purposes.
Steel 3Х2В8Ф stamping tool. A heat-resistant alloy is characterized by hardness and the ability to work at high heating temperatures.
Steel 7Х3 stamping, tool. Fasteners, dies, punches and other products are manufactured.
Kh12MF-Sh steel has high density and resistance to impact loads.
The composition of steel includes (11-12%) chromium; (1.45?1.65%) carbon; (0.4?0.6%) molybdenum; (0.15?0.3%) vanadium
4Kh5MFS tool steel is widely used in mechanical engineering. There is increased viscosity and heat resistance achieved by alloying additives.
4Х3ВМФ tool stamping steel is used for the manufacture of dies, stamping tools, and in mechanical engineering.
Steel 7Х3 belongs to the tool class.
Die tool steel grade X12M is widely used in the metalworking industry.
Tool die steel 4ХВ2С is used for the manufacture of parts operating under high shock loads. Trimming dies, chisels, crimps.
Steel 6ХВ2С tool stamping. It has the ability to withstand severe loads and is resistant to deformation processes.
Tool die steel 5ХВ2С is used for the manufacture of parts operating under increased shock loads - dies of complex configurations, crimping dies/punches for cold work, thread-rolling dies, knives for cold cutting of metal.
Application: for heavily loaded pressing tools (small inserts of the final die strand, small insert marks, dies and punches for extrusion, etc.) during hot deformation of alloyed structural steels and heat-resistant alloys.
Tool die steel 6ХВГ is used for punching shaped holes (mainly) in strip/sheet material - punches of complex configuration; to minimize changes in the dimensions of the part during hardening, use small hot stamping dies.
Tool die steel 6ХС is used for the manufacture of small cold stamping dies, pneumatic chisels, and chipping knives.
Stamped tool steel is widely used for the production of various tools that are used in the processing industry. These tools are used to process metal workpieces under pressure. Thus, stamped steel is used in the manufacture of punches, dies, rollers, rollers and other processing devices. It is from stamping devices that the name of this type of steel comes from.
Stamping as a type of forging
There are free forging and stamping, which differ in technology and quality of the result.
Can be used for workpieces of any weight and volume. Produced using hammers or presses. The workpieces are placed on the base without fastening and processed with blows of a steam-air or pneumatic hammer. After crimping on one side, the semi-finished product is turned and processing continues until the forging is completely ready. The process on presses is approximately the same. The disadvantage of free forging is the impossibility of obtaining exact dimensions, which results in:
- the need for subsequent processing on metalworking machines;
- a large amount of waste going into chips;
- the need for a wide range of metalworking equipment.
The main difference from free forging is the limitation of the spreading of the metal of the workpiece by a die consisting of two parts: the lower one is fixedly fixed on the anvil, and the upper one moves freely up and down. The resulting products - stampings - are much closer in size to the desired result, compared to forged products. Volumetric stamping allows you to obtain a small-in-weight, geometrically complex product from a sheet.
Thanks to this technology, it is possible:
- produce parts and products of various sizes and configurations with a surface finish that does not require subsequent processing;
- carry out mass production of products with identical geometric parameters;
- ensure high process productivity - most stamping operations are performed on lines with a high level of automation.
Attention! It is impossible to completely abandon free forging in favor of stamping, because making a die is an expensive and complex process that justifies itself in mass production.
Based on the temperature at which the operation is carried out, hot and cold stamping are distinguished.
Technology of stamping parts from metal sheets and its types
Stamping is the process of giving parts the desired shape and obtaining the size specified by documents by mechanically acting on them using pressure. The main direction of stamping is the production of parts from blanks, which are used as rolled sheets. Under the action of a compressive force, the workpiece undergoes deformation and acquires the desired configuration.
There is a distinction between stamping performed by the hot method with heating of the workpiece and the cold method without preheating it. Stamping of sheet metal parts is carried out without preheating them.
Pressure deformation with heating of a workpiece is used in the manufacture of parts from metal that does not have sufficient ductility, and is mainly used in the production of small batches of volumetric products from metal sheets with a thickness of within 5 millimeters.
The technological process of hot metal stamping largely coincides with the sequence of operations for cold processing of workpieces. The difference lies in the preheating of the initial blanks in furnaces to a temperature that ensures the plasticity of the metal. This takes into account the degree of warping of the part during cooling, as well as its shrinkage during deformation processing, which affects its size. To eliminate deviations from the required dimensions for parts obtained by hot stamping, large tolerances are made.
In the production of stamped sheet metal parts, the cold stamping method is mainly used.
Cold stamping of sheet metal
The technology of cold deformation of rolled sheets using stamps involves changing the shape and dimensions of the product while maintaining their original thickness.
As a material for producing cold stamped products, strips, sheets or thin tape are used mainly from low-carbon and alloyed ductile steels, as well as copper, brass (containing over 60% copper), aluminum, magnesium, titanium and other ductile alloys. The use of alloys with good ductility for stamping is due to the fact that they are easily subject to deformation changes.
Technologies
Depending on the method of metal processing and the conditions of the technological process, there are two types of sheet stamping - hot and cold. There are also alternative methods.
Cold method
Sheet metal cold stamping technologies:
- Punching or cutting. These operations can be called separation operations. To carry them out, punching and cutting dies are used.
- Hood. The procedure transforms round workpieces into hollow cylinders with one end closed. For this purpose, cylindrical dies of different heights are used.
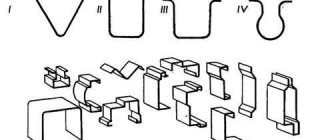
- Flexible. Can be U-shaped or V-shaped. If you do not take into account the springiness of the metal, you can ruin the workpiece.
- Cutting. When performing the operation, guillotine shears are used. The blanks are cut into pieces that undergo subsequent stamping.
- Beading. Holes of the required diameter are created and flanged with a large punch.
Hot method
This method involves preheating the workpiece. This is necessary to effectively work with thick workpieces.
The metal is heated to 1200°C in an industrial furnace. Next, the hot billet is fed under the press.
Hot stamping
Alternative Methods
In addition to traditional types of stamping, there are other techniques. Possible processing:
- Blast wave. Controlled explosions are carried out, the shock wave from which bends metal parts in the required direction. More often, this method is used in the manufacture of complex shapes from large-sized workpieces.
- Liquid. The matrix is made of metal. A stream is created inside. High pressure of the liquid is injected, under the influence of which the stream is filled with metal.
- Rubber. The matrix and punch are made of rubber. Even with soft working parts, you can perform various technological operations - punching, cutting, drawing, bending.
- Magnetic pulse generator. A magnetic field is created around the workpiece. Due to this, a powerful pushing force is generated, which changes the shape of the part.
What is sheet stamping?
When talking about stamping parts made of sheet metal, we mean a technological operation during which significant pressure is applied to the workpiece. Under the influence of such pressure, the workpiece is deformed and acquires the required configuration and dimensions.
Our distant ancestors began to use such an operation (albeit in a much simplified form). It was by applying pressure to metal that they made agricultural implements, weapons, household items and various decorations.
Modern press for stamping body parts
Stamping as a technology for the production of sheet metal products received active development at the end of the 19th century. It was during that period (starting from the 1850s) that this technology was actively improved, and specialists created powerful equipment for its implementation. Stamped parts, which at that time could already be mass-produced, were of decent quality and had good performance characteristics.
Both hot and cold stamping reached a completely new level of development at the beginning of the 20th century. It was thanks to the improvement of sheet metal stamping technology that serial production of cars became possible, for which body parts were produced using this method. Starting from the 1930s, this technology began to be actively used by enterprises working in the aircraft and shipbuilding industries, and a little later (after only a couple of decades) they began to produce spacecraft parts using stamping.
The high popularity that stamping has gained over a relatively long period of its development is explained by the possibilities:
- production of products of various geometric shapes and sizes, the quality and precision of which allows them to be used immediately for their intended purpose;
- complete mechanization and automation of production processes, which is achieved, in particular, by equipping production with rotary-conveyor equipment for stamping sheet metal;
- serial production of products whose geometric parameters are particularly accurate (such products can be easily replaced with each other if the need arises).
Cold stamping on a hydraulic press
The use of a technological operation such as die stamping makes it possible to transform a metal sheet into a geometrically complex and light-weight product, the strength characteristics of which are at a high level. The use of methods for stamping parts from sheet metal makes it possible to produce both very massive products used in the production of engineering products, watercraft and aircraft, and miniature parts for electronic devices and watch mechanisms.
Hot and cold stamping is often used as a preparatory operation. For example, such technologies produce parts that are then processed by other methods - welding, cutting, etc.
Process description
Sheet stamping is a technological operation in which high pressure is applied to the workpiece, which makes it possible to obtain products of different shapes and sizes.
To produce simple parts, one press stroke is often enough. When producing complex products, the procedure is repeated several times, the working part of the press is equipped with different stamps. Thin metal strips, wide strips, and large sheets of metal are often used as raw materials.
Cold metal stamping
The essence and purpose of cold stamping of sheet metal
Cold stamping is the most popular technology for manufacturing various parts from metal and polymers. The versatility of the method lies in the fact that it allows the production of structures of any size: from kitchen utensils to elements of large ships.
Cold sheet plastic deformation is valued for the following advantages:
- Unlimited possibilities for mechanization and automation of the process.
- Low production costs.
- High material utilization rate.
- When manufacturing thin-walled elements, the strength of the structure is not reduced.
- There is no need for finishing processing of finished products.
High quality and manufacturability have a downside: setting up equipment requires qualified specialists. In addition, process design is a labor-intensive operation.
Cold stamping operations
- Cutting. The operation involves cutting the material along a straight or complex line. Various types of scissors or guillotines are used as working equipment. Cutting can be performed both at the initial and final stages of production.
- Punching. Obtaining a hole of arbitrary shape.
- Felling. Cutting a structure along a closed contour. In this case, the separated part is a part, and not waste, as with punching.
- Beading. The operation of creating a side along an external or internal contour. Most often, the procedure is carried out at the end of the pipes, at the places where flanges are installed.
- Hood. Transformation of a flat product into a hollow volumetric part. The process may be accompanied by a change in wall thickness.
- Crimping Reducing the size of the end part by compression in a conical matrix.
- Flexible. Giving a curved configuration to flat parts. The most common are V- and U-shaped bending.
- Molding. Changing the local shape of a part while maintaining the dimensions of the outer contour.
Types of cold stamping
In order to change the original geometric parameters of a metal sheet in several directions, cold die stamping is used. In order not to increase the resistance of the metal and, accordingly, not to reduce its fluidity, such a technological operation is performed at a temperature that does not exceed forging.
Using this technology, which requires the use of special equipment, products are manufactured with increased precision, without such defects as hot cracks, scratches, burrs and risks, areas subject to metal shrinkage. However, due to the fact that the stamping press used to perform volumetric stamping is forced to overcome the enormous resistance of unheated metal, it is problematic to obtain parts of complex configurations with its help. In such cases, it is better to use hot rather than cold stamping.
Another type of metal forming, during which the workpieces are not preheated, is cold sheet stamping. When performing processing using this method, the workpiece can be a sheet, tape or strip made of metal. The thickness of the walls of the workpiece when using this technology practically does not change, and spatial products can only be obtained from ductile metals.
Stages of stamp manufacturing
A major role in ensuring the required quality of the finished product is played by the design of dies for cold stamping, due to which the part is formed with the required geometric parameters. Working drawings of such working tools installed on stamping presses can be made in both two- and three-dimensional formats. To solve this problem, appropriate knowledge and skills are required.
The development of a drawing and the subsequent production of a stamp used for cold stamping are carried out in several stages:
- drawing up a sketch of the future stamp;
- studying the scheme according to which the material will be cut, checking such a scheme using a special computer program;
- editing the sketch, if necessary;
- final verification of the dimensions of the developed stamp;
- designation of the position and exact dimensions of the holes that will be made on the working surface of the stamp.
When developing dies for cold forming, it is necessary to break the drawing of the finished product into separate parts and carefully study them. After this procedure is completed, the production of stamps is carried out. In this case, it is necessary to pay special attention to the requirements for the parameters of the finished product. For each stage of the cold stamping technological process, a route map is developed, which takes into account both the execution time of individual operations and the characteristics of forgings at individual processing stages.
In such a matter as cold stamping of a metal workpiece, many parameters are important, which, in particular, include the sequence of technological operations, the distribution of material in the cavity of the working tool, the equipment used and processing modes.
The process of manufacturing dies for cold stamping also imposes serious requirements, since the quality of the formed product depends on the accuracy of this tool.
Stamping of parts, in which sheet metal is used as a workpiece, can include a whole list of mechanical operations. Such operations include, but are not limited to, cutting, punching, extruding, bending, cold heading, forming, crimping and drawing. In this case, cutting, punching and a number of other technological operations are classified as separation operations, and cold heading, molding, bending, etc. are classified as shape-changing operations.
Hot metal stamping
Hot stamping of metal makes it possible to process thicker workpieces, since the intermolecular bonds in the hot alloy are much weaker, and it is easier to bend. Before starting the procedure, metal products undergo the same preparatory steps as in the case of cold stamping. But equipment for metal stamping is already significantly different. It consists of two main parts: a furnace and a press. The furnace is used to preheat the workpiece to a red-hot temperature. In this form, the alloy lends itself well to physical impact and there is absolutely no risk of burning it out.
To create optimal conditions inside the furnace, modern machines are equipped with a high-precision automated control system. It only requires setting the initial parameters, which depend on the type of part being processed. The computer will take care of the rest. Presses for hot metal stamping are made from hard, high-alloy steel grades, which undergo additional processing to increase resistance to thermal stress. They must withstand a certain number of technological operations without losing their original characteristics, so it is very important to use the highest quality material for their production.
Hot stamping requires direct human participation in the production process. The workpiece cools quickly under normal conditions, so it must be quickly delivered from the furnace to the metal stamping machine. This is done by a worker who, using blacksmith pliers, transfers the product to the desired place. Working in an environment with constantly high temperatures has a negative impact on the body, so it is necessary to correctly calculate the duration of shifts in order to minimize the harmful effects of the conditions on workers. Automation of the process also faces great difficulties and requires high costs, so it is practically not used anywhere.
No additional equipment is used to cool the parts; they cool naturally. In most cases, no additional processing of parts is required after stamping. The exception is products for the automotive industry that undergo galvanizing. Sometimes when stamping sheet metal it becomes necessary to trim off excess elements. For this purpose, a special machine with a high-precision cutter is used.
Developed manual stamping technology
| Recently, small businesses have been offered manual stamping of products from various materials: fiberglass, polymer artificial marble, reinforced plastics and liquid stone. The attractive thing is that there is no need to purchase any special equipment. You can simply use a ready-made solution and create a mini-production that uses hand stamping technology. The positive side of such production is that it does not require large investments. The conditions for creating a mini-production are minimal. This is the presence of a dry room with an area of about 40 square meters with an air temperature of 18 C0, a 220 V power supply, two workers and one foreman. This technology does not require water and there is no need for sewerage. There is no need for a three-phase 380 V network, and no storage space is required. The essence of the technology itself is to manually produce serial products and parts using the stamping method, without using any equipment. |
Purchase of stamping equipment
Companies that produce equipment for cold and hot metal stamping constantly modify their machines to ensure that they produce high-quality parts and operate for a long time.
Such equipment includes:
- electric presses;
- pneumatic presses;
- hydraulic pressing devices.
Sales are made directly from the websites of manufacturing companies, where various consultation-type conversations are previously held with the client. Most of these companies are engaged in the manufacture of not only standard pressing equipment, but also produce equipment taking into account customer requirements.
Modern hydraulic pressing machines are made of such metal that they can practically create deformations of any material. On the manufacturer’s website, the client is offered a wide range of pressing equipment. To buy equipment for sheet stamping, all you need to do is place your order and make an advance payment.
The conditions for delivery of an order to any region of the Russian Federation also need to be discussed in advance. Companies willingly provide transport services, but for an additional fee. Under an additional agreement, the supplier’s specialists undertake the installation and commissioning of the supplied pressing devices. It is very important not to forget to draw up an agreement for warranty service of the machines, which provides for their free repair in case of failure during the period of the supplier’s warranty.
Types of sheet metal stamping equipment
A wide range of equipment is used for different types of sheet metal stamping operations.
Thus, vibration or guillotine shears are used for cutting operations.
To perform forming operations, the main stamping equipment is used - a sheet stamping machine or a press. By type they differ in:
- Crank-rod.
- Hydraulic.
- Radial forging.
- electromagnetic.
The simplest to set up and maintain is a press with a crank drive. It is suitable for simple sheet stamping—thin-walled, small and medium-sized parts of simple shape.
Press with crank drive
Hydraulic presses allow you to develop much greater force (up to 2 thousand tons) and more accurately regulate the press stroke. This type of equipment is used for bending or die stamping operations from thick sheets.
Radial forging complexes are used for sheet stamping of parts having the shape of a body of rotation.
Electromagnetic presses are a fairly new type of equipment. The pressure on the workpiece is produced by the mass of the electromagnetic core, directed to the punch by an electromagnetic pulse. A pulse of opposite polarity returns the core to its original position. Such a drive is much simpler to manufacture and maintain than a hydraulic one, but does not yet reach its power.